


はんだ付けとは - はんだ付けの種類と方法
回路基板を含む電子機器を分解すると、はんだ付け技術を使用してコンポーネントが取り付けられていることがわかります。はんだ付けは、接続部分のはんだを溶かして 2 つ以上の電子部品を接合するプロセスです。はんだ付けによって恒久的な接続を作成できますが、はんだ除去ツールを使用して元に戻すこともできます。
今日は、はんだ付けのすべてを学びます。それは何ですか?そのアプリケーションは何ですか?プロセスはどうなっていますか?
はんだ付けとは?
はんだ付けは、はんだを溶かして異なる種類の金属を接合する接合プロセスです。はんだは、通常はスズと鉛でできた金属合金で、高温の鉄で溶かします。鉄は華氏 600 度を超える温度に加熱され、その後冷却されて強力な電気結合が形成されます。
溶接とは異なり、はんだ付けの際にワークは溶けません。ろう付けもワークの金属を溶かすわけではありませんが、ろう材ははんだ付けよりも高い温度で溶けます。歴史的に、ほとんどすべてのはんだには鉛が含まれていましたが、環境と健康への懸念から、電子機器や配管の目的で無鉛合金を使用することがますます求められています.
はんだとは?
はんだは、金属ワークピース間に永久的な結合を作成するために使用される可溶金属合金です。はんだは、冷却後にピースに接着して接続するために溶融します。はんだは接合されるピースよりも融点が低いため、使用に適した合金が必要です。
はんだは、時間の経過とともに接合部を劣化させる酸化および腐食の影響にも耐性がある必要があります。電気接続に使用されるはんだも、良好な電気特性を備えている必要があります。
軟ろうは通常、融点範囲が 90 ~ 450 °C (190 ~ 840 °F; 360 ~ 720 K) で、電子機器、配管、および板金作業で一般的に使用されます。 180 ~ 190 °C (360 ~ 370 °F、450 ~ 460 K) で融解する合金が最も一般的に使用されます。融点が 450 °C (840 °F; 720 K) を超える合金を使用して行われるはんだ付けは、「硬質はんだ付け」、「銀はんだ付け」、またはろう付けと呼ばれます。
特定の割合では、一部の合金は共晶です。つまり、合金の融点は、これらの成分の混合物で可能な限り低く、凝固点と一致します。非共晶合金は、液体と固体の遷移が明確に異なるため、固相線と液相線の温度が著しく異なる場合があります。
非共晶混合物は、十分に高い温度に近づくにつれて、低融点相の溶融マトリックス内に固体粒子のペーストとして存在することがよくあります。電気工事では、完全に固まる前のこの「ペースト状」の状態で接合部が乱れると、電気接続不良が発生する可能性があります。共晶はんだを使用すると、この問題が軽減されます。
非共晶はんだのペースト状の状態は、冷却中にはんだの成形を可能にするため、配管で利用できます。たとえば、パイプの水密接合を確保し、いわゆる「ワイプ接合」をもたらします。
電気および電子作業では、はんだワイヤは、手はんだ付け (はんだごてまたははんだ付けガンを使用して手はんだ付けを行います) 用のさまざまな太さで、フラックスを含むコアで利用できます。
また、室温ペーストとして、機械化された大量生産により適したワークピースに合わせて成形されたフォイルとして、または小さな「タブ」として利用できます。現場での修理など、使用できない、または利用できない。
はんだ付けの仕組み
はんだは、温度調節器に接続されたコテからの熱を使用して溶融されます。華氏約 600 度の融点を超える温度に加熱すると、溶けてから冷却され、はんだ接合が形成されます。
強力な電気接続を行うことに加えて、はんだ除去ツールを使用してはんだを除去することもできます。
はんだは、強力な永久接続を作成するために使用される金属合金です。プリント回路基板の銅接合部や銅管接合部など。また、鉛と鉛フリーの 2 つの異なるタイプと直径があり、0.032 インチから 0.062 インチの範囲にもなります。はんだの内部では、コアはフラックスであり、その機械的特性を強化および改善するために使用される材料です.
使用されている金属は?
はんだ付けに使用されるフィラー金属は、以前は鉛ベース(鉛はんだ)でした。規制により、鉛含有はんだは、アンチモン、ビスマス、真鍮、銅、インジウム、スズ、または銀で構成される鉛フリーはんだにますます置き換えられています。
はんだ付けに使用できるフラックスは?
場合によっては、接続点に油分、汚れ、酸化などの不純物が含まれる場合があります。フラックスは酸化を防ぎ、場合によっては金属をドライクリーニングできます。使用されるフラックスはロジン フラックスで、機械的強度と電気接続の電気接触を助けます。場合によっては、表面張力を下げるために湿潤剤を塗布することもできます.
さまざまな種類のはんだ
つまり、はんだには、鉛フリーまたは鉛なし、鉛ベース、およびフラックスの 3 種類があります。鉛ベースのはんだは最も信頼性が高く、医療用電子機器や航空宇宙などの重要な用途で好まれています。
今日、市場には非常に多くの種類のはんだがあり、プロジェクトに適したものを選択するのは難しい場合があります.幸いなことに、検索を絞り込むために使用できるはんだの主なカテゴリは 3 つだけです。
- 鉛ベースのはんだ エレクトロニクス革命を開始しました。最も一般的な混合物は、約 180 ~ 190°C の融点を持つ 60/40 (スズ/鉛) 混合物です。口語的に軟質はんだとして知られているスズは、融点が低いことから選択され、鉛はスズ ウィスカの成長を抑制するために使用されます。スズの濃度が高いほど、引張強度とせん断強度が向上します。
- 鉛フリーはんだ EU が家庭用電化製品での鉛の使用を制限し始めたときに開発され始めました。米国では、メーカーは鉛フリーはんだを使用することで税制上の優遇措置を受けることができます。スズ ウィスカは、新しいアニーリング技術の使用、ニッケルなどの添加剤の組み込み、コンフォーマル コーティングの使用によって軽減できます。一般に、鉛フリーはんだは従来のはんだよりも融点が高くなります。
- フラックスコアはんだ コアに還元剤を含む「ワイヤのスプール」として販売されています。フラックスははんだ付け中に放出され、接触点で金属を還元 (酸化を逆転) させ、よりクリーンな電気接続を実現します。また、はんだのぬれ性も向上します。エレクトロニクスでは、フラックスは通常ロジンです。アシッド コアは金属の修理や配管用であり、電子機器には使用しないでください。
はんだ付け方法
はんだ付けは、接続部分のはんだを溶かして 2 つ以上の電子部品を接合するプロセスです。はんだは金属合金であり、冷却すると部品間に強力な電気的結合が形成されます。はんだ付けによって恒久的な接続を作成できますが、以下に説明するはんだ除去ツールを使用して元に戻すこともできます。
はんだ付けの方法をよりよく説明するために、実際のアプリケーションでデモを行います。この例では、LED を回路基板にはんだ付けします。
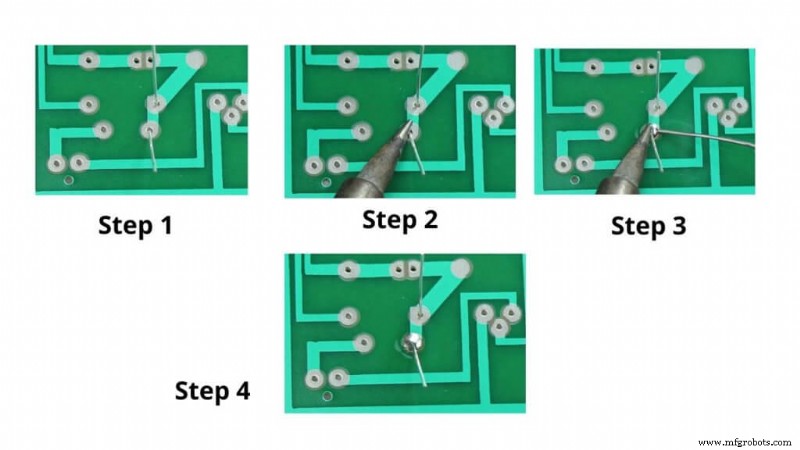
ステップ 1: コンポーネントをマウントする :まず、LED からのケーブルを回路基板の穴に挿入します。ボードを裏返し、ケーブルを 45 度の角度で外側に曲げます。これにより、コンポーネントと銅パッドとの接合が改善され、はんだ付け中に脱落するのを防ぐことができます。
ステップ 2:ジョイントを加熱する :はんだごての電源を入れ、温度調節機能がある場合は、400℃に設定します。この時点で、コテ先を銅パッドと抵抗のリード線に同時に当てます。パッドとリードを加熱するために、はんだごてを 3 ~ 4 秒間保持する必要があります。
ステップ 3: 接合部にはんだ付け :はんだごてを銅パッドとリードの上に置き、はんだで接続部に触れます。重要 はんだに直接こて先を当てないでください。触れたときにはんだが溶けるのに十分なほど接合部を熱くする必要があります。接合部が冷たすぎると、接合不良が形成されます。
ステップ 4: リードを切り取る はんだごてを取り外し、はんだを自然に冷まします。接合不良の原因となりますので、はんだを吹き付けないでください。冷却後、ケーブルから余分なワイヤーを切り取ることができます。
適切なはんだ接合部は、滑らかで光沢があり、火山または円錐形のように見えます。接合部全体を覆うのに十分な量のはんだが必要ですが、多すぎてはんだがボールになったり、近くのリードや接合部にこぼれたりすることはありません。
ワイヤーのはんだ付け方法
今度は、ワイヤーをはんだ付けする方法を紹介します。このプロセスでは、ヘルプ ハンドまたはその他のタイプのクランプ デバイスを使用することをお勧めします。
まず、はんだ付けする両方のワイヤの端から絶縁体を剥がします。ワイヤーがより合わせられたら、より線を指で一緒にねじります。はんだごてが完全に加熱されていることを確認し、先端をワイヤの 1 つの端に接触させます。ワイヤーを 3 ~ 4 秒間保持します。
こてを所定の位置に保持し、ワイヤが完全にコーティングされるまではんだに触れます。他のワイヤでこのプロセスを繰り返します。 2 本のスズメッキ線を重ね合わせ、両方の線をはんだごてで接触させます。このプロセスは、はんだを溶かし、両方のワイヤを均等にコーティングする必要があります。
はんだごてを取り外し、はんだ接合部が冷えて固まるまで数秒待ちます。熱収縮チューブを使用して接続を覆います。
はんだ除去とは?
電子機器では、はんだ除去とは、トラブルシューティング、修理、交換、回収のために回路基板からはんだとコンポーネントを取り除くことです。
はんだ除去は、はんだを溶かし、2 つの材料の間に作られた接合部を取り除くプロセスです。電子機器では、トラブルシューティング、修理、交換、回収のために PCB から電気部品を取り外すことを指します。この目的には、はんだ除去が最も一般的に使用されます。
簡単に言えば、はんだ除去ははんだ付けの正反対です。はんだ付けプロセスで行ったすべてを元に戻します。はんだ付けと同様に、はんだ除去も複雑なプロセスであり、ある程度の習熟度が必要です。はんだ付けの場合と同様の手順に従い、厳格な安全対策を遵守する必要があります。
はんだ除去の方法
はんだ除去には複数の方法があります。それぞれには、はんだ付けに異なるツールと異なるレベルの習熟度が必要です。以下は、コンポーネントのはんだ除去に使用できるさまざまな方法の包括的なリストです。
1.はんだごての使用
はんだごては、コンポーネントのはんだを除去する最も簡単で簡単な方法です。はんだごてと 1 組のフライヤー以外のツールは必要ありません。
あなたがしなければならないことはここにあります
- はんだごてを使って、はんだが溶け始めるまで加熱します。
- こてを使ってピンを軽くたたいて、はんだを接合部から離します。
- ペンチを使用してコンポーネントを引っ張り、ピンホールから取り外します。
- コンポーネントを引っ張るときは、本体ではなく先端に力を加えます。そうしないと、コンポーネントが損傷する可能性があります。
穴からはんだを取り除きたい場合は、穴の中に安全ピンを刺してください。これにより、はんだが吸い取られ、簡単に取り除くことができます。
長所
- はんだごてがあれば、はんだ除去を行うことができます。
- はんだを取り除いたコンポーネントは再利用できます。
短所
- はんだごてを長時間使用すると、基板が損傷する可能性があります。
2.はんだ付けウィックの使用
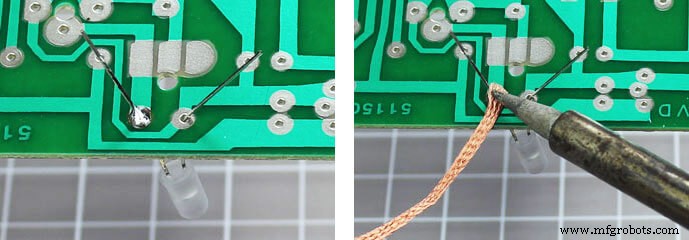
はんだ付け後の不要なはんだを取り除くのに、はんだウィック法が用いられます。はんだ付け用ウィックは、銅のコイルを編んで絡み合わせたものです。そのため、はんだ除去編組としても知られています。
銅線は熱伝導率が良いため、はんだ付けウィックの作成に使用されます。はんだが熱に引き寄せられると、銅コイルが金属表面からはんだを吸い上げます。
一部のはんだウィックにはフラックスが付属しており、表面からはんだを簡単に取り除くことができます。はんだウィックにフラックスがない場合は、はんだの除去速度を上げるために、ウィックの端をフラックスに浸すことができます。
はんだを取り除くために必要なことは次のとおりです。
- 数インチの銅線をより合わせて、三つ編みを作ります。
- 端をフラックスに浸して、銅編組にフラックスを塗布します。
- はんだウィックの一部を、はんだを除去したい接合部に置きます。
- はんだウィックの先端と目的のピンに熱いはんだごてを当てます。
- はんだが溶けて、はんだウィックが溶けたはんだを吸い込むまで数秒間待ちます。
- はんだ芯を取り、はんだで覆われている芯の部分を取り除きます。
- 不要なはんだをすべて取り除くまで、同じプロセスを繰り返します。
はんだウィックを取り扱う際は、非常に熱くなっているため、手で触れないようにしてください。ペンチを使用して保持し、配置します。
長所
- この方法は安価で、シンプルで使いやすいです。
- この方法は、平らな面からはんだを取り除くのに最適です。
- 除去したいはんだの量に応じて、はんだウィックのサイズを変更できます。
- はんだを取り除いたコンポーネントは再利用できます。
短所
- はんだ付け芯は再利用できません。はんだで覆われた部分をカットする必要があります。
- はんだ付け芯は非常に熱くなるため、接合部に配置するのが難しい場合があります。
- この方法では、ピンホールからはんだを取り除くのは困難です。
3.はんだ除去ポンプの使用
この方法では、はんだ吸い取りポンプを使用してはんだを吸引します。はんだ除去ポンプは、基本的に小型の高圧真空ポンプです。ポンプを使用してはんだを吸引する前に、はんだを加熱して溶かす必要があります。
はんだ除去ポンプを使用してはんだを除去する手順は次のとおりです。
- はんだごてを使って、はんだが溶けるまで加熱します。
- 電球を絞るか、はんだ除去ポンプのプランジャーを押し下げて、溶融はんだの上に置きます。
- 電球を離してはんだを吸い上げます。
- 一部のはんだ除去ポンプにはリリース ボタンが付いているため、バルブを押し続ける必要はありません。
- はんだ除去されたコンポーネントを取り外します。
- 余分なはんだを取り除くまで、同じ手順を繰り返します。
一部のはんだ除去ポンプには、はんだごてが付属しているため、別途入手する必要はありません。はんだ除去ポンプ内のはんだは、バルブを押したり離したりを繰り返すことで廃棄できます。
長所
- はんだ除去ポンプには、使いやすいようにさまざまなスタイルと操作メカニズムがあります。
- この方法は、ピンホールからはんだを取り除き、小さな部品のはんだ除去に最適です。
- はんだを取り除いたコンポーネントは再利用できます。
短所
- ほとんどのはんだ除去ポンプは大型です。そのため、狭いスペースに入れるのは難しいでしょう。
4.ヒートガンの使用
ヒートガンは、はんだごてと同じように機能します。はんだを加熱して、コンポーネントを取り外すことができます。ヒートガンの代わりにホットエアステーションを使用することもできます。これは非常に効果的ですが、同時に費用もかかります。
ヒートガンを使用してコンポーネントのはんだを除去する方法は次のとおりです。
- ヒートガンをオンにします。
- スタンドまたはペンチを使用して PCB をしっかりと保持します。
- はんだが溶けるまで、ヒートガンの先端をはんだに当てます。
- ペンチを使ってコンポーネントを取り外します。
ヒートガンを使用するときは、ボードに長時間当てないようにしてください。そうしないと、ボードが溶けたり損傷したりします。
長所
- コンポーネントのはんだ除去と取り外しは数秒で完了します。
- はんだを取り除いたコンポーネントは再利用できます。
短所
- コンポーネントが非常に急速に加熱されるため、ほとんどの場合、コンポーネントが損傷し、使用できなくなります。場合によっては、ボードを損傷することもあります。注意しないと、プロセス中に怪我をする可能性もあります。
よくある質問
はんだ付けとは?
はんだ付けは、はんだを溶かして異なる種類の金属を接合するために使用される接合プロセスです。はんだは通常、スズと鉛でできた金属合金で、高温の鉄を使用して溶かします。鉄は華氏 600 度以上の温度に加熱され、その後冷却されて強力な電気結合が形成されます。
はんだとは?
はんだは、金属ワークピース間に永久的な結合を作成するために使用される可溶金属合金です。はんだは、冷却後にピースに接着して接続するために溶融します。はんだは接合されるピースよりも融点が低いため、使用に適した合金が必要です。
はんだは、時間の経過とともに接合部を劣化させる酸化および腐食の影響にも耐性がある必要があります。電気接続に使用されるはんだも、良好な電気特性を備えている必要があります。
はんだの種類は何ですか?
つまり、はんだには、鉛フリーまたは鉛なし、鉛ベース、およびフラックスの 3 種類があります。鉛ベースのはんだは最も信頼性が高く、医療用電子機器や航空宇宙などの重要な用途で好まれています。
はんだ付けは溶接ですか?
多くの金属用語のシートと同様に、はんだ付けと溶接は同じ意味で使用されます。ただし、これら 2 つの操作は似ていますが、そのプロセスとサブテクニックは異なります。溶接とはんだ付けの主な違いは溶融です。はんだ付けでは、金属加工業者は接合する金属を加熱しますが、決して溶かすことはありません.
はんだ付け方法とは?
はんだ付けは、金属部品を接合して機械的または電気的結合を形成するために使用されるプロセスです。これは通常、低融点の金属合金 (はんだ) を溶かして接合する金属部品に塗布し、これが金属部品に結合し、はんだが固まると接続を形成します。
はんだ付けには何が必要ですか?
以下は、はんだ付けを行う際に必要なアクセサリの完全なリストです。
- 予熱器のはんだ付け
- ハンダ付け手伝い。
- はんだ付けマット
- 虫眼鏡のはんだ付け
- 吸煙器。
- はんだテープ
- ピンセットセット。
- はんだごて先クリーナー (ブラスウール)
2 種類のはんだ付けとは何ですか?
はんだ付けには 3 つの形式があり、それぞれが段階的に高い温度を必要とし、接合強度がますます強くなります:
- 当初はフィラー メタルとしてスズ鉛合金を使用していた軟ろう付け
- 銀を含む合金を使用する銀のはんだ付け
- フィラーに真鍮合金を使用したろう付け
はんだ付けは違法になりますか?
人間が消費する水を供給する配管の設置または修理において、はんだまたはフラックスを使用することは違法であることを示す目立つラベルがはんだまたはフラックスに付されていない限り、何人かが鉛フリーではないはんだまたはフラックスを商業に導入すること。 .
どのようにはんだ付けを段階的に行っていますか?
ウェーブはんだ付けプロセスの 5 つの重要なステップ
- ステップ 1. はんだを溶かす。 これは、ウェーブはんだ付けプロセス全体の最初のステップです。
- ステップ 2。コンポーネントのクリーニング。 これは非常に重要なステップです。
- ステップ 3. PCB の配置 .
- ステップ 4。はんだ付け。
- ステップ 5。クリーニング。
3種類のはんだ付けとは?
要約すると、はんだには主に 3 つのタイプがあります:鉛ベース、鉛フリー、およびフラックスです。
はんだは何からできていますか?
一般に、はんだ合金は、金属のスズ、鉛、カドミウム、亜鉛、およびインジウムに基づいています。それらは、さまざまな適用手段を容易にするために、さまざまな物理的形態で利用できます。はんだインゴットは、ディップまたはウェーブはんだ付け用の大きな槽を補充するために使用されます。
はんだ付けにフラックスは必要ですか?
はい、フラックスなしではんだ付けできます。フラックスは金属の酸化物を分解するのに役立つため、はんだ付けのプロセスには役立ちますが、必須ではありません。また、最近のほとんどのはんだには、酸化物の分解を助けるフラックスの役割を果たすロジン コアが付属しています。
安全にはんだ付けする方法
はんだ付けの安全性
- はんだごてのエレメントには絶対に触れないでください。
- 加熱するワイヤーをピンセットまたはクランプで保持します。
- 使用中はクリーニング スポンジを濡らしておいてください。
- はんだごてを使用しないときは、必ずスタンドに戻してください。決して作業台の上に置かないでください。
- 使用しないときは、ユニットの電源を切り、プラグを抜いてください。
最強のはんだは何ですか?
60-40 はんだ (スズ 60%、鉛 40%) は最も高価ですが、最も強力な結合を形成し、融点が低いため最も簡単に使用できます。安価な 40-60 はんだは使いにくいです。 50-50 のはんだは、コストと使いやすさの間の適切な妥協点です。
はんだにスズが使われているのはなぜですか?
スズ/鉛の混合物は、接合されている 2 つの金属よりも低い融点のはんだを可能にします。溶接では、2 つの部品を接合するために同じ母材を使用できます。
はんだ付けにフラックスが使用される理由
金属のはんだ付けでは、フラックスは 3 つの目的を果たします。はんだ付けする表面から酸化した金属を取り除き、空気を遮断してそれ以上の酸化を防ぎ、融合を促進することで液体はんだの湿潤特性を改善します。
はんだは溶接と同じくらい強いですか?
接合は、溶融したはんだ材料が固化するときに作成されます。溶接やろう付けほど強くありません。はんだ接合は、機械的接続ではないため、溶接またはろう付け接合ほど強力ではありません。はんだ付けが適切に行われていない場合、ピースは適切に電気を伝導しません。
木材にはんだ付けできますか?
多くの表面仕上げは、適切なフラックスではんだ付けできます。私たちの電子機器の多くは、はんだを使用して銅、銀、金、およびその他の金属を接合していますが、木製の表面もはんだ付けできることをご存知ですか?適切なフラックスを使えば、木材へのはんだ付けは簡単です。
はんだがくっつかないのは?
はんだは、汚れた、または酸化した金属表面には付着しません。はんだ付けする平らな面は、スチール ウール、ヤスリ、やすりなどできれいにします。時間をかけて表面を完全にきれいにすることが重要です。はんだ付けするワイヤーをナイフの背または平らな金属片でこすり落とします。
電線をはんだ付けしても大丈夫ですか?
規則 110.14 によると、規則に準拠している限り、電気スプライスをはんだ付けすることは NEC コードに違反していません。これは地域の法域によって異なりますが、古い作品と見なされる場合、ほとんどの場合、火災の危険があるとみなされない限り、適用されません。
230v はんだ付けできますか?
はい、はんだは障害条件下で簡単に溶けます。はんだは 180/220c 前後で流動性になりますが、グレードによっては 120c 以下で可塑性になる場合があります。
4種類のはんだとは?
はんだには、主に鉛フリーはんだ、鉛ベースのはんだ、フラックス入りはんだの 3 種類があります。銀合金はんだとして知られている別のタイプがあります。これらのタイプは、合金の組成で作られています。これとは別に、形状、コア スタイル、および用途に応じて、他のはんだタイプがあります。
はんだが溶ける熱は?
軟ろうは通常、融点範囲が 90 ~ 450 °C (190 ~ 840 °F; 360 ~ 720 K) で、電子機器、配管、および板金作業で一般的に使用されます。 180 ~ 190 °C (360 ~ 370 °F; 450 ~ 460 K) で融解する合金が最も一般的に使用されます。
はんだ付けできるものは?
はんだ付けできる金属には、金、銀、銅、真鍮、鉄などがあります。はんだと呼ばれるフィラーが溶けます。固まると、金属部品と結合して接合します。接合は、ろう付け接合や溶接接合ほど強力ではありません。
はんだ付けの利点は何ですか?
はんだ付けの利点;
- 低電力が必要です。
- 低いプロセス温度;
- 接合部に熱歪みや残留応力がない
- 微細構造は熱の影響を受けません;
- 簡単に自動化できるプロセス;
- 異なる素材を結合することができます;
- さまざまな素材を結合できます。
- 薄い壁のパーツは接合できます;
フラックスがない場合、何を使用できますか?
石油ゼリーは、市販のフラックスに代わる最も効果的な代替品です。ワックスとミネラルウォーターの成分が抗酸化作用を発揮するため、はんだ付け用フラックスとして簡単に使用できます。
はんだの代わりに接着剤を使用できますか?
はんだ付けに代わるものはありません .作られた接着剤は、はんだと同様に電気を通したり、保持したりしません.
製造プロセス