


掘削とは - 定義、プロセス、およびヒント
掘削とは?
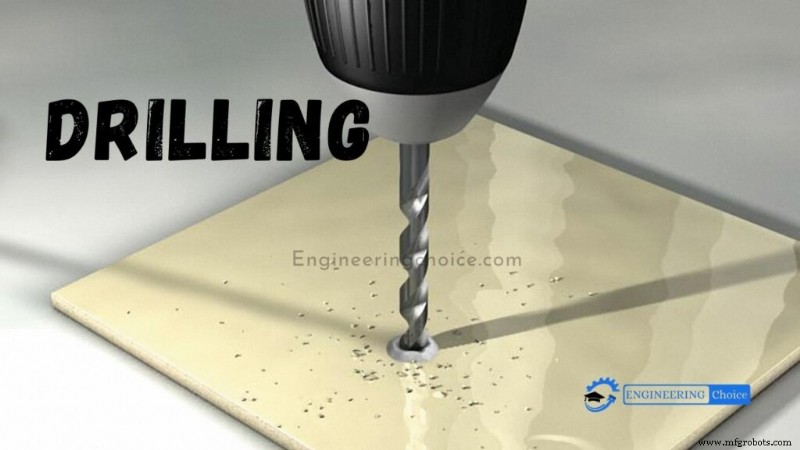
ドリリングは、ドリルビットを使用して固体材料に円形断面の穴をあける切削プロセスです。ドリルは通常回転切削工具で、多くの場合マルチポイントです。ビットは工作物に押し付けられ、毎分数百から数千回転の速度で回転します。その結果、刃先がワークピースに押し付けられ、ドリル加工中に穴から切りくずが除去されます。
岩石を掘削する場合、ビットは通常回転しますが、穴は通常、円形の切削動作によって作成されません。代わりに、穴は通常、短いストロークをすばやく繰り返して穴にドリル ビットを打ち込むことによって作られます。
打撃の影響は、穴の外側 (トップ ハンマー ドリル ビット) またはボアホールの内側 (ダウンホール ドリル ビット、DTH) から実行できます。水平掘削に使用されるドリルはドリフター ドリルと呼ばれます。
関連: 掘削機とは
まれに、特殊な形状のドリル ビットを使用して、非円形断面の穴を開けます。正方形の断面が可能です。
掘削プロセス
ドリル穴は、入口側の鋭いエッジと出口側のバリの存在によって特徴付けられます。また、通常、穴の内側にはヘリカルの送り跡があります。
穴あけは、穴の開口部の周囲に低い残留応力を生成し、新しく形成された表面に非常に薄い応力と乱れた材料の層を作成することにより、ワークピースの機械的特性に影響を与える可能性があります。これにより、ワークピースは、応力がかかった表面で腐食や亀裂の伝播を受けやすくなります。これらの有害な状態を回避するために、終了操作が行われる場合があります。
溝付きドリルビットの場合、切りくずは溝を介して除去されます。切りくずは、材料やプロセス パラメータに応じて、長いらせんまたは小さなフレークを形成する場合があります。形成された切りくずの種類は、材料の機械加工性の指標となる可能性があり、長い切りくずは材料の機械加工性が良好であることを示します。
可能であれば、ドリル穴はワークピースの表面に対して垂直に配置する必要があります。これにより、ドリルビットが意図したボアの中心線からずれて、穴の位置がずれてしまう傾向が最小限に抑えられます。ドリルビットの長さと直径の比率が高いほど、歩く傾向が大きくなります。歩く傾向は、次のような他のさまざまな方法でも回避されます。
- 次のような方法で、穴あけ前にセンタリング マークまたはフィーチャを確立する:
- 工作物にマークを鋳造、成形、または鍛造する
- センターパンチング
- スポット掘削(センター掘削)
- 鋳物または鍛造品の特定の領域を機械加工して、粗い表面に正確に配置された面を確立する座ぐり。
- ドリル ブッシング付きのドリル ジグを使用してドリル ビットの位置を固定する
ドリル加工による表面仕上げは、32 ~ 500 マイクロインチの範囲です。仕上げカットでは 32 マイクロインチ近くのサーフェスが生成され、荒削りでは 500 マイクロインチ近くになります。
切削液は、ドリル ビットの冷却、工具寿命の延長、速度と送りの向上、表面仕上げの向上、切りくずの排出を促進するために一般的に使用されます。これらの流体の適用は、通常、工作物をクーラントと潤滑剤であふれさせるか、噴霧ミストを適用することによって行われます。
どのドリルを使用するかを決定する際には、目の前のタスクを考慮し、どのドリルがタスクを最もよく達成できるかを評価することが重要です。さまざまなドリル スタイルがあり、それぞれが異なる目的を果たします。サブランドドリルは、複数の直径を掘削することができます。スペードドリルは、より大きな穴サイズをドリルするために使用されます。インデキサブル ドリルは切りくず処理に役立ちます。
金属に穴を開けるための 12 のヒント
ほとんどの日曜大工にとって、金属片に穴を開けなければならない時が来るでしょう。それを行うために使用されるツールと方法は、そこにあるさまざまな種類の金属とほぼ同じくらい多様です.
金属に穴を開けることは、木材に穴を開けることほど難しくはありませんが、いくつかの異なる技術といくつかの追加の物資が必要です.どんなポータブル ドリル (またはドリル プレスがある場合はドリル プレス) も使用できます。最適なドリル ビットは、木材にも使用できる標準的なビットです。
関連: ドリルビットとは?
金属への穴あけに関する最も重要なルールは、いくつかの基本的な安全上のヒントに従い、過熱を防ぐためにゆっくりと穴を開けるなどの適切な技術を使用することです。同じ方法が、板金からアルミニウム、厚鋼板まで、ほとんどの金属材料に有効です。
タスクを迅速、簡単、安全にするための 12 のヒントを次に示します。
1.金属の穴あけに必要なドリル ビット
ほぼすべての汎用ツイスト ビットで、金属に穴を開けることができます。実際、ほとんどの金属用ドリル ビットは、木材やプラスチックなど、さまざまな素材に穴を開けるように製造されています。最も安価なツイスト ビットは高速度鋼 (HSS) でできており、これらの基本的なビットは、ほとんどの金属穴あけ作業に最適です。
たくさんの穴を開ける場合、またはステンレス鋼や鋳鉄などの硬くて研磨性のある金属に穴を開ける必要がある場合は、黒色酸化物または金属用のコバルト鋼ドリル ビットにさらに数ドルを費やしてください。これらのビットは鈍くなる前により多くの穴を開けます.
一部のビットには、窒化チタン (TIN) と呼ばれる特殊なコーティングも施されています。メーカーは、このコーティングが熱と摩擦への抵抗力を高めると主張しており、これらのビットは標準の高速度鋼ビットよりも最大 6 倍長持ちします。
2.目を守る
小さな金属の破片が 1 つでも重傷を負うことになるため、金属に穴をあける際には適切な目の保護が絶対に必要です。最善の保護のために、顔の側面を覆う安全メガネを選択してください。
3.センターパンチをする
ドリルビットは、最初に穴あけを開始するときにふらつく傾向があります。これを防ぐには、穴を開けたい場所を測定して印を付け、センター ポンチとハンマーを使用して小さなディンプルを作成します。これにより、穴あけを開始するときにドリル ビットの先端に乗る場所ができます。
4.潤滑ビットは長持ちします
1/8 インチ以上の厚さの鋼に穴を開けるには、切削液または 3-IN-ONE などの多目的オイルを使用します。ビットに潤滑剤を塗布すると、摩擦と熱の蓄積が減少し、穴あけが容易になり、ビットが長持ちします。アルミニウム、真鍮、鋳鉄などの穴あけが容易な金属の場合、通常、潤滑は必要ありません。
5.クランプで縫い目を防止
片手で穴を開けようとしている間、片手で金属片を保持しないでください。金属のドリル ビットが引っ掛かり、ワークピースが即座に回転し、衝突し、切り裂く可能性があります (金属の鋭利なエッジが骨を切り裂きます!)。ワークピースをしっかりと固定するために、常に最低 2 つのクランプを使用してください。
6.小さな穴から始める
大きな穴が必要ですか?小さく始めましょう!ほとんどのツイスト ビットは、直径 1 インチまでのサイズで入手できますが、1/4 インチから始めると最良の結果が得られます。必要なサイズに達するまで、金属用のドリルビットで穴を開け、連続して大きな穴を開けます。どのツイスト ドリル ビットを選択するかについての詳細をご覧ください。
7.穴のバリ取り
金属に穴を開けた後、残った鋭利なエッジやバリを取り除くことをお勧めします。派手なバリ取りツールを購入して鋭いエッジを滑らかにすることもできますが、お金を費やす前に、次のトリックを試してください。ドリルしたばかりの穴よりも直径がわずかに大きいツイストビットを取り、穴の上部でそっと手でねじります.これにより、穴の縁が滑らかになり、バリがなくなります。
8.ホールソーはより大きな穴を開けます
大きな穴の場合、ホール ソーを使用すると、きれいにすばやく作業を完了できます。ツイスト ビットのように、ホール ソーはドリルに直接取り付けられ、アルミニウムやスチールなどの薄板金属を切断します。合板の切れ端をホールソーのパイロット ビットの裏当てとして使用し、作業面を保護します。
9.低速でドリル
ビットが速く回転するほど、熱くなります。そして熱はすぐにビットを鈍らせます。一般に、金属用ドリル ビットを使用して、できるだけ低速で金属に穴を開けることをお勧めします。スチールなどの硬質金属や大型のドリル ビットには、さらに低速が必要です。小さなツイスト ビット (1/16 ~ 3/16 インチ) を使用すると、ほとんどの金属に 3,000 rpm で穴を開けることができます。より大きなツイスト ビット (11/16 インチから 1 インチ) の場合、350 から 1,000 rpm が推奨されます。
10.サンドイッチを作る
薄い板金にきれいで正確な穴をあけるには、木材のサンドイッチを作ります。板金を 2 枚の木材で挟み、すべてをテーブルまたは作業台に固定するだけです。サンドイッチの木製の「パン」層は、シート メタルを平らに保ち、ドリル ビットがシート メタルに穴を開ける際にふらつくのを防ぎます。
11.ステップビットを試す
ステップ ドリル ビットは、板金やその他の薄い材料に穴を開けるように設計されています。スチール製ジャンクション ボックス、電気サービス パネル、またはステンレス製シンクに、完璧なサイズのきれいな穴が必要な場合に最適です。
金属用のステップ ドリル ビットを使用すると、さまざまな直径の穴をあけることができます。厚さ 3/8 インチまでの金属に穴を開けるものもあります。欠点は?ステップ ビットは、通常のビットよりも高価です。
12.ドリルプレスにステップアップ
ハンドヘルドドリルだけを使用して金属にほとんどの穴を開けるのはかなり簡単ですが、ドリルプレスを使用すると、ほとんどの場合、より高い精度とより良い結果が得られます.ほとんどのボール盤は、実際には金属加工を念頭に置いて作られています。ハンドルを引き下げると、ビットが真っ直ぐワークピースに突き刺さり、非常に正確な穴が開けられます。
ドリル プレスには、傾斜と高さを調整できる堅牢な鋳鉄テーブルも付属しており、さまざまなクランプ オプションが可能です。速度の変更は、蓋を開けてゴムベルトをプーリーからプーリーに移動するのと同じくらい簡単です。最も高価なドリル プレスは床置き型ですが、約 100 ドルでまともな卓上ユニットを購入できます。
よくある質問
掘削とは?穴あけは、ドリル ビットを使用して固体材料に円形断面の穴をあける切断プロセスです。 .ドリルビットは通常、回転切削工具で、多くの場合マルチポイントです。代わりに、穴は通常、短い動きをすばやく繰り返してドリル ビットを穴に打ち込むことによって作られます。
掘削とは穴あけは、ドリル ビットを使用して固体材料の円形断面に穴をあける切断プロセスです。ドリルビットは通常、回転切削工具で、多くの場合マルチポイントです。ビットは工作物に押し付けられ、毎分数百から数千の速度で回転します。
ドリルとは?ドリルは、丸い穴を開けたり、ファスナーを打ち込んだりするために使用されるツールです。ドリルまたはドライバーチャックのいずれかのビットが取り付けられています。手動タイプの人気は劇的に低下し、コードレスのバッテリー駆動タイプが急増しています。ドリルは、木工、金属加工、建設、工作機械の製造、建設、ユーティリティ プロジェクトで一般的に使用されます。特別に設計されたバージョンは、ミニチュア アプリケーションとして作成されます。
製造プロセス