


HurcoWinMaxコントロールの機能強化と見落とされた機能
過去数か月および数年の間に、Hurco WinMaxコントロールには多くの機能強化がありましたが、実際にお客様と共有することはできません。 Hurcoコントロールは非常に使いやすく、自己学習しやすいため、オペレーターが知っていれば非常に便利で非常に強力な機能を見落とすことがよくあります。これは、ユーザーが以前にこれらの機能を認識していなかった場合に、これらの機能を見つけて理解するのに役立つブログ記事にとって素晴らしいトピックになると思いました。
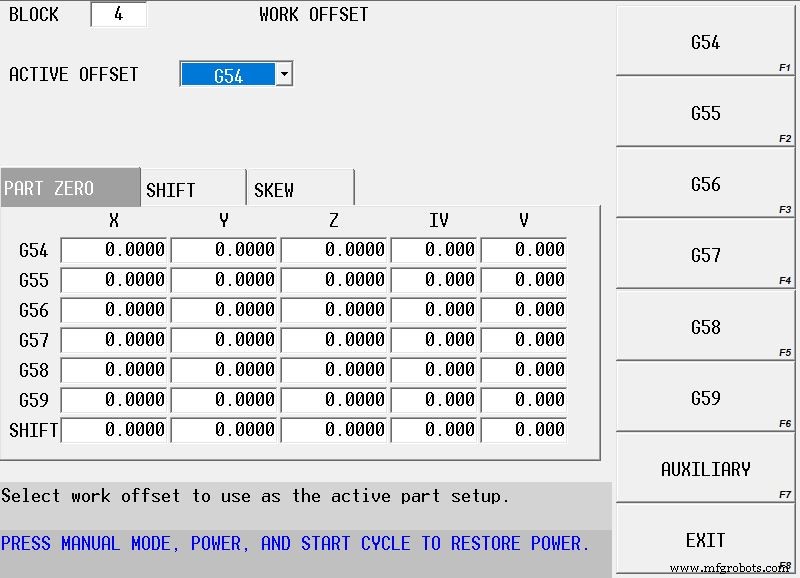
会話型プログラムでの作業オフセットの使用(G54-G59、93補助オフセット):
テーブルのさまざまなバイスで複数の操作をセットアップする場合など、マシンのさまざまなセットアップを切り替える必要がある場合がよくあります。以前は、オペレーターは、別のセットアップ座標に切り替えるたびに、プログラムにパーツ変更セットアップを入力する必要があり、別の座標に切り替える必要がありました。これは問題があります。たとえば、X軸で小さなシフトが必要な場合、オペレーターは、その特定の場所を参照するプログラムですべての単一の変更パーツセットアップを見つけて、変更を加える必要があります。これは簡単に数十になる可能性があります。プログラム全体の場所の。ただし、ワークオフセット機能を使用することにより、変更を1つの場所(G55など)で行うことができ、その特定のワークオフセットと呼ばれるすべての場所で変更が利用されます。
[作業オフセット]ブロックは、[その他]タブ([その他]、[その他]、[作業オフセット])の下の会話型プログラミングセクションにあります。
[在庫手当]タブ:
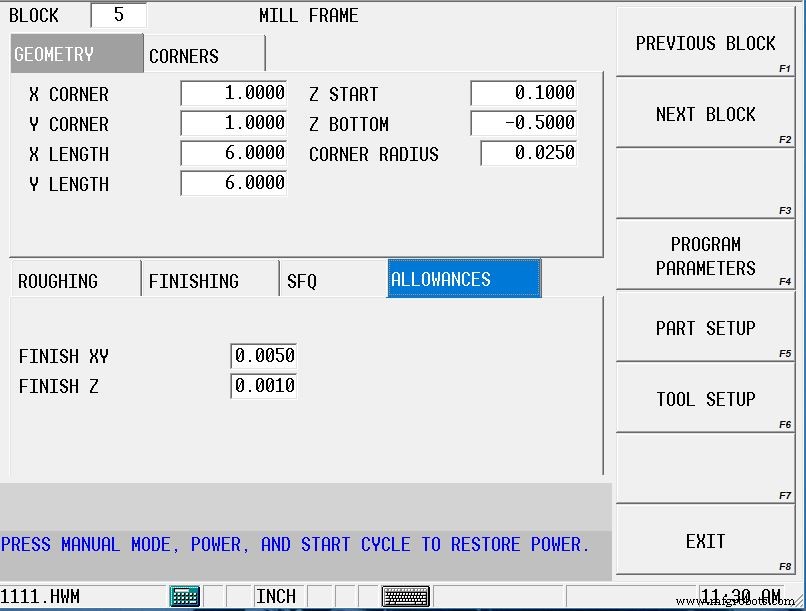
歴史的に、Hurcoコントロールでは、アローワンスを終了するために残された在庫の量は、任意の会話型プログラムのプログラムパラメーターに配置されたグローバル設定でした。この「グローバル」設定の課題は、特定のブロックに残されたストックの量を変更する必要がある場合、または熱処理前にグラインドストックをフィーチャーに残したい場合に明らかになります。つまり、ツールの直径またはフィーチャーのサイズ。ただし、プログラムパラメータの[在庫枠]タブをオンにすることで、これらの課題の両方に簡単に対処できます。
[ストックアローワンス]タブをアクティブにすると、プログラムの各会話ブロックでフィニッシュパスに残される材料の量を個別に設定できます。また、グラインドストックを残すときにコントロールにうそをつく必要性を軽減するために、仕上げツールをプログラムしない場合、アローワンスストックは削除されません。これは、機械加工中に部品の応力を緩和する場合にも役立ちます。今すぐ在庫を残し、プログラムの後半でブロックをコピーして別の場所に貼り付けてから、許容値を削除します。
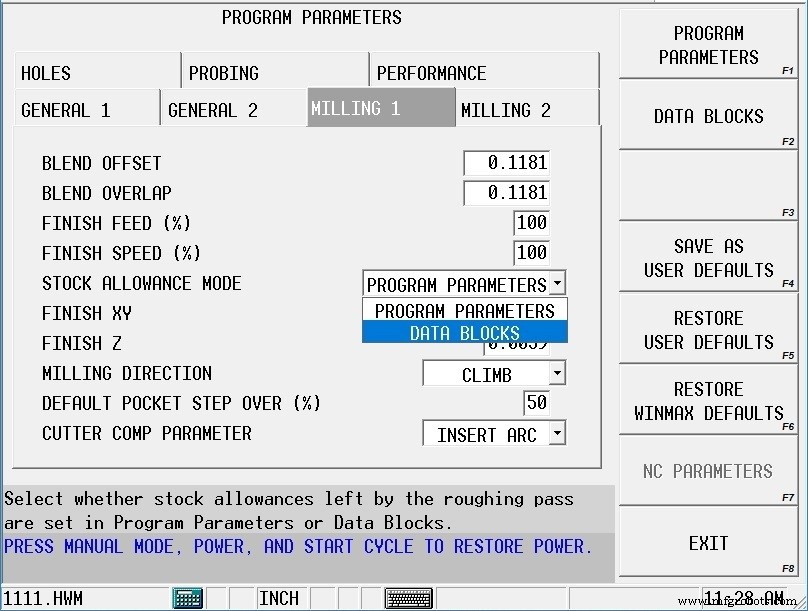
コントロールが[ストックアローワンス]タブの使用を許可するように設定を変更するには、[プログラムパラメータ]に移動し、ページの上部にある[ミリング1]タブを選択して、[ストックアローワンス]モードを[データブロック]に設定します。これを将来の会話型プログラムの新しいデフォルト設定にする場合は、この設定をユーザーデフォルトとして保存することを忘れないでください。
NCプログラムの参照戻り位置の設定(G28):
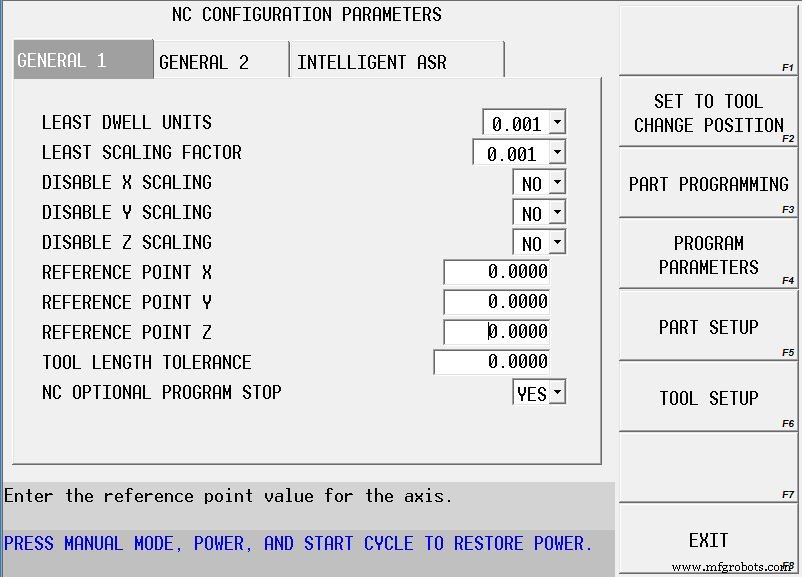
多くのNCプログラムでは、G91G28XYZ基準復帰位置の使用が非常に一般的です。デフォルト設定として、このコードはマシンを各軸のホームポジションに送信します。ただし、HurcoはNCパラメータに設定を提供しており、G28コマンドの実行時にユーザーがマシンの移動先を指定できるようになっています。
NCプログラムがアクティブな状態で、INPUT画面からPROGRAM PARAMETERSを選択し、NC PARAMETERSソフトキーを選択し、NC CONFIGURATION PARAMETERSソフトキーを選択して、X、Y、およびZ参照リターンポイントの目的の場所を設定します。
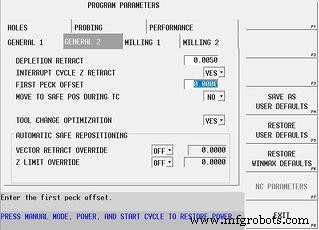
最初のペックオフセット:
すべての会話型プログラミングブロックには、Z軸方向のフィーチャの高速ポイントと最終深度を指定するためのZSTARTフィールドとZBOTTOMフィールドの両方があります。これらのブロックには、PECKDEPTHフィールドもあります。値によっては、ツールが実際にマテリアルに接触する前に、つつくときに大量の空気をカットする場合があります。 FIRST PECK OFFSETのプログラムパラメータ設定は、この無駄な時間を軽減するのに役立ちます。
たとえば、.100"のZSTARTと.025"のペック深さを入力すると、コントロールはパーツの上の.100 "の位置でペックを開始します。したがって、ツールが実際に開始するまでに5回の完全なペックが必要です。材料を取り除きます。 FIRST PECK OFFSETパラメーターを.100インチの値に設定すると、コントロールはツールを強制的にZ START位置に配置し、FIRST PECK OFFSETの量をオフセットまたはシフトダウンし、その新しい位置からペックを開始します。上記の例では、最初のペックでマテリアルが削除されるため、無駄な時間がなくなります。このパラメータは、プログラムパラメータの[一般2]タブにあります。
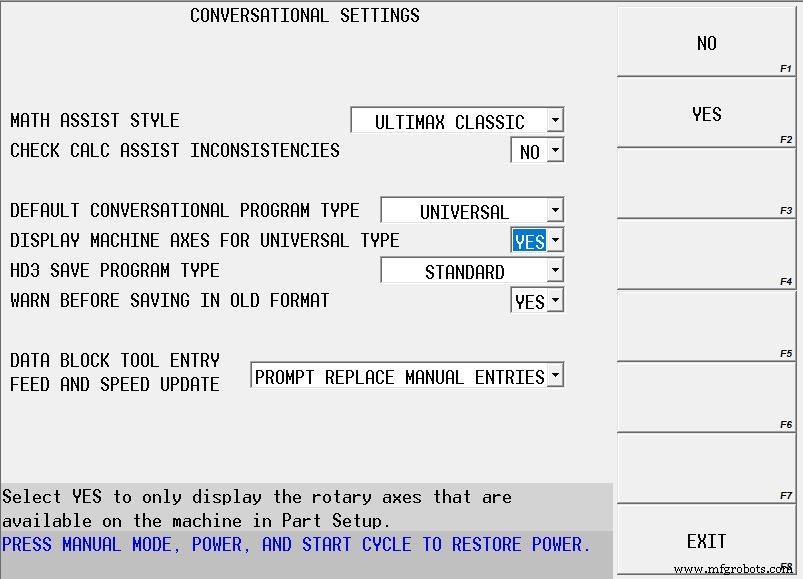
デフォルトのユニバーサルロータリー設定でIV&Vの代わりに軸指定子を表示:
新しい会話型プログラムを作成する場合、プログラムの種類のデフォルト設定はUNIVERSAL ROTARYです。これは、さまざまな理由で間違いなく使用してほしい設定です。ただし、プログラムタイプがユニバーサルロータリーに設定されている場合、パーツ設定画面には、マシンタイプに関係なく、マシンの軸としてX、Y、Z、IV、およびVが表示されます。 5軸マシンでは、マシンの実際の軸が表示されないため、これは混乱を招く可能性があります。3軸マシンでは、4番目の th がないため、混乱を招きます。 または5 th 利用可能な軸。
この動作を変更するには、ユーザー設定の1つを変更する必要があります。コントロールパネルの[補助]ボタンを押し、ポップアップメニューから[ユーティリティ画面]アイコンを選択し、画面の[ユーザー設定]ソフトキーを選択し、[会話設定]を選択して、[ユニバーサルタイプのマシン軸の表示]を[はい]の値に設定します。
4軸および5軸のマシンの場合、これにより、コントロールに軸の実際のA、B、またはCの指定子が表示され、3軸のマシンの場合、追加の軸の表示が完全になくなります。これにより、既存のプログラムの動作が変わることはなく、将来のプログラムでプログラミングを変更する必要もありません。これにより、表示が簡素化されます。
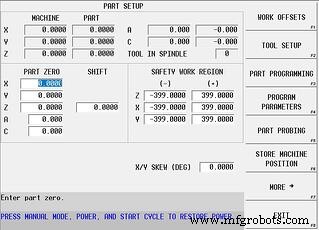
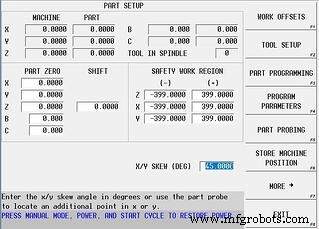
パーツ設定画面のX/Y SKEW(DEG)フィールドの使用:
パーツ設定画面の表示されたフィールドに値を入力することにより、プログラム全体を任意の目的に合わせて歪めることができます。例:プログラムが通常どおり回転しない方向で加工されているが、パーツをセットアップに適合させるために45度の角度で機械に配置する必要がある場合は、45度の値を入力できます。提供されたフィールドとプログラム全体が回転した方向で実行されます。
このフィールドの目的は、パーツのスキューをプローブすることでしたが、上記の例のような理由で、値を手動で入力する場合に非常に役立つことが証明されています。
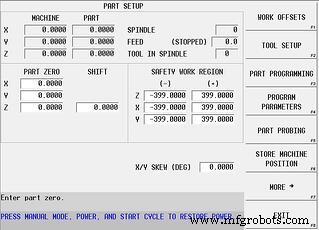
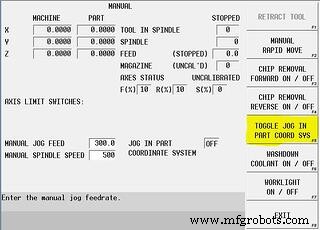
現在の(アクティブな)作業座標系に沿ったジョギング:
上記のSKEW角度をプログラミングに使用するのと同様に、傾斜した(アクティブな)作業座標に沿って手動でマシンをジョギングする必要がある場合もあります。これを行うには、手動機能設定画面でモードボタンを選択するだけです。
コントロールパネルのMANUALモードボタンを押し、画面のMANUAL FUNCTION SETUPソフトキーを選択し、TOGGLE JOG IN PARTCOORDSYSソフトキーを選択します。これで、このトグルがアクティブな状態で、ジョグホイールまたはジョグボタンを使用してX軸またはY軸を手動でジョグすると、それに応じて両方のX軸とY軸がジョグします。ツールはパーツの対応するエッジに沿って移動します。この機能をオフにするには、ソフトキーをもう一度切り替えます。この機能は、変換平面がアクティブな5軸マシンの割り込みサイクル中にも使用できます。
CNCマシン
- SaaSアプリと機能のギャップ
- ラズベリーパイセンサーとアクチュエーター制御
- 新しいRASPBERRYPI3モデルB +機能と購入
- UTはプログラムの名前をReliabilityand MaintenanceCenterに変更しました
- これまでに米国に到着した最大のArburgマシンで、受賞歴のある新しい設計および制御機能を備えています
- SYNTEC制御システムの簡単な接続と操作
- HurcoCNC制御でサイクルを中断する方法
- 在庫管理ソフトウェア:機能と利点
- 電力および HVAC/気候制御
- CNC加工における品質管理と検査の基本
- Hurco CNC マニュアル プログラミングとメンテナンスの無料ダウンロード