


G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
これは、G91 インクリメンタル プログラミング モードで繰り返しドリルを使用する方法を示す、別の G81 ドリル サイクル プログラミングの例です。
他の CNC プログラムの例はこちら G81 穴あけサイクル – G91 インクリメンタル モードで穴あけを繰り返す コード例
G81 掘削サイクルで掘削を繰り返す
G81穴あけサイクルとG91で穴あけを繰り返す
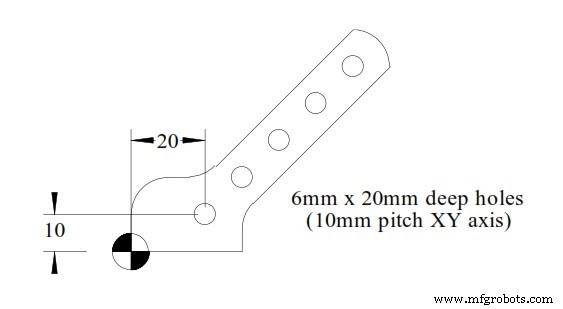
O1000 T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y10 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F350 M08 G91 X10 Y10 K4 G80 G00 G90 Z100 M30
CNCマシン
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- Haas G71 サンプル プログラム
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- G01 を使用した面取りと半径のプログラム例
- G83 Peck Drilling Cycle with G70 Bolt Hole Circle サンプル プログラム
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル