


Haas コーナーの丸み付けと面取りプログラムの例
提出者:CNC プログラマー
まとめ
Haas コーナーの丸み付けと面取り
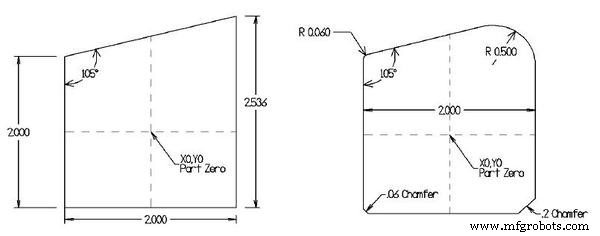
面取りについては、指定された面取りの長さの C が使用されます。
半径 a については、指定された半径のサイズの R が使用されます。 2 つのリニア ブロックまたは G01 ブロックの間に挿入できます。これらの 2 つのブロックは、2 つの直線移動の交点の角を指定します。
描画/画像
CNC プログラム
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
CNCマシン
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- ファナック CNC プログラム例
- インチ型簡易 CNC 旋盤プログラムでの CNC プログラミング例
- Haas G71 サンプル プログラム
- CNC プログラムの G01 面取りとコーナーの丸み付けの例
- G01 を使用した面取りと半径のプログラム例
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- Haas G72 Type I 荒削りおよび G70 仕上げフェーシング サイクル プログラムの例 – ファナック互換