


5軸…それほど怖くない(続き)
2013年2月に、「5軸…それはそれほど怖くない」というタイトルの記事を投稿しました。これまでのところ、これは私のブログシリーズで最も人気のある記事の1つです。そこで、その記事を少し拡張して、5軸テクノロジーで何ができるかをもう少し深く掘り下げて、5軸の高度な機能でさえ実際にはマルチ軸にすぎないことを示したいと思いました。軸の常識、それを分解するとき。
過去数年間の5軸加工を取り巻くすべての誇大宣伝により、5面または3 + 2処理プラットフォームに切り替えることの利点についてショップを教育することは比較的簡単であり、ショップをより効率的に、そして最終的にはより収益性が高い。ただし、定期的に、1つのセットアップでパーツを実行することのメリットを理解できても、一度に1つのパーツしか実行できないと信じているという議論がありますが、それは単に真実ではありません。フィクスチャの創造性を少し高めるか、市場で入手可能な専門的に製造されたOEMフィクスチャを利用することで、プロセスに部品を簡単に追加できます。必要に応じて、プロセスを完全または部分的に自動化することもできます。

私は最近、単純な長方形のマニホールドを実行している顧客と協力しました。部品の5つの側面には、ポート、ねじ穴またはテーパー穴、いくつかのOリング溝などの単純な機能があり、わずかな処理で処理する必要がありました。可能な限りセットアップ…5面または3+2プロセスの最適な候補!!!
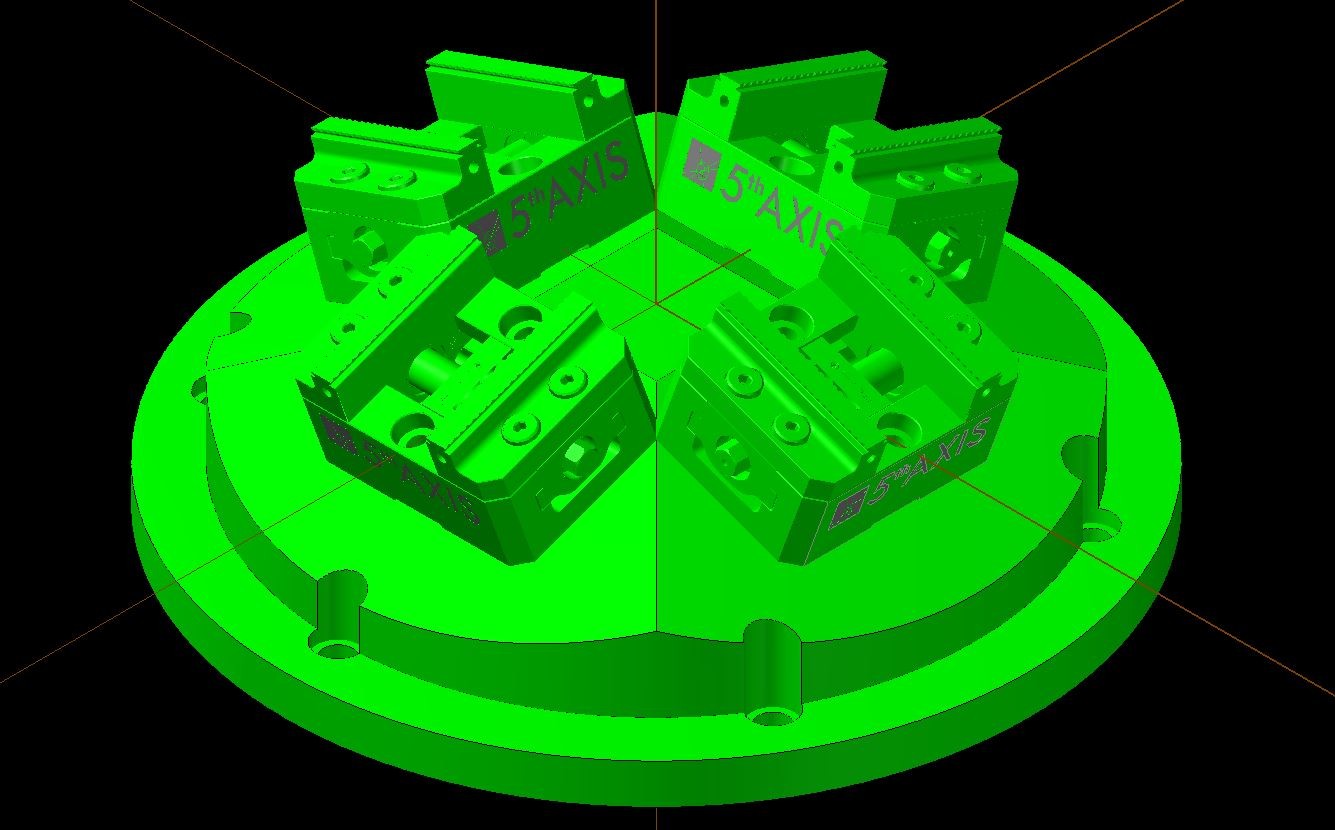
部品を見た後、彼は、20°のピラミッドに取り付けられた4つのバイスを備えた市販の固定具を使用して、この単純なプロセスを次のレベルに引き上げることができることに気付きました。この固定具により、1つの角度の付いた穴を含む4つのパーツすべての5つの側面すべてに到達するのに十分なクリアランスが得られ、ドアを開くたびに4つの完全なパーツを引き抜くことができます...すべて1つのパーツのセットアップで!考えてみてください…これはこのショップのリピートジョブであるため、複雑なジョブから次のジョブにすばやく簡単に切り替えることができ、1つのセットアップで複数のパーツで複数の操作を完了することができます。見つけやすい作業座標を1つ選びます。
それで、これのためのプログラミングはどれくらい難しいですか、あなたは尋ねますか?これらの別々のパーツすべて、およびそれらのパーツのすべての面と絶えず変化する角度を追跡することは悪夢であるに違いないとあなたは考えているに違いありません。さて、それが本当にとても簡単だと言ったら、私を信じてくれませんか?
これはシリーズの第2の記事なので、他の記事が中断したところからこのプロセスの説明を始めます。記憶をリフレッシュする必要がある場合、または5面プログラミングについて詳しく知りたい場合は、ここをクリックして以前の記事を参照するか、5面プログラミングに関するこの短いビデオシリーズをご覧ください。トレーニングについては、ここをクリックしてください。ビデオ
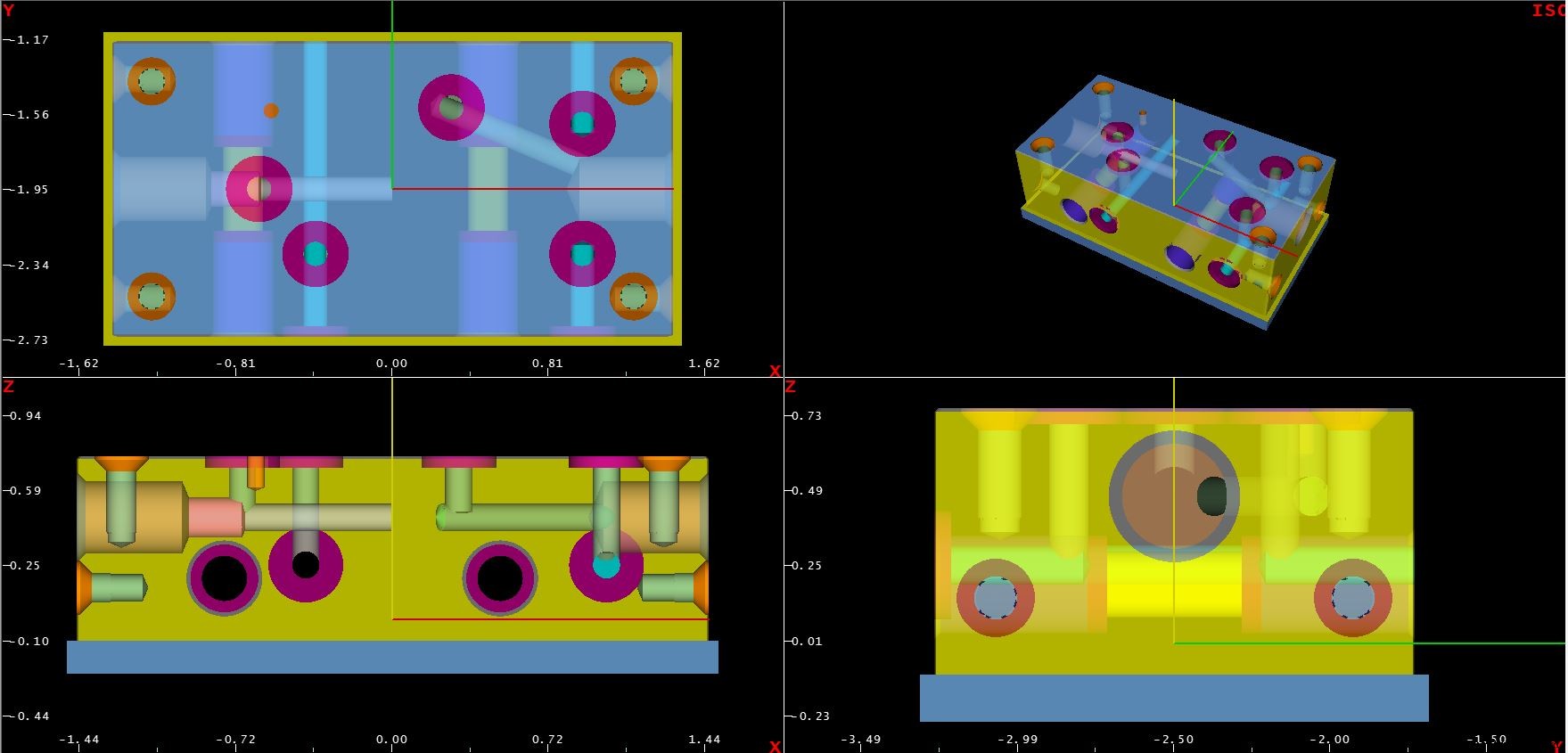
プログラムを繰り返して最適化するプロセスを開始するには、最初に繰り返して最適化するプログラムが必要です。前の記事または上記のリンクされたオンライントレーニングビデオで教えられた原則を使用して、1つのワークピースに対して成功したパートプログラムを作成したと仮定しましょう-しかし、プログラムを証明した後、これをマルチに固定することにしました-サイドフィクスチャ、およびプロセス全体を最適化して、より効率的にします...事後。また、このパーツが、パーツ自体の中央底面にある参照点からプログラムされたと仮定します(上記の顧客パーツを使用します)。
さて、最初から多面フィクスチャを使用することにした場合、このプロセスに少し異なる方法で取り組んだ可能性があります。しかし、私はプロセスの「途中」の変更でさえアラームの原因にはならないことを示しようとしているので、このタスクを実行するためにいくつかの簡単な制御機能を使用します。終わり。
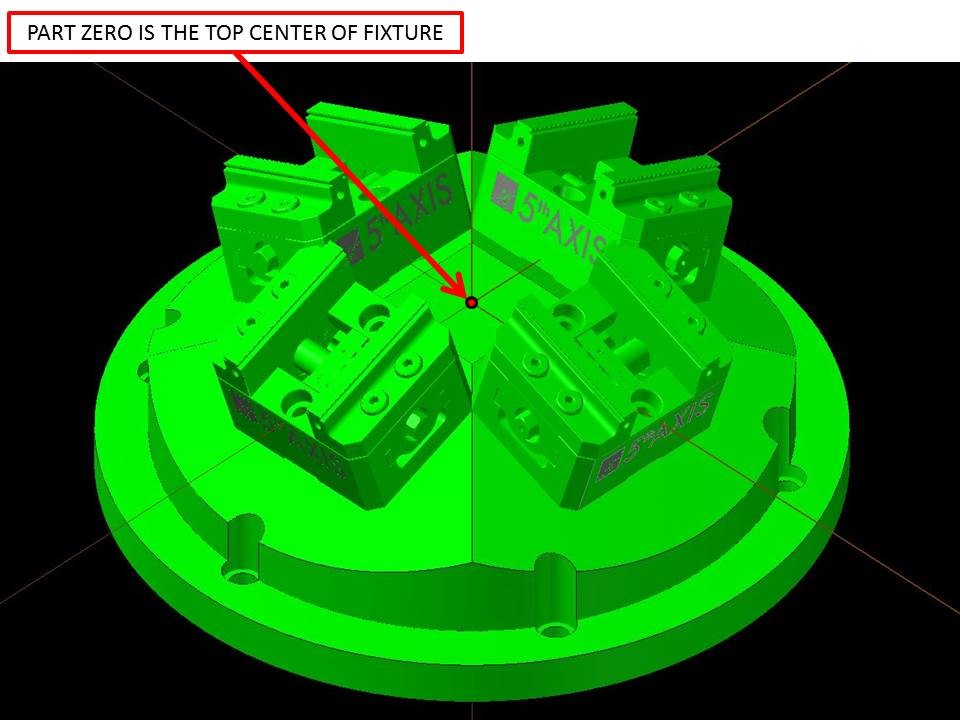
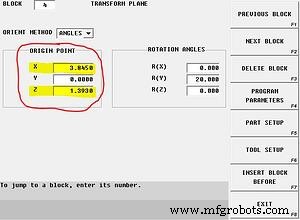
パーツがすべてフィクスチャにロードされたら、最初に行う必要があるのは、原点を単一のパーツにある以前の参照ポイントから、この新しいプロセスに使用する新しい場所に再配置することです。丸い固定具で複数の部品を実行しているため、機械加工で参照する最も明白な場所は、固定具自体の上部中央です。パーツを再プログラムしたくないので、変換平面ブロックを使用してこの位置の変化を考慮します。変換平面は通常、ワークプレーンの一時的な変更を再配置および配置するために使用されますが、ここでは、パートプログラム全体を一時的に再配置および配置するために使用します。変換平面は積み重ねることができるため(キャンセルしない場合、新しい変換平面は前の変換平面からの増分変更になります)、プログラムが終了するまでこの最初の平面をアクティブに保ち、プロセス全体が完了します。その後、キャンセルします。
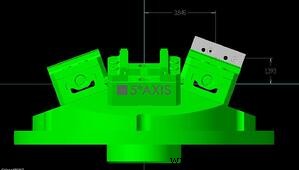
この例では、フィクスチャの最初の部分(3時の位置)は、フィクスチャの中心からX軸に沿って正の方向に3.845 "、Z軸に正の1.393"に配置されています(上の参照画像)。したがって、これらの値を変換平面の「原点」のXYZフィールドに入力します。プログラム全体を所定の位置に再配置したので、プログラムをフィクスチャに合わせるために、Y軸を中心に20°傾ける必要があります。これを実現するために、Y軸を中心に回転する「回転角」フィールドに正の20を入力します。以下の例は会話型プログラムブロックを示していますが、NCでも同じことがコードで実現できます:G68.2 X3.845 Y0 Z1.393 B20 ... G68.2は変換平面を指定し、XYZが使用されます基準点を再配置し、Y軸を中心に傾けることはB軸の変更です。
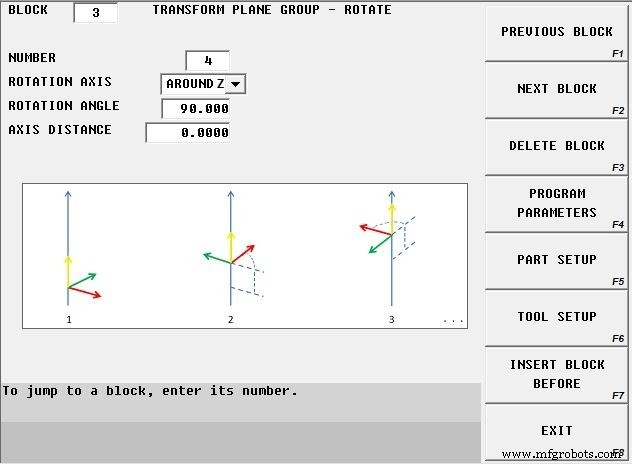
最初のピースが傾斜して再配置されたので、フィクスチャの他の3つのパーツに対処する必要があります。これを行うには、前の手順を「ループ」し、残りの90°間隔でパートプログラムを再度実行します。この手順は、「平面グループの変換」コマンドを使用して実行されます。変換平面グループを使用すると、変換平面を任意の方向にパターン化できます。この場合、固定具の中心点を中心に、Z軸で90°ごとに4回回転(またはループ)します。
> 
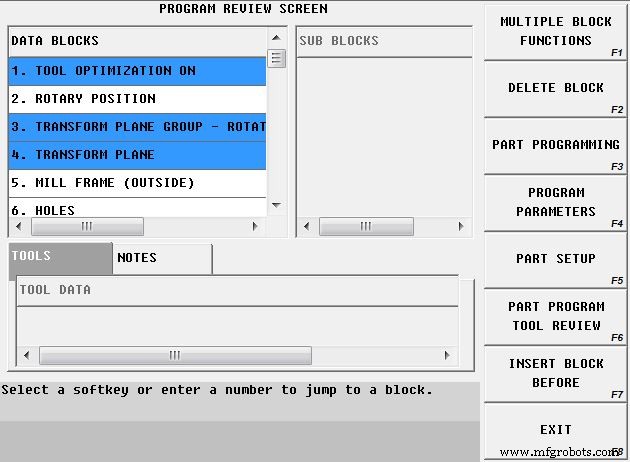
最後に対処する必要があるのは、ツールの変更です。このプログラムは20を超えるツールを使用し、プログラムは1つの部分だけを実行するように作成されているため、マシンで実行すると、次の部分に進む前に1つの部分全体が完了します...これはあまり効率的ではありません。このデリマと戦うために、「ツールチェンジの最適化」をオンにします。 TCOブロックはツールの変更を最適化するため、ツールがスピンドルに配置されるたびに、コントロールはプロセス全体を調べて、特定のツールが何回、どの場所で使用されているかを判断し、すべてを実行します。別のツール変更を完了する前に、これらのプロセス。これにより、工具交換の回数が80(次の部品に進む前に各部品を完了するために必要)からわずか20に減ります。これは部品プログラムで使用される工具の数です。
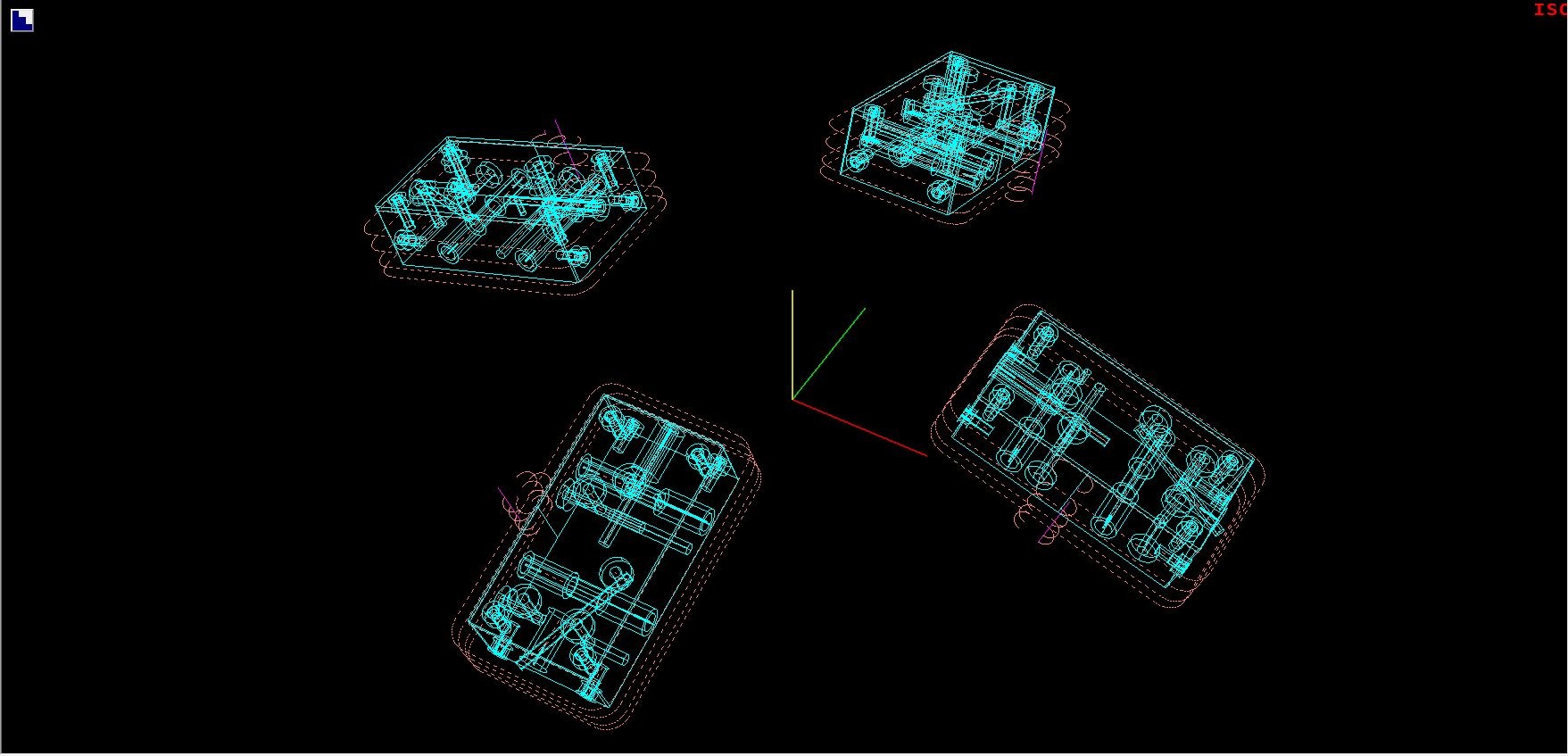
最終結果は、1つのシンプルなパーツプログラムから、マルチパーツフィクスチャ上に配置された1回の操作で、4つの完成したパーツであり、パーツのセットアップを1つだけ簡単に見つけることができます。さて、それは簡単ではありませんでしたか?
5軸テクノロジーの詳細については、録画された「5軸の5つを取る...複雑なテクノロジーの簡略化」というウェビナーをご覧になるか、教育用Webサイト(www)にアクセスしてください。 .5-axis.org。
CNCマシン