


バルク材料除去CNCフライス盤戦略
CNCフライス盤に関してバルク材料除去の戦略は、間違った質問をしている可能性があります。
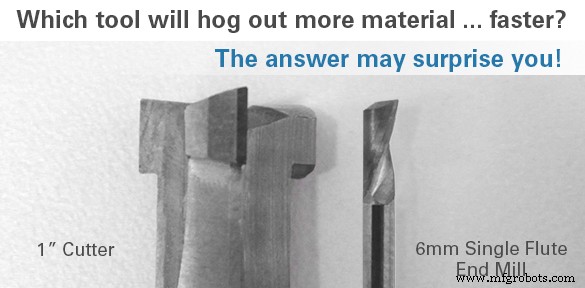
米国北東部の産業用CNC販売のアカウントマネージャーとして、私は定期的に「DATRONマシンに搭載できる最大のツールは何ですか?」と尋ねられます。そして、私はいつもこの質問に答えるのに時間がかかりますが、DATRON高速CNCフライス盤は小さな工具での効率がすべてであるため、少し面倒です!もちろん、この装置にはRPM部門に大きな余裕があるにもかかわらず、より大きな機能やより大きな部品をフライス盤で削る場合、同時に機能と効率が必要であることを理解しています。ほとんどの装置は結局のところ、30 "x 40"の作業範囲がありますが、高RPMおよび高速切削戦略の世界では、大きなフィーチャーやバルク材料の除去は必ずしも大径の工具を保証するものではありません。
簡単な例は、ポケットに入れるという単純なプロセスです。ワークピースを取り出し、領域をフライス盤で削ってオープンスペースを作成します。この例では、ポケットの奥行きが0.75インチ、幅が2.75インチ、長さが7インチであると想定しています。従来の機械加工方法では、直径1インチ程度のエンドミルを使用して、この部品の長さに沿ってトラバースパスを作成し、標準のステップダウンとステップオーバーの値を通常のRPMで15,000未満にします。
バルク材料の除去は、スパイラル(らせん)ツールパスと高いRPMレートを使用して、小さなツールで効果的に実行できます。
高速切削と新しい学校のcncフライス盤戦略の世界では、6mmエンドミルなどの比較的小さな工具を使用し、らせん状の工具経路から始めて、より効率的な工具経路を実現できます。最終的な深さ。そこから、フルポケットが作成されるまで、ツールが円形のX / Yパスを広げながら材料を連続的に除去するときに、切削フルートの大部分が材料にかみ合ったままになります。このタイプの戦略は、適切なRPMと切削工具の形状と組み合わせると、より低いRPMと従来の戦略を使用している物理的に大きなツールよりも優れたパフォーマンスを発揮します。
要約すると、高速加工の世界では、多くの小さなチップを非常に迅速に作成することがすべてです。寸法的に大きなフィーチャーを作成するための寸法的に大きな工具の必要性は、CAM戦略とそれに伴う切削工具の形状を備えた高速フライス盤の出現と普及によって覆されてきました。
CNCマシン