


CNC ミル プログラム演習 側面ミリング 穴あけ スロット ミリング
提出者:BEATA
まとめ
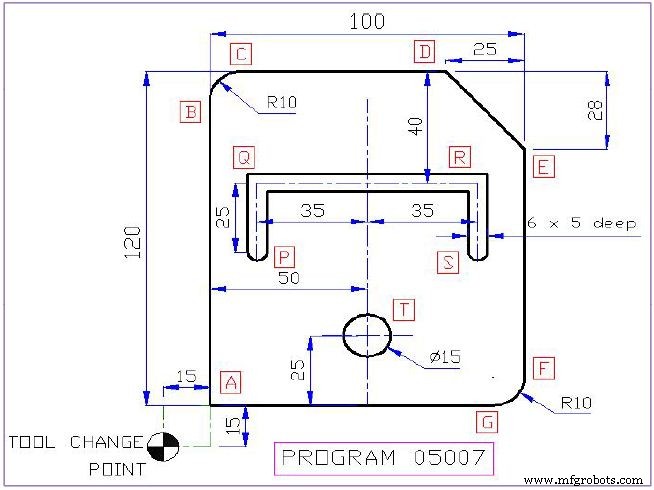
Q. 図の CNC パート プログラムを作成
側面フライス加工の場合、速度 1200rpm、送り 100mm/分
穴あけ加工の場合、速度 1200rpm、送り 80mm/分
溝加工の場合、速度 1200rpm、送り 120mm/分
穴の直径を 15 mm とします
絶対座標系を使用します。
解決策:
操作の手順:
1 基準点、座標系、工具を設定し、送りと速度の値を指定します
2 半径補正用のカッターを左オフセットに設定します
3 工具を A に設定し、主軸を開始して降ろします送り (-Z 方向)
4 さらに側面フライス加工を続行し、主軸を A で停止します
5 工具を基準点に移動し、工具をスロット切削用に設定します
6 工具を P に移動し、開始します
7 スロットミリングのさらなる切削を続行し、スピンドルを S で停止します
8 工具を基準点に移動し、工具を穴あけ用に設定します
9 工具を P に移動し、送りを開始します
10 工具を上に移動し、主軸を停止します。
11 工具を基準点に戻します。
12 プログラムの終了
描画/画像
CNC プログラム
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
CNCマシン