


ミニチュア切削工具で成功したスロット
ツールが直径1インチのパワーハウスラフであろうと、0.032インチの精密エンドミルであろうと、スロットはツールで最も難しい操作の1つです。スロット加工中は、工具の刃先全体に大きな力と圧力がかかります。その結果、速度と送りが遅くなり、工具の摩耗が増加し、最高の切削工具でも厄介なプロセスの1つになります。
ミニチュアツール(このブログの目的では、直径1/8インチ未満)を使用すると、ゲームが変わります。ミニチュアツールへのアプローチ方法は、スロットに関連しているため、まったく異なります。このような場合、これらの操作に適したツールを選択することが非常に重要です。より大きなツールでの作業に慣れている場合、いくつかの提案は驚くかもしれませんが、これらは試行錯誤された推奨事項であり、ミニチュアスロットアプリケーションでの成功率を劇的に向上させます。
従来のスロットツールパスを実行する場合、切削工具の最大の懸念事項は、適切なフルート数を使用して最高の切りくず排出を実現することです。伝統的に言えば、あなたは可能な限り少ない量のフルートを使いたいと思っています。アルミニウム/非鉄鋼の仕事では、これは通常2/3フルート以下であり、鋼/鉄鋼の用途では、4フルートが推奨されます。フルートの数が少ないと、切りくずを排出する余地が残るため、切りくずを切り直したり、深いスロットで工具のフルートを詰まらせたりすることはありません。
ミニチュアツールでスロットを作成する場合、最大の懸念事項はツールの剛性、たわみ、およびコアの強度です。マイクロスロットでは、「スロット」ではなく、「スロットを作成」しています。従来のスロットでは、1/2インチの工具を2xDで部品に打ち込んで完全なスロットを作成する場合があり、工具でそれを処理できます。しかし、この手法は、小さなツールでは不可能です。
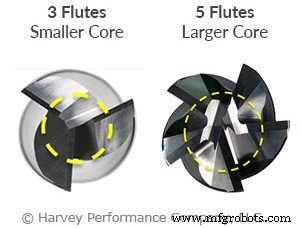
たとえば、.015インチのエンドミルを考えてみましょう。そのツールを使用して深さ.015インチのスロットを作成する場合、パスごとに.001インチから.002インチの軸方向の深さを取る可能性があります。この場合、チップは従来のスロットツールパスではないため、問題にはなりません。剛性とコア強度が重要になりました。つまり、できるだけ多くのフルートを追加する必要があります。アルミニウムのような材料でも、4つまたは5つのフルートは、従来の2/3フルートツールよりも小さい直径ではるかに優れたオプションになります。フルート数の多い工具を選択することにより、一部のエンドユーザーは、フルート数が少なく、剛性と強度が低い工具に比べて、工具寿命が50〜100倍長くなることを確認しています。
スロットを作るときにミニチュアツールに強いコアがあることを確認する以外に、コーナーの強さをよく見る必要があります。ツールにコーナー半径を設定することは素晴らしいステップであり、正方形のプロファイルツールよりもツールのコーナー強度を大幅に向上させます。ただし、最強のチップジオメトリが必要な場合は、ボールノーズエンドミルの使用も検討する必要があります。
ボールノーズエンドミルは、3つの最も一般的なプロファイルの中で可能な限り強力なチップを提供します。ボールノーズのエンドジオメトリは、ほとんど高送りエンドミルとして機能し、マイクロスロッティングに必要な軽いアキシャルパスでより速い送り速度を可能にします。ボールノーズのリード角により、軸方向の切りくずを薄くすることもできます。これにより、工具寿命が長くなり、サイクルタイムを短縮できます。

スロット、荒削り、または単に部品に穴を開けようとしている場合でも、ミニチュア工具に関しては、精度と精度が最も重要です。上記のガイドラインでは、特定のスロットのニーズに対応するためにさまざまなツールオプションを利用できるようにすることも重要です。 Harvey Toolは、直径.015インチまでの5つのフルートエンドミルを提供します。これは、スロット操作用のフルート数が多い、より強力なツールに最適なオプションです。

コーナー強度のアップグレードを検討している場合、Harvey Toolは、コーナー半径とボールノーズプロファイルのミニチュアエンドミルの幅広い選択肢を提供し、数十のリーチ、カットの長さ、およびフルートカウントオプションを備えています。これらすべてのツールの速度とフィード情報も利用できるため、これらの難しいツールパスのプログラミングが少し簡単になります。

スロットリングの成功の達成:まとめ
まとめとして、ミニチュアスロットに関しては、フルートの数、コーナーの強さ、軸方向のパスの深さという3つの主要な項目に焦点を当てます。
コーナーラジアスまたはボールノーズツールを使用し、可能な場合はできるだけ多くのフルートをツールに配置することが重要です。これにより、ツールの剛性が維持され、たわみが回避され、優れたコア強度が提供されます。
アキシャルパスの場合は、複数のステップダウンを使用してライトパスを取得します。工具をほぼ高送りエンドミルとして使用すると、ごくわずかな直径でも、スロット操作を成功させることができます。
CNCマシン