


CNC アルミニウム部品に適した加工ツール インサートの選択
アルミニウムは豊富に入手可能であり、さまざまな産業での使用に適しています。機械加工が容易な非鉄金属は、望ましい構造的および化学的特徴を備えているため、さまざまな用途に適した材料です。軽量で密度の低い材料であるため、アルミニウム部品の機械加工は困難な作業になる可能性があります。
それどころか、これらの機能により、アルミニウムはラピッド プロトタイピングや CNC マシンを使用した大量生産に最適な材料になります。さまざまなグレードのアルミニウム部品 (鋳造または鍛造) の機械加工性は、CNC マシンと付属ツールの効率に依存します。機械加工率が高いため、生産チームは構造化された大量生産戦略を通じてコストを相殺できます。
CNC アルミニウム部品の最大の生産性は、特定の CNC マシンに採用されているソフトウェアを最適化し、ツールのインデックス作成を自動化し、CNC スピンドルのサイズを正しく設定することで達成できます。製造チームが CNC アルミニウム部品の品質を向上させる最も簡単な方法は、正しい機械加工ツールやツール インサートを選択することです。
CNC アルミニウム部品用の機械加工用インサートはどのように選択しますか?
インサートとは、切削工具の本体にねじ込まれ、CNC 工作機械のポストに固定される取り外し可能な刃先を指します。インサートは、ネジまたは適切な接着剤を使用してツールに固定できます。それらは、CNC アルミニウム部品のラピッド プロトタイピングおよび大量生産のための機械加工で一般的に使用されます。インサートは、より大きな直径のアルミニウム部品の加工に適しており、より大きな送り速度を処理でき、より深い切削を処理できます。

形状を挿入
機械加工の最終的な目標は、設計または顧客固有の要件を満たす最適な部品を製造することです。仕様は、部品の厚さ、耐荷重能力、およびサイズの形式である場合があります。 CNC マシンは、効果的なツール シーケンスと操作により、さまざまなサイズと形状のアルミニウム パーツを処理できます。生産量の増加には、交換可能な切削工具の使用が必要です。このようなツールにより、オペレーターは必要に応じてツール インサートを変更できるため、アルミニウム部品の複数の自動機械加工操作が可能になります。 CNC 工具インサートには、アルミニウム部品の研磨や研削などの後処理作業に使用できるさまざまな刃先が付属しています。 CNC アルミニウム部品の機械加工環境における工具インサートの性能は、インサートの形状、逃げ角、およびすくい角に依存します。
図形を挿入
CNC アルミニウム部品用のツールには、最終製品の品質に影響を与える特定の形状があります。インサートは、特定の CNC ツール ホルダーに適合するさまざまな形状で利用できます。アルミ用インサートは、菱形、丸形、三角形、四角形などの形状があります。鋭角チップを採用することで、より良い部品品質を実現できます。たとえば、30 o -35 o ツールインサートは、鍛造アルミニウム部品の高速表面加工に適しています。鍛造アルミニウムの旋削加工にダイヤモンド形状のインサートを使用すると、高品質の表面仕上げが得られます。
一方、CNC 機械加工の鋳造アルミニウム部品では、オペレーターは品質を向上させるために丸型のインサートを採用する必要があります。鋳造アルミニウムは外側が粗いです。機械加工に鋭利な工具を使用すると、表面仕上げが悪くなります。工具インサートの形状は、送り速度、切削深さ、工具クリアランスなどの CNC パラメータに影響します。より鋭い形状では、送り速度を小さくし、工具クリアランスを大きくする必要があります。
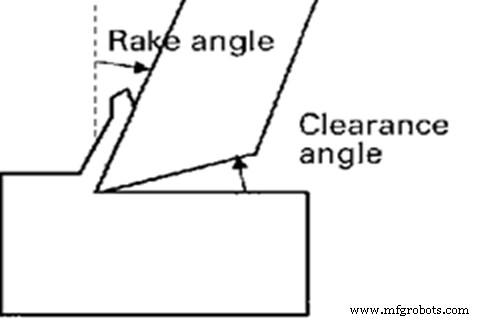
すくい角とアプローチ角
すくい角とは、CNC マシンでクランプされた工作物に対する切削工具の先端の間の角度です。角度は、工具インサートの位置に応じて正または負になります。アルミニウム部品を加工する場合は、正のすくい角をお勧めします。アルミニウムは柔らかい素材であるため、製造工程全体で切削抵抗を最小限に抑える必要があります。
切りくずはツールの周囲に蓄積しますが、アルミニウム部品の機械加工は最終製品の品質を等しく妨げます。正のすくい角により、切りくず処理が確実に効果的になります。正のすくい角は、切削温度を下げて温度制御に貢献します。この要因により、アルミ部品に十分な加工環境が提供されるだけでなく、工具インサートの寿命が向上します。
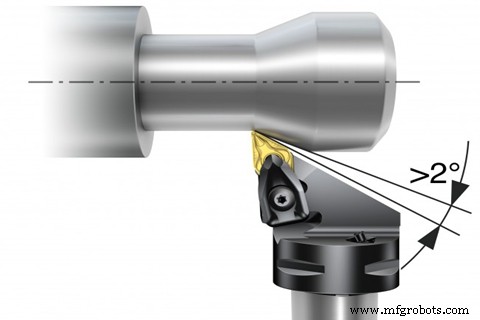
フライス加工はすくい角に依存しません。 CNC アルミニウム部品のフライス加工を実行する場合、アプローチ角度は、部品と CNC ツール ポスト上のツールの位置との関係を定義します。アルミニウムの機械加工性により、90 o アプローチアングルを採用。アプローチ角度により、オペレーターは、正面フライス加工、スロット フライス加工、ショルダー フライス加工など、アルミニウム部品に対していくつかのフライス加工手順を実行できます。
逃げ角
これは、ツールと CNC マシンに固定されたワークピースとの関係を定義する別のパラメーターです。関係は、工具インサートを基準点として定義されます。すくい角と同様に、逃げ角は正または負のいずれかです。
ラピッドプロトタイピングまたは大量生産のために CNC アルミニウム部品の機械加工を行う場合、正の逃げ角を採用することをお勧めします。交換可能な工具インサートを使用すると、オペレーターは逃げ角を変更できます。 20 o の逃げ角 30 o アルミニウム部品の表面仕上げを向上させます。
アルミチップブレーカ
アルミニウム部品の高速加工は、アルミニウムの切りくずの蓄積によって妨げられる場合があります。多くの場合、切りくずは本質的に粘着性があり、CNC 表面の加工スペースを管理する際に問題を引き起こす可能性があります。 CNC マシンで使用されるチップ ブレーカーの設計は、すくい角と逃げ角に大きく依存します。
CNCアルミ部品の大量生産を行う場合は、鋭利で幅の広いチップブレーカをお勧めします。幅広のチップブレーカにより、さまざまなサイズの切りくずを除去できます。アルミニウム部品の高速機械加工における切りくずの痕跡は、製品全体の品質に影響を与えます。中ぐりや穴あけなどの作業では、切削工具の刃先や機械加工面から切りくずをほぼ完全に排出する必要があります。
部品の表面に大量のアルミニウムの切りくずが蓄積すると、表面の仕上げが悪くなるだけでなく、CNC ツールの寿命が短くなります。
CNC アルミニウム部品を加工するためのインサートに関連する技術的問題
CNC アルミニウムの加工に使用される工具インサートの最も明白な問題は、構成刃先であることが確認されています。これは、加工中の金属が工具インサートのすくい面/切削面に向かって蓄積するときに発生します。堆積物は工具の刃先を弱め、表面仕上げを悪くし、切削工具の寿命を著しく縮めます。この問題は、より鋭利なツールを使用し、適切な CNC 操作速度を適用し、機械加工される表面に適切なクーラントを使用することで解決できます。
CNC アルミニウム部品の高速加工に丸みを帯びた工具を使用すると、切りくずの除去が遅くなる傾向があります。この問題は、捕集面に十分な隙間のある効果的なチップ ブレーカを使用することで修正できます。
CNCマシン