


光マイクによる積層造形の監視
アディティブマニュファクチャリング(AM)テクノロジーは、近年、業界で目覚ましい採用が見られています。デジタル化とオンデマンド製造により、生産現場が完全に自動化された運用ラインに移行するにつれて、信頼性の高いプロセス監視方法がますます重要になっています。
金属のレーザーベースの処理では、プロセス中の光およびアコースティックエミッションをリアルタイムで分析し、最終部品の品質と相関させることができることはよく知られている事実です。 1,2,3 このアプローチは、製造プロセス中に作成された細孔、亀裂、またはその他の不均一性の発生が機械的特性に大きく影響し、欠陥のあるコンポーネントのリスクを高めるため、大きな価値をもたらします。したがって、警告プロセス信号に即座に対応することで、スクラップ材料を減らし、時間を節約できます。
現在、高温計、高速度カメラ、IRカメラ、フォトダイオードなどの光学システムは、学術および産業のコンテキストでレーザーベースのAMプロセスを監視するために広く使用されています。 4 それらは、レーザーと金属の相互作用ゾーンに関する重要な洞察をもたらしますが、レーザーがオフになった後に発生する関連する側面を認識していません。熱応力による亀裂。
構造物搭載音響センサーシステムは、最近、たとえばパウダーベッドフュージョン(PBF)プロセス内で市販されています。 5 ただし、レーザー金属蒸着(LMD)やワイヤーアークアディティブマニュファクチャリング(WAAM)のように、構造にバインドされた信号パスが変更されたり、ビルド時間全体で中断されたりする可能性があるプロセスでは、構造に基づくサウンド検出器が課題になります。このような場合、固定距離の空中結合音響センサーが有能なソリューションを提供します。
新しい超音波検査技術
従来のメンブレンまたはピエゾベースの音響センサーとは対照的に、XARIONLaserAcousticsの広帯域光学マイクは干渉法によって機能します。その速度論的検出原理は、音波に依存しており、図1aに示すセンサーヘッドの上部にある2mm干渉計キャビティ内の空気の屈折率を変化させます。これにより、レーザーの波長がわずかにシフトし、キャビティ内で前後に反射されます。波長のわずかなずれは、干渉の変動を引き起こし、したがって、空洞から戻る光強度の変動を引き起こします。次に、強度の変化が外部フォトダイオードによって測定されます。
この音響変換方法は、可動要素なしで完全に機能し、マイクロフォン市場で利用可能な最も広い周波数範囲を提供し、最先端技術を10倍上回ります。近くの機械からは、通常、より低い周波数(<100 kHz)に制限され、10Hzから1MHzまでの光マイクの範囲により、貴重なプロセス信号と不要なノイズを明確にスペクトル分離できます。この周波数応答の上限は、空気の吸収が音の伝播を非常に強く減衰させるため、媒体自体によって部分的に事前に決定されます。たとえば、空気中の音響2MHz信号の減衰は640dB/mのオーダーです。 6
以下の場合、いくつかのアプリケーションについて説明します。すべてのセットアップで、センサーのアナログ電気出力は高速データ取得および分析システムに送られ、リアルタイムのFFT計算と空中プロセス放出のスペクトル表示を実行します。
レーザー金属蒸着(LMD)

LMDプロセスでよくある問題は、熱応力による亀裂の形成です。これらの亀裂は、処理時間内だけでなく、数分後にも発生する可能性があります。ロボットベースのLMDプロセスは、ワイヤーフィードまたはパウダーフィードで、一定の測定距離を維持できます。ロボットヘッドに取り付けられた空気結合音響システムの利点は、レーザーと材料の相互作用からの信号と、レーザー発振後の材料の挙動を分析できることです。対応する音響シグネチャを使用した測定セットアップの例を図2に示します。
クラック信号は周波数が広帯域になる傾向があるため、ハイパスフィルターを適用して、製造ノイズの影響を受けることなく、プロセス中およびプロセス後のクラックの発生を安全に検出できます。この設定では、350 kHz〜1 MHzのフィルターが適用されました。これは、参考文献7でさらに説明されているように、X線イメージングおよび渦電流試験の非破壊試験方法からの亀裂数と最も強い相関関係を示しました。
パウダーベッドフュージョン(PBF)

PBFプロセス中に超音波放射を拾うために、図1bに示すように、光学マイクをビルドプレートから約30cmのビルドチャンバー内に配置しました。典型的な音響プロセスの特徴を図3に示します。これは、高周波超音波分析の利点、つまり、低周波数領域で信号を「スミア」し、その後、プロセスの優れた時間分解能を実現できる残響がないことも示しています。イベント。
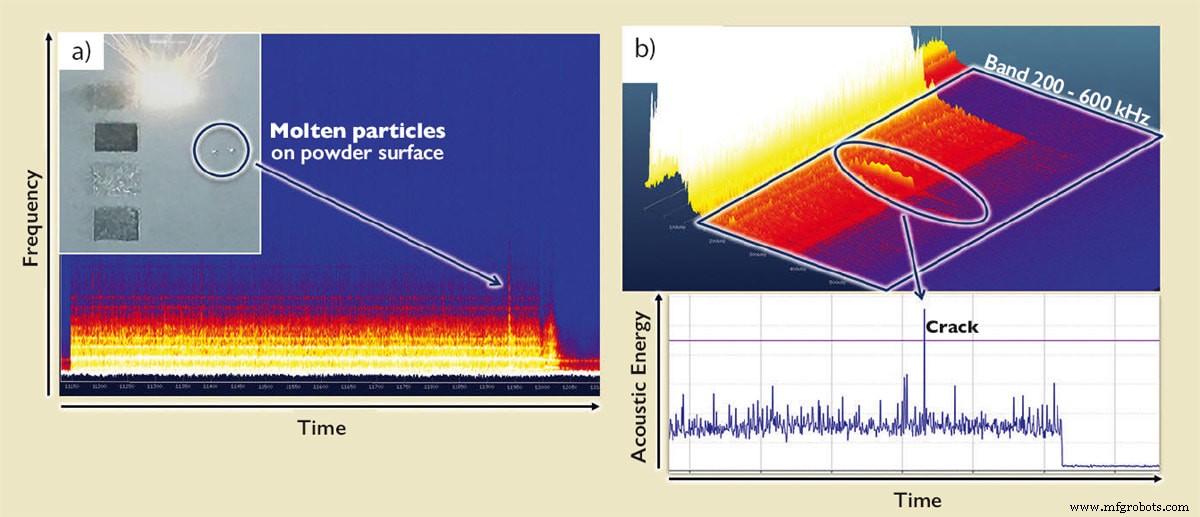
LMDのセットアップとは対照的に、PBFはミラー検流計を使用してプロセスレーザーを粉末床全体に向けます。この手順により、空中信号の距離および周波数に依存する減衰が発生します。これは既知の関係に従うため、レーザー座標を同時に追跡する場合は考慮に入れることができます。多くの場合、一定の信号グラウンドレベルを維持する必要もありません。短期間のスペクトル異常の検出用。これらの2つの例を図4に示します。図4aは、粉末上の溶融粒子上をレーザーが通過することから生じるスペクトログラムの広帯域ピークを示し、図4bは、3Dスペクトログラムビュー(上)とそれぞれの亀裂信号を示しています。 200〜600 kHzの周波数帯域で統合された2Dエネルギー曲線(下)。
ワイヤーアークアディティブマニュファクチャリング(WAAM)
LMDと同様の設定をWAAMプロセスに適用できます(図5)。 600 kHzまでの広帯域でも、音響信号の特徴は大きく異なります。主な現象は、液滴形成サイクル(およそ10ミリ秒ごとに現れる別個のブロック)、アーク変調率(ここでは80 kHz)に関連する音調信号、および金属蒸発に関連する広帯域プロセス放出です。

プロセスの最も重要なパラメータの2つは、アークの安定性と形成サイクルです。前者を監視するために、変調周波数とその高調波に狭帯域通過フィルターを適用し、後者の場合、比較的遅い液滴速度を計算するために、高域フィルター処理された時間信号に対してFFT分析を実行することができます。バックグラウンドノイズがない。
結論
最高の超音波周波数に対応するメンブレンフリーのブロードバンドマイクが利用できるようになったため、以前はアクセスできなかった情報を利用して、音響プロセスの現象をリアルタイムで監視できるようになりました。将来の開発には、三角測量の適用が含まれるため、音の発生源を特定して、オペレーター、プロセスエンジニア、および機械メーカーが潜在的な欠陥を見つけるのをさらに容易にすることができます。さらに、音響データストリームに役立ち、より複雑な産業用監視アプリケーションに向けたテクノロジーの進歩を促進するオンボードAIメソッドを含めることを目標としています。
謝辞
著者は、AIMEN Technology Center(スペイン)とDamon Northeast(Renishaw plc)からのサポートに感謝します。
参考資料
- D。 F.ファーソンとK.R.キム:レーザー溶接プルームでの光およびアコースティックエミッションの生成 、Journal of Applied Physics 85、1329(1999);
- M。 Bastuck etal.:ÜberwachungundQualitätssicherungdesLaserschweißprozessesultrahochfesterKarosseriestähledurchintegrierteZfPVerfahren 、DGZfP-Jahrestagung – Mi.2.A.4(2013);
- JShaoとYYan:レーザー溶接のオンライン監視と検査の手法のレビュー 、Journal of Physics:Conference Series 15、101–107(2005)
- S。 Everton et al.:金属添加剤製造のためのその場プロセスモニタリングとその場計測のレビュー 、Materials and Design 95(2016)0431-445
- Anas Essop、3D印刷業界、2019年12月10日、2020年6月26日にアクセス。
- M。低音、音の大気吸収、JASA(1990)
- Camilo Prieto et al .:レーザー金属蒸着アプリケーションでの亀裂検出のための光学マイクによるその場プロセス監視、AIMENテクノロジーセンター(スペイン)からの測定データ 、LANE会議、産業論文エントリー(2020)
この記事は、アプリケーションエンジニアのMartinUrsprungによって書かれました。トーマス・ハイネ、R&D責任者;バルタザールフィッシャー、CEO; Wolfgang Rohringer、開発エンジニア; XARION Laser Acoustics GmbH(オーストリア、ウィーン)のアプリケーションエンジニアであるRyanSommerhuber氏。詳細については、Sommerhuber氏にお問い合わせください。このメールアドレスはスパムボットから保護されています。表示するにはJavaScriptを有効にする必要があります。または、こちらにアクセスしてください 。
センサー
- 液体アディティブマニュファクチャリング:液体を使用した3Dオブジェクトの構築
- アディティブマニュファクチャリングとサブトラクティブマニュファクチャリング
- アディティブマニュファクチャリングの利点
- リバースエンジニアリングによる積層造形の強化
- あなたの会社がアディティブマニュファクチャリングで成功するのを助けるための5つのヒント
- プロセス対ディスクリート製造
- アディティブマニュファクチャリングで作成する必要がある4つのアプリケーション
- アディティブマニュファクチャリングプロセス
- アディティブマニュファクチャリングとは何ですか? 3Dプリントを始めましょう
- Stratasys:3Dプリントでより持続可能になる
- 航空宇宙におけるアディティブ マニュファクチャリング