


伸縮性が強化された撥水性を備えたフェムト秒レーザー加工エラストマー超疎水性表面
要約
伸縮性が高く堅牢な超疎水性表面は、幅広い用途の可能性があるため、大きな関心を集めています。この作業では、フェムト秒レーザーテクスチャリング法で超疎水性表面を製造するためにシリコーンエラストマーを選択し、超疎水性表面の高い伸縮性と調整可能な接着性を実証することに成功しました。私たちの知る限り、最大400%の耐えられるひずみを持つ柔軟な超疎水性表面が単純なレーザーアブレーションによって製造されるのは初めてです。このテストでは、このひずみによって撥水性が低下することはなく、超疎水性表面が強化されることも示されています。さらに、レーザーテクスチャー表面の「花びら」状態から「蓮」状態への伸縮によって誘発される遷移も、液滴の非損失輸送によって実証された。私たちの結果は、フェムト秒レーザーアブレーティングシリコーンエラストマーが、マイクロフルイディクス、生物医学、および撥液性皮膚に役立つ可能性のある、高い伸縮性、調整可能な接着、堅牢性、および非フッ素化という明確なメリットを備えた超疎水性表面を製造するための有望な方法である可能性があることを示しています。 / P>
人工超疎水性表面は、抗力低減[1]、生物付着防止[2]、マイクロ流体操作[3]、着氷防止[4,5,6]、集水[7]、およびウェアラブル電子機器[8]。人工皮膚やウェアラブル電子機器で使用される有望な超疎水性表面には、高い伸縮性、耐久性、生物学的安全性、および容易な製造が非常に望ましいため、基板材料と製造方法の適切な選択が非常に重要です。
高い伸縮性を得るためのアプローチは、弾性材料上に超疎水性表面を製造することです。たとえば、3Dリンクルテンプレートは通常、設計されたパターンを低表面エネルギーのエラストマーに転写するために使用されていました[9]。ただし、テンプレートのナノスケール構造でのエラストマー硬化は、剥離手順中に破損または変形する傾向があるため、ナノスケール構造の忠実な複製は依然として手ごわい課題です。最近の研究では、事前に伸ばされた弾性材料上に疎水性のマイクロ/ナノ粒子を堆積させることによって製造された伸縮性のある超疎水性表面が報告されました[10、11]。このように、超疎水性表面は、500%の延伸比でも撥水性を維持することができます。それにもかかわらず、製造プロセスは複雑で時間がかかり、揮発性有機化合物の使用はグリーン製造の要件に準拠していません。
剛性または柔軟性のある基板上に階層的なマイクロ/ナノ構造を生成するためのフェムト秒レーザー処理/テクスチャリングは、さまざまなアプリケーションで採用されている簡単で効率的なアプローチです[12、13、14、15、16]。冷間加工の特性により、この技術は低融点の柔軟な超疎水性表面を調製するための適切な方法であることが証明されています[17、18、19]。これまでの研究は、主にポリテトラフルオロエチレン(PTFE)とポリジメチルシロキサン(PDMS)のテクスチャリングに焦点を当てていました[20、21]。ただし、PTFEの引張変形は不可逆的であり[22]、PDMSの弾性率が比較的低いため、超疎水性表面の伸縮性は100%未満のひずみに制限されます[21]。
エコフレックスは非常に柔らかく柔軟な基板であり、最大500%まで伸ばすことができ、人間の皮膚との良好な機械的コンプライアンスを示します[23、24]。さらに、このタイプのエラストマーは、環境に優しく、人体に無害であるため、ウェアラブルデバイスで広く使用されているため[25]、レーザーテクスチャ基板として使用することで、伸縮性の高い超疎水性表面を製造するソリューションになる可能性があります。これにより、この研究では、制御可能な周期構造を備えた、伸縮性が高く、耐久性があり、フッ素化されていない超疎水性表面が、Ecoflexエラストマーのフェムト秒レーザーテクスチャリングによって初めて製造されました。さまざまなレーザー処理パラメーターを使用して、マイクロ/ナノ構造を調整して、シリコーンエラストマーの初期の濡れ挙動を決定できます。菌株に対する濡れ挙動の関係を調べた。最大400%の耐えられるひずみを持つ柔軟な超疎水性表面が示されています。機械的伸縮試験は、超疎水性表面が伸縮性が強化された撥水性を備えていることも示しています。その間、関連するメカニズムが議論されました。
柔軟なゴム(Ecoflex 00-20)は、Smooth-On、Inc.、USAから購入しました。
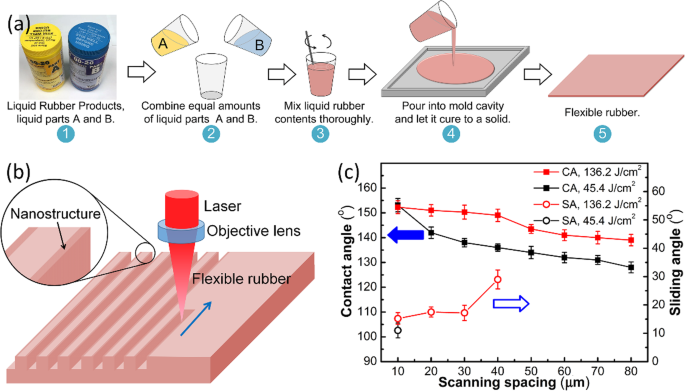
図1aに示すように、液体部分AとBを体積比1:1で混合し、金型内で室温で12時間完全に硬化させることにより、厚さ2mmの軟質ゴムを調製しました[23]。 。
a 固体エコフレックスゴムの製造工程。 b 概略的なデバイス構成と製造プロセス。 c CAおよびSAに対するレーザー処理パラメーターの影響
シリコーンエラストマー上のマイクロ/ナノスケールの階層構造は、空気中のラインごとのスキャンによるフェムト秒レーザーアブレーションによって製造されました(図1b)。シリコーンゴムをナノテクノロジーステージ(XY-Tripod-Theta 6 Axis System、Alio Industries)に取り付け、Ti:sapphireフェムト秒レーザーシステム(LIBRA、Conherent Inc.、CA、USA)をパルス幅100で照射しました。 1kHzのパルス繰り返し周波数と800nmの中心波長でのfs。ガウスレーザービームは、開口数(NA)が0.24の対物レンズ(×10、ニコン、日本)で集束され、レーザースキャン速度は2 mm / sに固定されました。超疎水性表面を実現するための処理パラメータは、スキャン間隔とレーザーフルエンスを変更することによって最適化されました。
レーザーテクスチャードシリコンエラストマーの表面形態は、走査型電子顕微鏡(SEM、JEOL JSM-7001F)およびレーザー走査型共焦点顕微鏡(OLYMPUS、OSL4100)を使用して特徴づけられました。エネルギー分散型X線分光法(EDS)測定は、レーザーアブレーションされた表面の化学変化を評価するために行われました。接触角(CA)とすべり角(SA)は、接触角計(SEO PHOENIX)で測定しました。
多様な人工撥水表面の濡れモードは、バイオミネラル材料に触発された表面形態に基づいています[26]。蓮の葉を模倣した低接着性(LA)の超疎水性表面には、10°未満の低い滑り角があり[27]、バラの花びらに由来する高接着性(HA)の超疎水性表面[28]には、水滴が表面から滑り落ちないという明確な特性があります。任意のタイトルの角度。この論文では、2種類の表面形態の両方が、異なる処理パラメータでエラストマーをレーザーテクスチャリングすることによって作成されました[29]。
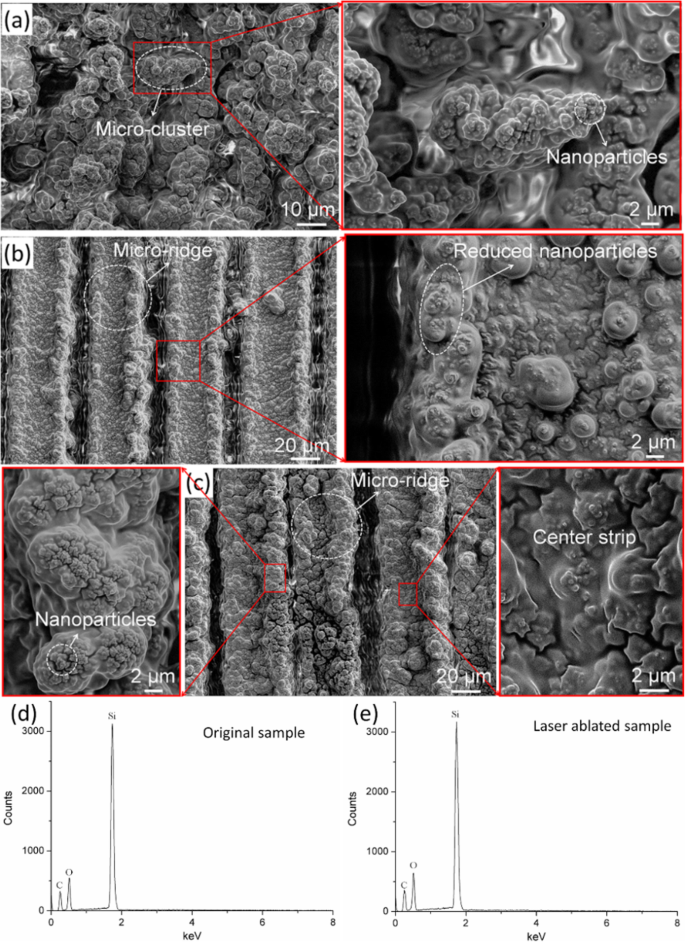
図1cおよび2a–cは、レーザーテクスチャードシリコーンエラストマーの濡れ特性と表面形態を示しています。図1cで欠落しているSAデータは、SAが180°のHA超疎水性表面を表しています。図2に示すように、レーザーアブレーションされた表面は典型的なマイクロ/ナノスケールの階層構造を持っており、クラスター状(図2a)および溝状(図2b、c)のマイクロスケールパターンは、材料。さらに、これらのマイクロスケール構造は、100〜200 nmのサイズのナノ粒子で覆われています。これは、局所的な溶融領域で放出された液体溶融物の急速な冷却によって引き起こされます[30]。さらに、EDSスペクトルテストは、エラストマー表面のフェムト秒レーザーパターニングによって誘発される化学変化は重要ではなく(図2d、e)、酸素含有量のわずかな増加のみであることを示しています。レーザーフルエンスが45.4J / cm
2
の場合 スキャン間隔は10μmで、レーザーアブレーションされた表面は、CAが153.1°、SAが11°の優れた超疎水性を示します。走査間隔が大きくなると、CAは徐々に減少し(図1c)、サンプルを180°傾けても表面の液滴は動かなくなります。スキャン間隔が80μmに増加すると、CAは128°に減少します。レーザーフルエンスが136.2J / cm
2
の場合 スキャン間隔が80μmの場合でも、アブレーションされた表面は140°を超えるCAを取得できます(CA =141.5°)。
異なるレーザーフルエンスとスキャン間隔でのフェムト秒レーザー誘起粗微細構造のSEM画像。 a 45.4 J / cm
2
、10μm。 b 45.4 J / cm
2
、50μm。 c 136.2 J / cm
2
、50μm。元のサンプルのEDSスペクトルレコード( d )およびレーザーアブレーションされたサンプル( e )
図2に示す表面形態によれば、表面テクスチャリングは2つの部分に分けることができます。 1つはマイクロリッジの端にあり、豊富なナノ粒子を含むマイクロスケールの隆起した構造を示しています。ナノ構造は、超疎水性の重要な要素であることが証明されています[31]。このタイプの構造に閉じ込められた空気層は、液滴が溝の空孔に浸透するのを防ぐだけでなく、小さな固液接触面積を可能にし、接着力を低下させます。ただし、マイクロリッジの中央部分はエッジに比べて平坦であり、ナノ構造がないため(図2c)、固液界面での完全な接触と高い接着性が得られます。レーザーフルエンスが固定されている場合、マイクロリッジの中央の平坦な部分の幅はスキャン間隔によって決定されるため、スキャン間隔が大きくなると、総付着力が大きくなります。したがって、処理効率とサンプル性能を考慮して、レーザーフルエンスは136.2 J / cm
2
に固定されました。 、および30μmと50μmの間隔を選択して、LAとHAの超疎水性表面をそれぞれ準備しました。
超疎水性表面はラインごとのスキャン方法で製造されたため、引張超疎水性表面をレーザーに垂直(⊥)および平行(∥)の方向に引っ張ることにより、ひずみに対するCAとSAの関係を調査しました。スキャン方向。ひずみ値(ε )は方程式εで定義されます =( L − L 0 )/ L 0 、ここで L および L 0 は、それぞれ延伸状態と初期状態でのエラストマーの長さです。
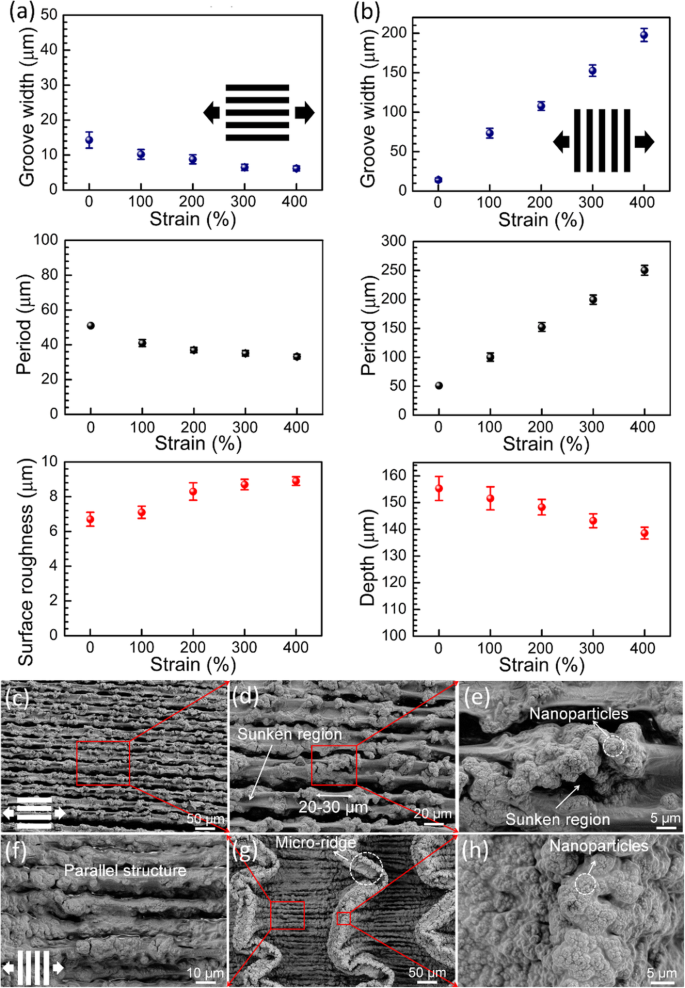
図3aおよびbは、平行および垂直ひずみ値の関数としての、延伸された超疎水性エラストマーの構造パラメーターを示しています。レーザーテクスチャー加工された試験片を平行方向に引っ張ると、平行ひずみによってグレーティングが圧縮され、周期と溝幅が減少します(図3a、c)。その間、マイクロリッジの中央のストリップは折りたたまれ、周囲のマイクロ/ナノスケール構造で覆われます(図3e)。細長いマイクロリッジは、400%のひずみで20〜30μmの周期の新しい階層構造を形成し(図3d)、表面構造を豊かにし、多様化します。一方、垂直延伸を行うと、周期が直線的に増加し、溝の幅がわずかに減少し、溝の深さがわずかに減少します(図3b)が、マイクロリッジの幅と表面形態はほとんど変化しません(図3b)。 3f–h)。マイクログルーブの底部には、周期が約10μmの平行構造が形成されています(図3f)。
平行方向に0〜400%のひずみで伸びたHA超疎水性エラストマーの構造パラメーター( a )および垂直方向( b )。平行に400%のひずみで伸びたHA超疎水性エラストマーの表面形態( c – e )および垂直( f – h )道順
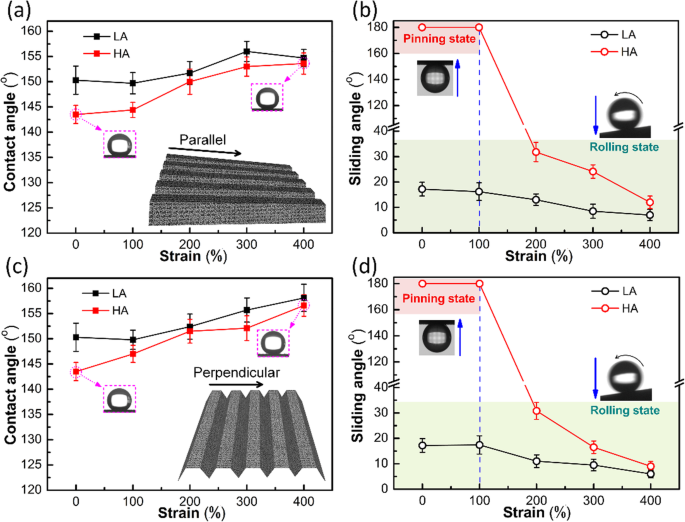
図4は、レーザーアブレーションされた超疎水性表面のCAとSAに対する平行ひずみと垂直ひずみの影響を示しています。引張応力が増加すると、LAとHAの両方の超疎水性表面で、超疎水性挙動の明らかな改善が示されます。この結果は、機械的伸縮が撥水性の低下につながった以前の報告[21、32]とは対照的です。特にHA超疎水性表面では、ひずみが100%の場合、CAは144.4°であり、「ピン止め状態」と呼ばれる逆さまの状態でも粗い表面に水滴が付着します(図4b)。 。」ひずみが200%に増加すると、CAは150°に上昇します。その間、水滴は43°の傾斜角で滑り落ち、濡れ状態が「ローリング状態」に変化していることがわかります。ひずみが400%に達すると、HA超疎水性表面は153.6°CAおよび12°SAで最も優れた超疎水性を獲得します。 LAとHAの両方の超疎水性表面で、図4c、dに示すように、試験片を垂直方向に引っ張ると、CAとSAの変動曲線は両方とも平行引張試験で得られた結果と同様になります(図4c、d)。 4a、b)、およびCAの増加はより直線的です。 HA超疎水性表面の状態変化は200%のひずみでも発生し、ひずみが400%に増加すると、HA超疎水性表面は最大CA 156.6°、最小SA9°を得ることができます。
CA( a )およびSA( b )異なる平行ひずみ値での超疎水性エラストマーの。 CA( c )およびSA( d )さまざまな垂直ひずみ値での表面の
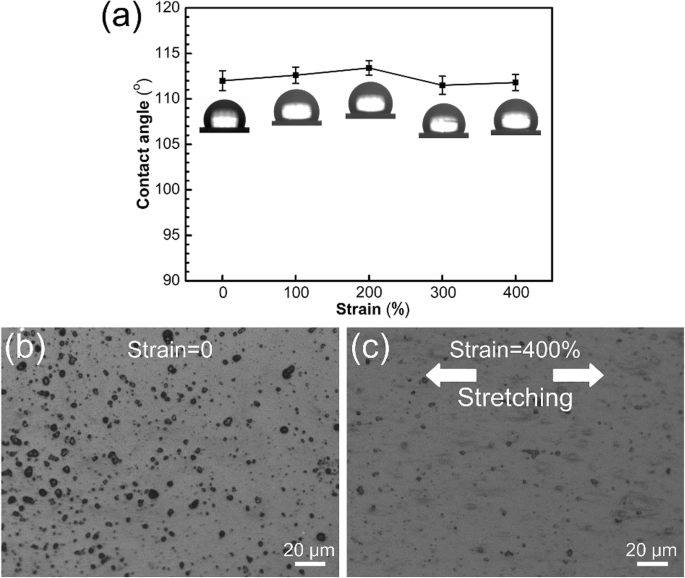
上記の結果は、超疎水性エラストマーがレーザー走査方向に垂直または平行の方向に沿って100%を超えるひずみで引き伸ばされた後、強化された超疎水性が得られることを示しています。フェムト秒レーザーで処理されていない出発サンプルの場合、表面形態と超疎水性は、400%のひずみで引き上げられた後も同じままです(図5)。また、延伸プロセス中に化学変換が発生しないため、濡れ挙動の向上は表面形態の変化に起因するはずです。
a さまざまなひずみ値での元のエラストマーのCA、および( b のひずみでの元のエラストマーの顕微鏡画像 )0および( c )400%
この論文では、延伸シリコーンエラストマーの超疎水性の増加を理解するために、組み合わせた状態を使用して、超疎水性エラストマーの湿潤性を説明します[33]。超疎水性エラストマーの固液相互作用全体は、Cassie-Baxterモデルで説明できますが、マイクロリッジの濡れた中央領域での相互作用はウェンゼル状態です。空中のCassie-Baxterモデル[34]によると、CA(θ C )空気/液体/固体システムでは、次の方程式で表すことができます。
ここで f S および f A は、固体/水界面と空気/水界面の割合です( f S + f A =1)、およびθ S は滑らかなシリコーンエラストマーの理想的なCAです(Ecoflex 00-20の場合、θ S =112°、図5)。ウェンゼルモデルに準拠した湿潤中央領域のCAは、次のように表すことができます。
ここで、θ W はウェンゼルモデルのCAであり、 r は、投影面積に対する実際の表面積の比率として定義される表面粗さ係数です。ナノ構造に閉じ込められたエアポケットを無視することにより、CA(θ )結合状態では、次の近似式[35]で表すことができます。
式によると。 2、ウェンゼルモデルでは、 r cos θ S は−1から1の間の値であるため、( r の値 cos θ S + 1)式で3は正の値である必要があります。
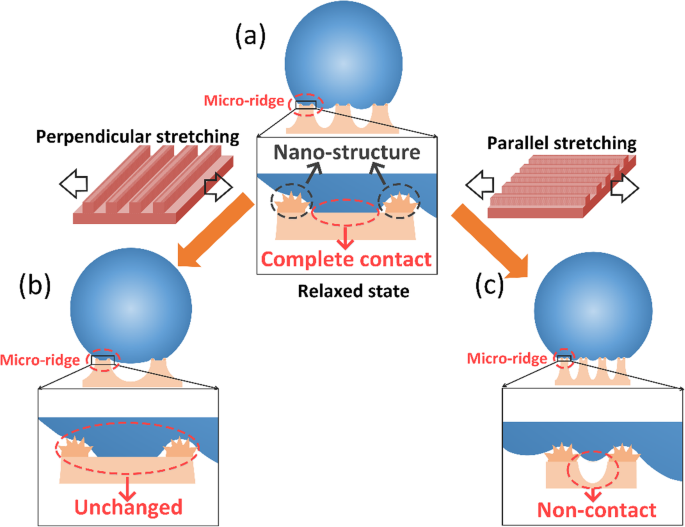
図6は、さまざまな引張状態の超疎水性表面上の液滴の断面概略図を示しています。弛緩した超疎水性表面(図6a)の場合、レーザーテクスチャー標本を垂直方向に引っ張ると、単一のマイクロリッジの固液接触面積はほとんど変化しません(図3g、h、6b)。その r 式で。 3は一定に保たれますが、固体/水界面全体の割合( f S )は減少し続け、その結果、θが増加します。 。さらに、増加したCAおよび溝幅(図3bおよび6a)は両方とも、液滴と接触するマイクロリッジの数を減少させ、これは、総付着力の減少につながる。傾斜したHA超疎水性表面の場合、付着力が重力の接線よりも小さい値に低下すると、液滴は超疎水性表面から滑り落ちます。平行延伸の場合、マイクロリッジの表面積と溝の幅の両方が減少し(図6c)、固体/水界面の割合( f S )ほぼ一貫性が保たれています。しかし、マイクロリッジの中央のくぼんだ領域(図3eおよび6c)と伸長方向に沿った新たな階層構造(図3d)のおかげで、表面粗さ係数( r )が増加し、θが増加します。 。単一のマイクロリッジの固液接触面積が大幅に減少すると、接着力が弱くなる可能性があり、HA超疎水性表面の「ピン止め状態」から「ローリング状態」への変換に寄与します。
( a の断面概略図 )リラックスしたサンプル、および( b )垂直方向および(c)平行方向
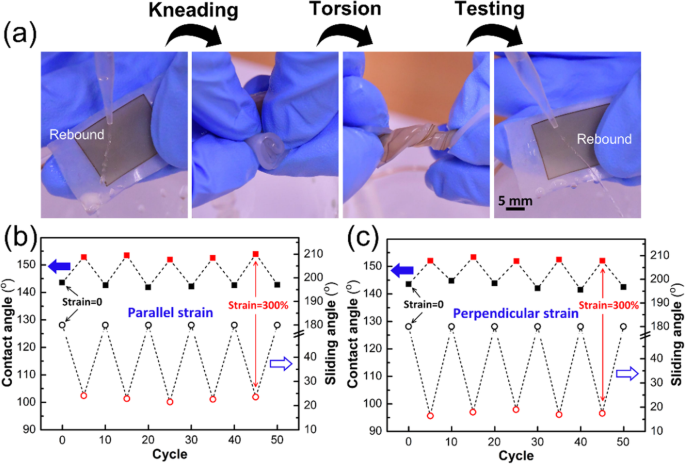
伸縮性の高い超疎水性表面の耐久性は、実際のアプリケーションでは重要なパラメータです。図7aは、耐久性をテストする方法を示しています。超疎水性エラストマーは、巻き上げられ、練られ、何度も歪められ、測定されます。 LA超疎水性エラストマーの場合、50ループの歪みの後でも、エラストマーは水噴射を表面に完全に跳ね返すことができます。これは、粗い表面が十分な安定性を備えていることを示しています。 HA超疎水性エラストマーの場合、300%ひずみでの伸縮緩和の周期的試験を平行(図7b)方向と垂直(図7c)方向の両方で実施し、緩和および延伸状態での超疎水性特性を10で試験します。サイクル間隔。ストレッチ-リラクシングの50サイクルの間に、HA超疎水性エラストマーは、「ピン止め状態」から「ローリング状態」への動的変換に対して高い可逆性と再現性を示します。
a ( b )並列および( c )HA超疎水性エラストマーの垂直方向
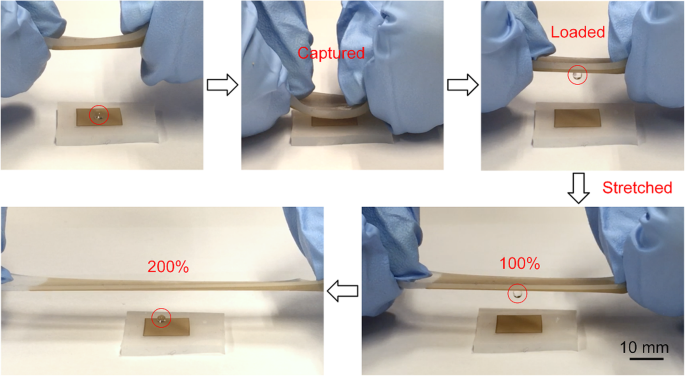
HA超疎水性表面に単純な機械的伸縮と緩和を交互に適用すると、「ピン止め状態」から「ローリング状態」への可逆的かつ再現性のある遷移が容易に実現できるため、このタイプの表面は、小さなものの効果的かつ安全な輸送に使用できます。液滴、特に高価で希少な液体サンプルの場合。輸送過程の図を図8に示します。最初に5μLの水滴をLAの超疎水性表面に置き、HAの超疎水性表面が上から液滴に近づいて接触します。 HA表面の強力な付着力により、液滴を捕捉、持ち上げ、輸送することができます。エラストマーを伸ばすことにより、液滴の重力がなくなるまで固液界面間の付着力が減少し、液滴が解放されます。プロセス全体を示すために、ビデオ(追加ファイル1:ビデオS1)も提供されています。この洗練されていないメカニズムは、ラボオンチップアプリケーションにとって非常に重要な自動ロボットデバイスに簡単に統合できます。さらに、レーザー技術の急速な発展により、100 Wを超える出力の高周波フェムト秒レーザーを製造することができ[36]、新しい検流計技術は100 m / sを超える走査速度を達成することができます[37]。したがって、高出力フェムト秒レーザーと高速検流計に基づいて、レーザーで製造された伸縮性のある超疎水性表面の大規模な工業化が可能です。
伸縮性のあるHA超疎水性エラストマーを使用したロスレス液滴移動のデモンストレーション
超高ひずみ(400%)に耐えることができる堅牢なフッ素フリーの超疎水性表面は、初めてフェムト秒レーザーテクスチャリングによって市販のシリコーンエラストマー上に正常に製造されました。レーザー加工パラメーターによって決定された制御可能なマイクロ/ナノスケール構造に基づいて、初期の濡れ性能を柔軟に管理できます。さらに、表面を伸ばすことにより、どの方向に伸ばす力を加えても、超疎水性は弱まらず、ある程度向上します。HA超疎水性表面では、伸展と放出のサイクルを通じて液滴を捕捉して放出することができます。表面の撥水性は、数回の練り込みとねじりのサイクル後も十分に保持されます。これは、優れた耐久性と優れた適用性の価値を示しています。この作業で提示された管理可能な超疎水性を備えた非常に伸縮性のある表面は、生物医学、マイクロフルイディクス、およびインテリジェントなウェアラブルデバイスに非常に有望です。
現在の研究中に生成および/または分析されたデータセットは、リクエストに応じて対応する著者から入手できます。
接触角
高い密着性
低接着
ポリジメチルシロキサン
ポリテトラフルオロエチレン
スライド角度背景
メソッドと実験
資料
シリコーンエラストマーの調製
エラストマー超疎水性表面の製造
特性評価
結果と考察
構造と超疎水性の特性
ひずみ変調構造と湿潤性
ストレッチのメカニズム-強化された撥水性
耐久性
液滴輸送
結論
データと資料の可用性
略語
ナノマテリアル
- ウォータージェットとレーザー切断:違いは何ですか?
- tコブラープラス付きラズベリーパイ2ウォーターアラーム
- Mantechレーザーマシンに含まれるLightburnレーザーソフトウェア
- AgNWs電極を備えたテクスチャ表面に基づくPEDOT:PSS / n-Si太陽電池の高性能
- 肥厚性瘢痕を治療するためのCO2フラクショナルレーザーと組み合わせた5-フルオロウラシルカプセル化エトソームの実験的研究
- Ptナノ粒子表面プラズモンとのカップリングによるMgZnO金属-半導体-金属光検出器の大幅な強化
- 全炭素3Dナノ濾過膜による水からの抗生物質の除去
- タルボットキャビティと統合されたテーパー量子カスケードレーザーアレイ
- テフロンフィルム上に超疎水性SERS基板を製造するための単純なレーザーアブレーション支援法
- サーフェスを使用して複雑なジオメトリを加工する方法
- レーザー彫刻を利用する一般的な表面