


高効率PM2.5キャプチャ用の透明ポリウレタンナノファイバーエアフィルター
要約
微粒子状物質(PM)は、人間の健康、気候、生態環境に影響を与えるなど、人間の生活に深刻な影響を及ぼしています。最近、多くの研究者がエレクトロスピニングを使用して、微粒子状物質を効果的に除去するためのナノファイバーエアフィルターを準備しています。しかし、ポリマー繊維のウィンドウスクリーンへの均一なエレクトロスピニングは実験室でのみ達成され、工業化の実現は依然として非常に困難です。ここでは、1000 m 2 の高い生産性で熱可塑性ポリウレタン(TPU)を導電性メッシュに大規模にエレクトロスピニングするための回転ビーズ紡糸口金を使用したエレクトロスピニング法を報告します。 /日。ポリマー溶液中のTPUの濃度を変更することにより、ナノファイバーベースのエアフィルターのPM2.5除去効率は、60%の良好な光透過性、およびナノファイバーベースの空気の接触角と換気率で最大99.654%になります。フィルターはそれぞれ128.5°と3480mm / sです。 10回のろ過後、除去効率は1.6%しか低下しません。 TPUナノファイバーをベースにしたこの透明なエアフィルターは、優れたろ過効率と換気率を備えており、住宅の室内空気質を効果的に確保できます。
はじめに
微粒子状物質(PM)は、最大数百の化学成分を含むさまざまな固体微粒子と液滴で構成されています。 PMは主に水溶性イオン、炭素含有化合物、その他の無機化合物を含む3つの主要な化学物質で構成されています[1,2,3,4,5]。 PMは主に化石燃料やごみの燃焼によるものであり、有毒物質や有害な粒子状物質が豊富です[1、3、4、5、6]。粒子径の大きさにより、PMは主にPM2.5とPM10に分けられます。つまり、粒子の空気力学的直径は2.5μmと10μm未満です。 PM10は、限られた移動距離で数分から数時間空中に留まります。ただし、PM2.5は大気中での滞留時間が長く、数日から数週間続く可能性があります[2、5]。 PM2.5が地面に落ちても、風で吹き飛ばされやすいです。呼吸の過程を通じて、PM2.5は体内に入り、気管または肺に蓄積する可能性があり、これは人間の健康に悪影響を及ぼします[7、8、9]。 PM2.5は、降雨過程に影響を与えるなど、気候や生態環境にも大きな影響を及ぼします[10、11、12、13、14]。過去10年間で、特に中国やインドなどの一部の発展途上国では、PM2.5の大気汚染がますます深刻になっています[4、15]。日常生活の中で、これらの国の人々はしばしば厳しいもやの天気に遭遇します。このため、PM2.5に対してある程度の保護を行う必要があります。
現在、深刻なもやに対する保護対策は、粒子状物質を効果的にろ過できるプロの防塵マスクを着用するなど、主に屋外の個人用保護に焦点が当てられています[16、17]。換気システムや空気清浄機などの屋内の個人用保護具は高価で、設置が複雑で、フィルターエレメントの交換が必要です[6]。屋内エアフィルターは、アクティブな空気交換のためのポンプシステムのコストが高いため、一般に商業ビルの空気保護を提供します。最近、窓による住宅用の2つの透明なエアフィルターがあります。パッシブ換気が消費者のビジョンになりました[17]。 1つは多孔質メンブレンフィルターですが、このフィルターの多孔度は非常に低いため、高換気を実現できません。もう1つはナノファイバーエアフィルターで、気孔率が70%に達し、高換気を実現できます。一部の研究所では、ナノファイバーで室内空気の質を保護するためにさまざまなウィンドウスクリーンを用意しています。たとえば、Chen etal。 [18]エレクトロスピニングされたTPUポリマーを使用して調製されたエアフィルターを報告しました。 TPUナノファイバーエアフィルターは、非常に低い圧力損失(10 Pa)でPM2.5(98.92%)を除去するのに非常に効果的です。 Khalid etal。 [19]は、直接吹き付け技術によって作られたナノファイバーウィンドウスクリーンを報告しました。これは、優れた光学的透明性(80%)と高いPM2.5ろ過効率(99%)を備えています。 Liu etal。 [6]エレクトロスピニングによって透明なエアフィルターを作成しました。これにより、高い換気と高いPM2.5ろ過効率(> 95.0%)が達成されました。しかし、この研究は実験室で開発されたものであり、ナノファイバーフィルターの工業プロセスの研究はほとんどありません。
近年、エレクトロスピニング技術は、その低エネルギー消費、簡単な操作、およびナノファイバーを調製するための環境に優しい方法のために大きな注目を集めています[20、21]。エレクトロスピニングによって調製されたナノファイバー膜は、高い多孔性、マイクロナノチャネル相互接続、および高い比表面積を持っています[22、23、24、25、26、27、28、29]。最近、私たちのチームは、回転するビーズ紡糸口金を使用して大量生産できるTPUナノファイバーエアフィルターを開発しました[30、31]。このエアフィルターは、非常に高い熱安定性、60%の優れた光学的透明性、99.654%の高いPM2.5除去効率、長寿命、低い通気抵抗(換気速度3348 mm / s)、および軽量を備えています。
実験的
材料と器具
ポリマーTPUは、ドイツのBayer Co.、Ltd。から入手したもので、耐引裂性、耐摩耗性、UV保護を備えています。基板導電性メッシュは、中国の青島ジュナダテクノロジー株式会社から提供されています。 N、N -ジメチルホルムアミド(DMF)とアセトンはTianjin Zhonghe Shengtai Chemical Co.、Ltdから提供されました。走査型電子顕微鏡(SEM Feiner High Resolution Professional Edition Phenom Pro)を使用して、TPU繊維の形態を研究します。ろ過性能を評価するための自動ろ過性能試験機FX3300Lab Air-IVは、中国のShanghai Lippo Co.、Ltd。から購入しました。 AFC-131は、Shanghai Huifen Electronic Technology Co.、Ltdから購入した換気率のテストに使用されます。ThermoScientificNicoletiS5は、赤外線の測定とTPUファイバーメンブレンの機能グループの分析に使用されます。シータ光学接触角計を使用して、TPUファイバーフィルムの接触角を分析した。光透過率は、UV1901PC紫外分光光度計を使用して評価し、中国のShanghai Aoxiang Scientific Instrument Co.、Ltd。から購入しました。
ナノファイバー膜の準備
TPUナノファイバー膜は、図1aに示すエレクトロスピニング装置NES-1(Qingdao Junada Technology Co.、Ltd。)を使用して製造されました。メインフレームの長さは2350mm、幅は2200mm、高さは2700mm、重さは1980kgです。タッチスクリーンはSiemensPLC、電力は30 kV、回転幅は1.1mです。平均繊維径は約120nm、ナノファイバー膜の重量は1平方メートルあたり約0.5gです。基板はセルロース、合成繊維などに適しており、ポリマー材料はTPU、PVP、PANなどに適しています。エレクトロスピニングの原理を図1bに示し、エレクトロスピニングによって生成されたナノファイバー膜の概略図を示します。図1c。エレクトロスピニングで使用された解決策は、1:1の体積比でDMFとアセトンの比率で混合溶媒に異なる質量のTPUを溶解することでした。回転電圧は正圧30kV、負圧-30 kVであり、安定したジェットが得られました。基板の移動速度は10m / minでした。回転距離は200mmに制御されました。このプロセス中の温度と相対湿度は、25°Cと50%RHに制御されました。ナノファイバーの平均直径を変えるために、溶液中のTPUの濃度を6から16 wt%に調整しました。 TPU溶液を同じ条件下で導電性メッシュ上にエレクトロスピニングしました。異なる濃度のTPU繊維膜は、それぞれTPU-6、TPU-8、TPU-10、TPU-12、TPU-14、およびTPU-16と名付けられました。
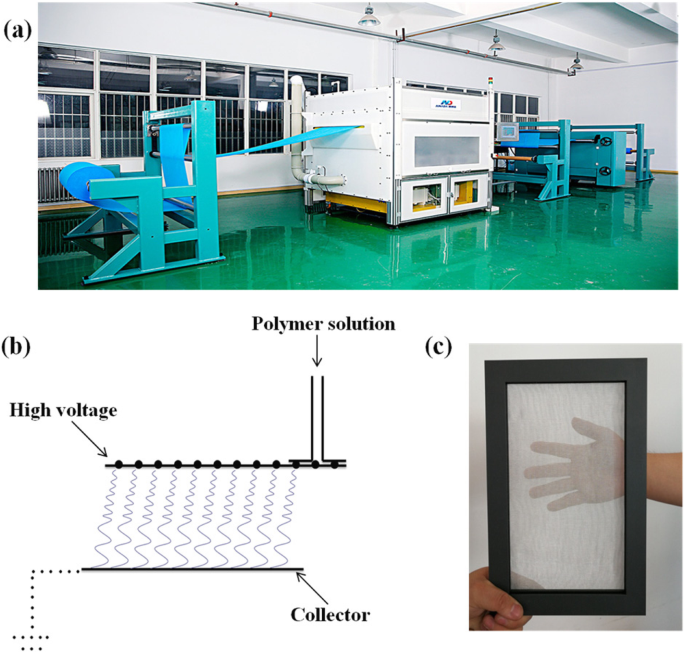
エレクトロスピニング装置。 a この作業で使用されたエレクトロスピニング装置の写真。 b 回転式ビーズワイヤー紡糸口金を使用したエレクトロスピニング設定の概略図。 c このエアフィルターのナノファイバー膜は、エレクトロスピニング装置によって生成されたサンプルです
結果と考察
形態と構造の特性評価
ナノファイバーの膜特性における重要な傾向の1つは、膜表面の形態です。 TPUナノファイバー膜の形態はSEMによって観察され、使用された電圧は10kVの走査型イメージングシステムでした。図2a–fに示すように、エレクトロスピニングTPU溶液から得られたナノファイバー膜の微視的形態は、6 wt%、8 wt%、10 wt%、12 wt%、14 wt%、および14wt%のさまざまなTPU濃度で示されています。それぞれ16wt%。 TPUの濃度が6wt%から12 wt%の場合(図2a–d)、さまざまなサイズのビーズ状のナノファイバーが多数存在します。これは、TPU溶液の濃度が低いポリマーTPU分子鎖の粘度が低いことに起因する可能性があります。したがって、低濃度のTPU溶液をエレクトロスピニングするプロセスでは、電界の伸びに抵抗するための放出は困難でした[32]。さらに、TPU分子鎖の粘弾性により、電界力によって引き伸ばされた放出が凝集してビーズ状のナノファイバーを形成します[33]。ただし、TPUの濃度が高くなると、溶液の粘度が高くなり、エレクトロスピニングプロセスによってビーズ状のナノファイバーではなくナノファイバーが形成されるため、ビーズ状のナノファイバーはますます少なくなり、最終的には完全に消失します(図2e–f)。一方、溶液の粘度は、ナノファイバーの直径に影響を与える重要なパラメーターです[34]。 TPU溶液の濃度が高くなると、溶液の粘度も高くなるため、図2a〜fに示すように、ナノファイバーの直径が大きくなります。 TPUの濃度が14wt%を超えると、ナノファイバーの直径が急速に増加します(図2e–f)。ナノファイバーの平均直径はNanMeasurerによって計算されます。 TPUナノファイバーの平均直径は、TPU-6、TPU-8、TPU-10、TPU-12、TPUに対応して、〜0.10μm、〜0.12μm、〜0.14μm、〜0.17μm、〜0.34μm、および〜1.97μmです。 -14、およびTPU-16。
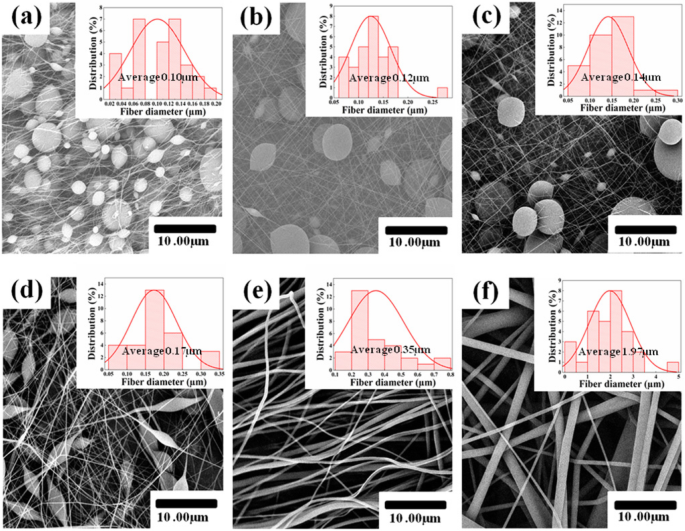
エレクトロスピニングされたTPUのSEM画像。 a–fSEM画像とTPU濃度がそれぞれ6wt%、8 wt%、10 wt%、12 wt%、14 wt%、16 wt%の直径分布
フーリエ変換赤外スペクトル分析
準備されたTPUナノファイバー膜の組成を特定するには、サンプルに対してフーリエ変換赤外分光法(FTIR)分析を実行する必要があります。まず、機器を1時間半予熱し、圧力を15 Mpa、動作電圧を220 V、周囲温度を20°C、周囲湿度を40%、周波数を50に制御します。 Hz、電流は7.5Aです。テスト結果は図3に示すとおりであり、これは明らかに基板のポリウレタンの赤外線スペクトルと同じです。スペクトルを図3に示します。波数3330.18cm -1 で強い吸収ピークが観察されました。 、2960.51 cm -1 、および1215.86 cm -1 、N–HおよびC–H官能基の存在を示します。 TPUナノファイバーの表面には疎水性の官能基があり、繊維膜の表面は滑らかで緻密です。そのため、用意された透明エアフィルターには一定の疎水性機能があります。 TPUファイバーメンブレンは疎水性であるため、TPU透明エアフィルターは雨の日に窓を開けることができます。
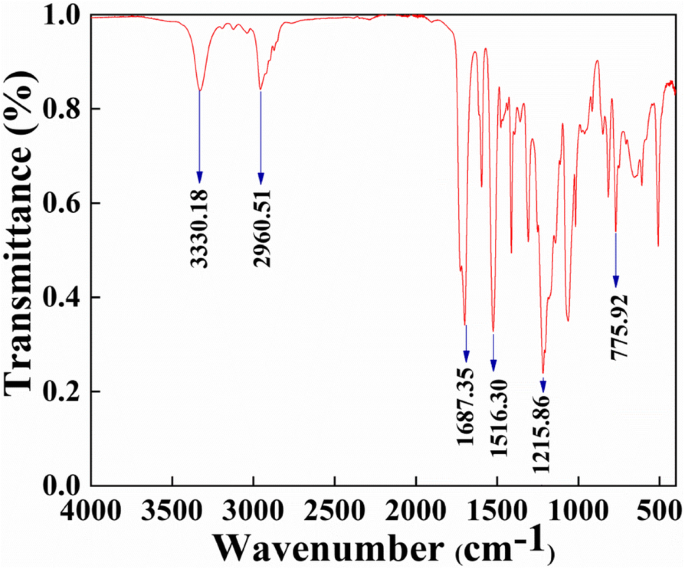
TPUナノファイバー膜の組成。さまざまな官能基の存在を示すTPUのFTIRデモンストレーション
ろ過効率分析
ろ過効率は、透明なエアフィルターを評価するための最も重要なパラメーターです。ろ過効率試験は、さまざまなTPU繊維膜で実施されました。この研究では、テスト条件は同じで、温度は20°C、相対湿度は40.6%、流量は2.0 m 3 でした。 / h、およびPM汚染物質はエアロゾル粒子です。 PMのサイズ分布と各サンプルのろ過効果を図4aに示します。ろ過効率はPMの粒子サイズと正の相関があります。 PM2.5(図4b)などの同じサイズのPM粒子の場合、TPU濃度が6wt%から12 wt%に増加すると、除去効率が大幅に向上します。これは、膜がより大きな直径のナノファイバーは、耐性のあるPM粒子よりも優れています。ただし、TPU濃度が12から16 wt%に増加すると、繊維間の間隔が増加し、ビーズストリング繊維が消失すると、TPU繊維膜の除去効率が大幅に低下します[18]。溶液の濃度が高くなると、エレクトロスピニングジェットの伸長がより困難になり、遅くなり、TPU繊維膜の細孔径が大きくなります。図4c–eは、さまざまな直径の繊維膜を通過する粒子状物質の通過を示しています。繊維径を大きくすると、PMが繊維膜を通過するのを効果的に防ぎ、TPU濃度が大きくなると繊維径は大きくなりますが、相繊維間の距離も大きくなり、ろ過効率が低下します。 PM2.5の最高の除去効率はTPU-12です。粒子径が≥の場合 0.525μm、除去効率は100%、圧力損失はわずか10 Paです。さらに、PM2.5除去効率のTPU-10は99.654%です。
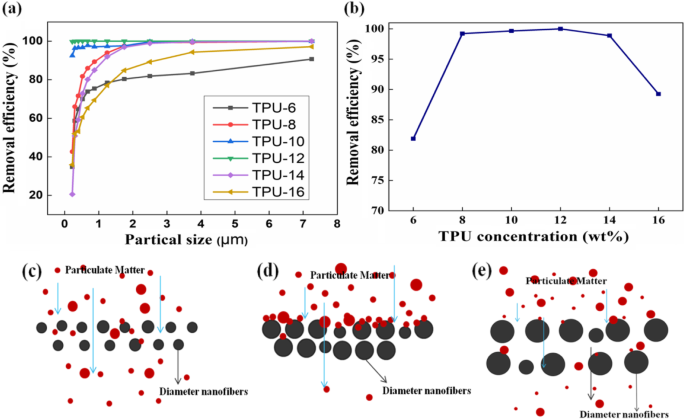
TPU繊維膜のろ過効率の評価。 a TPU濃度がそれぞれ6wt%、8 wt%、10 wt%、12 wt%、14 wt%、16 wt%のさまざまなサイズのPMの効率を取り除きます。 b さまざまな濃度のTPU繊維膜のPM2.5除去効率。 c – e 異なる直径の繊維膜を通るPM
換気率分析
高換気を維持することは、エアフィルターの性能を評価するための重要な特性です。同じ条件下で6つのサンプルの換気率をテストしました。測定面積は20cm 2 でした。 測定圧力は200Paでした。さまざまな濃度のTPUナノファイバー膜の換気率を図5aに示します。対応する圧力降下は、6 Pa、15 Pa、12 Pa、10 Pa、7 Pa、および9Paです。さまざまなTPU膜の換気率は、最初に低下し始め、次に増加を維持し、最後にわずかに低下します。これは、溶液濃度が6から8 wt%、8から14 wt%、および14から16 wt%に増加することに対応します。換気率に影響を与える主な理由は2つあります。ナノファイバーの充填密度とファイバーの平均直径です[34]。ナノファイバーの充填密度は次のように計算されます:
$$ \ alpha =\ frac {W} {\ rho_fZ} $$(1)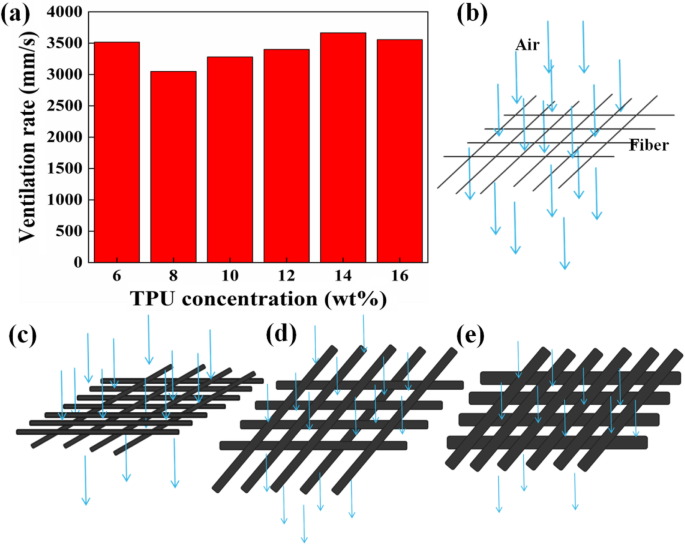
TPU繊維膜の換気率評価。 a さまざまな濃度のTPU繊維膜の換気率。 b – e 空気はさまざまな直径の繊維を通過します
ここで、α はナノファイバーの充填密度、 W はナノファイバー膜の坪量、ρ f はナノマテリアルの密度であり、 Z はナノファイバーの膜厚です。換気率が低下し始めるのは、主にTPUナノファイバーの平均直径が追加されたためです(図5b、c)。 TPUの濃度が8から14wt%に増加すると、ナノファイバーの充填密度が減少すると、ナノファイバー間の距離が増加し、ナノファイバーの直径が増加しても、換気率に役立ちます(図。 5d)。ナノファイバー膜がTPU濃度が14〜16 wt%の溶液でできている場合、ナノファイバーの直径は換気率に重要な役割を果たし、関連する換気率はわずかに低下します(図5e)。 TPU濃度が10wt%に増加すると、換気速度は最大3480 mm / sになります。このような高い換気速度は、ナノファイバー膜のないブランクスクリーンに相当します。
接触角分析
疎水性はエアフィルターの性能を評価するための重要なパラメーターであり、得られたTPU繊維膜の湿潤性は5μLの液滴を使用してDSAによって測定されました。結果を図6a–fに示します。接触角は、TPU-6、TPU-8、TPU-10、TPU-に対応する138.6°、133.4°、128.5°、122.8°、112.7°、および107.7°です。 12、TPU-14、およびTPU-16。すべてのサンプルの接触角は90°を超えていました。これは、ポリマーTPUで作成された透明なエアフィルターは、TPUナノファイバー膜の表面に疎水性の官能基があるため、疎水性が高く、繊維の直径が小さいため、膜の表面が滑らかになり、繊維膜の密な構造。しかし、TPUの濃度が高くなると、繊維膜の表面の粗さが大きくなるため、接触角はますます小さくなります(図6g)。ナノファイバー膜の接触角と表面粗さの関係は、次のように定義されるウェンゼル方程式によって理解できます。
$$ \ cos \ theta '=r \ cos \ theta $$(2)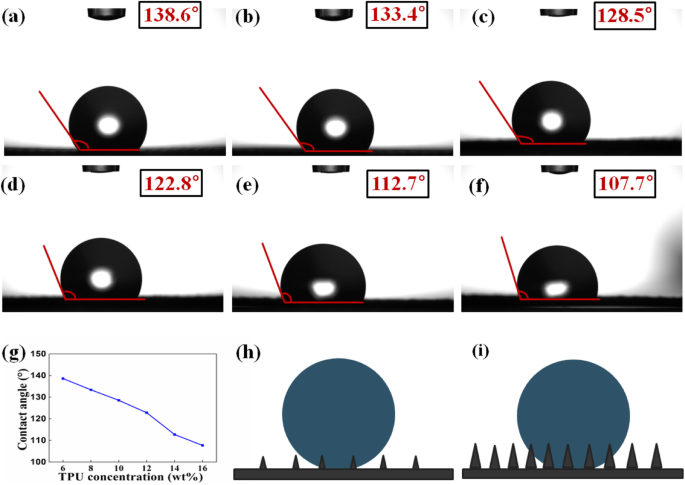
TPU繊維膜の接触角の特性評価。 a–f5μLの液滴を使用して、さまざまな濃度のTPUファイバーメンブレンの接触角をテストします。 g 異なる濃度のTPU繊維膜の接触角。 h – i さまざまな直径の繊維の表面にある液滴。
ここで、 r は表面粗さ係数であり、幾何学的に投影された面積に対する表面積の実際の面積の比率です( r ≥1)、θ ' は粗い表面の接触角です。図6h–iに示すように、TPU濃度が増加すると、TPUナノファイバーの直径が増加し、ナノファイバー膜の表面の粗さが増加し、接触角がますます低くなります。
透明性と再現性のテスト
透明エアフィルターのもう1つの重要なパラメーターは、透過率です。 6つのサンプルの透過率をテストし、結果を図7aに示します。 TPU濃度が6から12wt%および12から16 wt%に増加するのに対応して、透過率は最初に減少し続け、次に増加することがわかりました。 TPU濃度が6〜12 wt%の場合、主に溶液濃度が最初は低すぎるため(6 wt%や8 wt%など)、繊維膜の透過率は徐々に低下しますが、エレクトロスピニングプロセスでは繊維を形成しにくい。溶液の濃度が高くなると、溶液の濃度はエレクトロスピニングにより適しているため、エレクトロスピニングによってより多くの繊維が形成されます。ナノファイバーの直径も大きくなり、繊維膜がどんどん厚くなるため、繊維膜を通過する光が少なくなります。一方、溶液の濃度が低すぎるため、エレクトロスピニングは多数のビーズを形成し(図2a–d)、光が繊維膜を通過するのに悪影響を及ぼします。溶液濃度が12〜16 wt%の場合、主に溶液の粘度が高くなるため、繊維膜の透過率が徐々に増加し、エレクトロスピニングプロセスが徐々に困難になり、ナノファイバーの生成が少なくなります。もう1つの理由は、溶液の濃度が高くなると、ビーズのひもが消え、より多くの光が繊維膜を通過するのに寄与することです。 TPU-6、TPU-8、TPU-10、TPU-12、TPU-14、およびTPU-16に対応する80%、75%、60%、30%、45%、および70%の透過率。 TPU-10は、ろ過効率が99.654%であるだけでなく、透過率も60%と高くなっています。図7bは、透過率60%のTPU-10ナノファイバー膜の写真を示しています。透過率が50%を超えるエアフィルターの場合、室内の照明要件を満たすのに十分な光を部屋に透過させることができます。
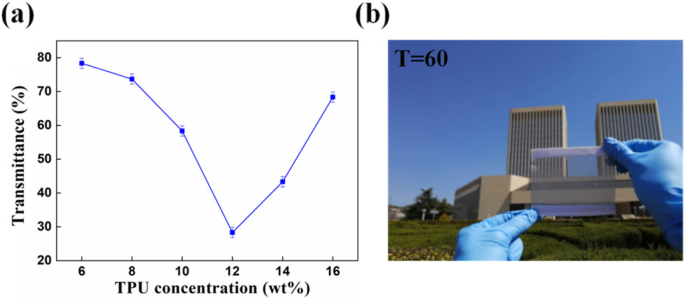
TPU繊維膜の透過特性。 a 異なる濃度のTPU繊維膜の透過率。 b 60%の透明度で10 wt%の透明なエアフィルターのTPU濃度の写真
エアフィルターでは、長期のろ過性能と高風量が重要な要素であることを考慮し、TPU繊維膜をリサイクルし、ろ過効率と換気率の試験を継続し、その結果を図8に示します。 TPUナノファイバー膜のPM2.5ろ過のテストの10サイクルの合計除去効率。 TPU-10ろ過を10回行った後、ろ過効率は1.6%しか低下しませんでした(99.4%から97.8%)。さらに、さまざまなTPU濃度の繊維膜の10回のテストサイクルの通気速度のエラーバーを図8bに示します。換気量はゆっくりと変化し、大幅に減少することはありませんでした。 10回の呼気検査の後、換気速度は約10mm / sだけ減少しました。これは、換気効果が非常に安定していることを示しています。
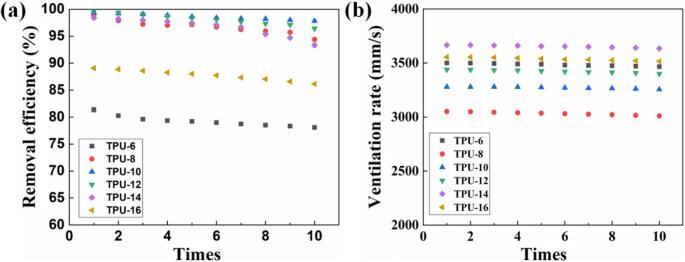
複合繊維膜の換気率と除去効率の再現性。 a 除去効率の再現性。 b 換気率の再現性
結論
要約すると、エレクトロスピニングに回転ビーズ紡糸口金を使用して、大規模に製造できる透明なエアフィルターを作成します。溶液中のTPUポリマーの濃度を変えることにより、PM2.5の大幅な除去効率(99.654%)が達成されるだけでなく、良好な光学的透明性(60%)と換気率(3480 mm / s)も達成されます。さらに、TPU透明エアフィルターで10サイクルのろ過とガス抜きテストを実行した結果、ろ過効率は1.6%しか低下せず、換気率は非常にゆっくりと変化し、ほとんど変化しませんでした。これらの結果は、エレクトロスピニングによって調製されたTPUナノファイバー膜には、優れた撥水性、優れた光透過性、高い換気率、高いろ過性能など、多くの利点があり、多くの分野でフィルター材料として使用できることを示しています。
データと資料の可用性
この調査中に生成または分析されたすべてのデータは、この公開された記事に含まれています。
ナノマテリアル