


RF-ICPイオン源増強反応性窒素プラズマ雰囲気によって誘発されたTi-Al-N膜の微細構造と機械的性質の変化
要約
Ti-Al-N膜の最適な成長条件を取得すること、ガス雰囲気、特に反応性プラズマが材料の微細構造に及ぼす影響、および機械的特性は、依然として基本的かつ重要な問題です。この研究では、Ti-Al-N膜は、高周波誘導結合プラズマイオン源(RF-ICPIS)で強化されたスパッタリングシステムによって反応的に堆積されます。イオン源に入れる際の異なる窒素ガス流量を採用して、窒素プラズマ密度を取得し、堆積雰囲気を変更します。フィルム中の窒素元素含有量は窒素プラズマ密度に大きく影響され、ガス流量が多い状況では最大値が67.8%に達する可能性があることがわかります。 XRDスペクトルとFESEM画像は、プラズマ密度が低いことが膜の結晶化と緻密な微細構造に有益であることを示しています。さらに、窒素雰囲気を調整することにより、硬度やトライボロジー性能などの機械的特性が相互に向上します。
はじめに
Ti-Ai-Nは、高硬度、耐食性、優れた耐酸化性などの優れた機械的特性により、工作機械の表面保護フィルムとして、乾式および高速切削で大きな注目を集めています[1,2,3]。今日、化学蒸着[4]、アーク蒸着[5]、イオンプレーティング[6]、反応性DC / RFスパッタリング[7]など、さまざまな技術がTi-Al-N膜の製造のために開発されています。 Ti-Al-N膜の堆積が進行する間、ガス雰囲気は非常に重要で複雑です[8,9,10,11,12]。例えば、反応性スパッタリング堆積では、非平衡窒素プラズマは、アルゴンまたは窒素イオン濃度に依存するだけでなく、誘導される反応性窒素雰囲気を理解することの困難を悪化させる二次電子密度または全ガス圧によっても影響を受ける。 Ti-Al-N膜の特性の変化。チョン他窒素流量の影響を受けたTi-Al-N膜の成長形態を報告しています[13]。 Irudayaraj etal。堆積速度、粒子サイズ、および堆積されたTi-Al-N膜のAlに対するTiの濃度の比率は、N 2 の増加とともに減少することを発見しました。 流量[14]。最適な成長条件を選択するための貴重な知識を習得することが重要であるため、窒素雰囲気、特に反応性プラズマ密度が材料要素の含有量に及ぼす影響、および対応するTi-Al-Nの微細構造と機械的特性をさらに調査する必要があります。 。
私たちの以前の研究では、高周波誘導結合プラズマイオン源(RF-ICPIS)が、アルゴンガスのイオン化温度を下げてイオン化率を上げることにより、Ti-Al-Nの堆積を促進することが確認されています[15]。この論文では、放電したRF-ICPISキャビティ内の窒素ガスを真っ直ぐに電離し、高密度の窒素プラズマビームを反応チャンバーに直接導入して反応性堆積に関与させます。従来のRF / DCスパッタリングシステムと比較すると、RF-ICPISによって提供される窒素プラズマ密度は、RF電力またはガス流量を変更することで簡単に制御できます。元素含有量、微細構造、表面形態、およびTi-Al-N膜の機械的特性に対する窒素プラズマ変動の影響が研究され、議論されています。
メソッド
フィルムの堆積
Ti-Al-N膜は、200°Cの成長温度でRF-ICPイオン源強化マグネトロンスパッタリングシステムによってSi(100)および鏡面研磨されたステンレス鋼上に堆積されました。基板は、Ti 0.5 に垂直な回転試料ホルダー(20 rpm)に配置されました。 Al 0.5 純度99.9%の複合ターゲット。スパッタリングチャンバーを1.0×10 -4 より低いベース圧力にポンプした後 Paとアルゴンイオンによるターゲット表面の洗浄、Ti-Alのバッファ層をDCスパッタリングによって基板上に堆積させました。続いて、RF-ICPISから生成された窒素プラズマが基板の近くに導入され、Ti-Al-N膜の反応性堆積に参加しました。 RF-ICPIS電力は50Wに制御され、イオン源に流入する際の窒素ガス流量を5〜25 sccmに変化させて、窒素プラズマ密度を変更し、異なるスパッタリングおよび堆積雰囲気を取得しました。その間、DCスパッタリング電流は0.4Åに固定され、スパッタリングチャンバーの全ガス圧は0.5Paに保たれました。詳細な成長パラメータを表1に示します。
<図>特性評価
元素含有量はエネルギー分散型分光計(EDS、Oxford X-Max 50)によって特徴付けられ、Ti-Al-Nフィルムの結晶構造はCuKα放射線(λ =1.54056Å)。フィルムの表面形態および断面微細構造は、電界放出走査型電子顕微鏡(FESEM、ZEISS Ultra55)によって測定された。原子間力顕微鏡(AFM、Asylum Research)を適用して、表面の二乗平均平方根(RMS)を測定しました。ナノインデンテーション試験にはピラミッド型ダイヤモンドチップを採用し、MTS Nano Indenter XPで硬度を測定し、Oliver-Pharrインデンテーション法で計算しました。平均硬度値を得るために、各サンプル、10の別々のポイント測定が行われました。摩擦係数の測定には、10Nの荷重下でスライド速度が0.2m / sの従来のボールオンディスク摩耗装置を使用しました。
結果と考察
図1は、さまざまな窒素ガス流量で堆積されたTi-Al-N膜のTi、Al、およびN元素の含有量を示しています。 Ti-Al-N膜のN含有量は、イオン源に流入する窒素ガスの流れが増えると単調に改善されます。低窒素ガスフロー領域(5〜15 sccm)内では、N含有量は45〜50%に保たれ、(Ti + Al)/ N比は(Ti、Al)N構造と同様です。窒素ガスの流量を15から25sccmにさらに改善すると、Ti-Al-N膜のN含有量が急速に増加します。 25 sccmで最大値67.8%が得られます。これは、一般的な(Ti、Al)NまたはTi x では50%を超えています。 Al 1-x 相転移がS4とS5で発生していることを示すN微細構造。 Ti-Al-N膜のTiおよびAl含有量は両方とも、窒素ガス流量の関数としてN元素とは逆の傾向を示します。すべての膜について、Al含有量はTiよりも高く、これは、強化されたプラズマ雰囲気下で堆積されたTi-Al-N膜の結果と同様です。 Al元素とTi元素の含有量の違いは、光品質のAl原子とTi原子のスパッタリング収率の違いに起因する可能性があります。さらに、Al原子は膜の表面領域に容易に染み出しているため、検出されたAl含有量が膜内部の実際の値よりもわずかに高くなる可能性があります[16]。
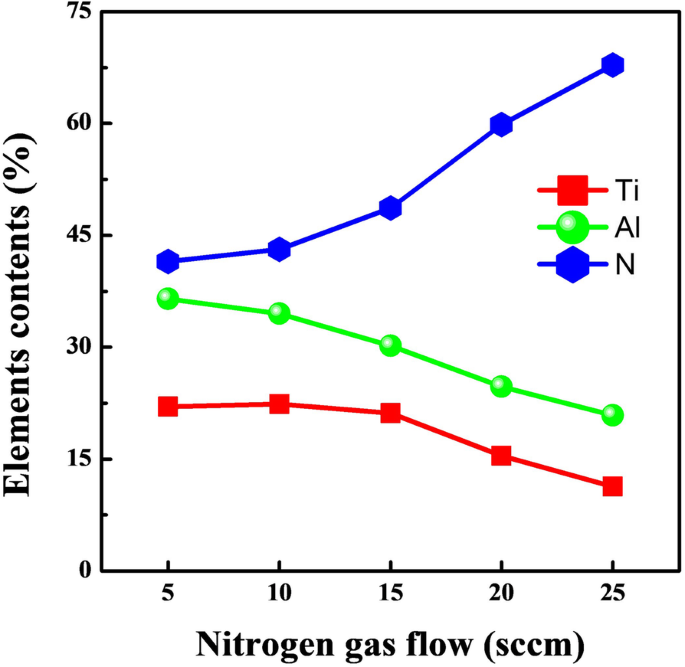
さまざまな窒素ガス流量で製造されたTi-Al-N膜の元素含有量
XRDは、Si(100)ウェーハに堆積されたサンプルに対して実行されます。図2に示すように、S1〜S5は、(311)を除いて、(111)、(200)、(220)、および(311)に向けられた複数の回折計画を持つ典型的なNaClタイプの面心立方(fcc)構造を示します。 )高ガス流量で堆積されたS4およびS5サンプルの場合[17]。 f.c.c Ti-Al-N構造の場合、(111)は表面エネルギーが最も低い高密度に充填された平面であり、(200)と(220)がそれに続きます。 S1〜S5では、堆積したすべてのTi-Al-Nは、(111)ではなく(220)優先配向を示します。以前の研究では、RF-ICPIS強化スパッタリングシステムで膜の堆積速度が向上することがわかりました。これにより、基板上の吸着原子の移動時間が短縮され、より高い表面エネルギーを持つ(220)結晶面の成長が促進されますが、レッジ密度が高く、比較的低いエネルギーサイトへの拡散距離が短いため、他の人が犠牲になります[13 ]。さらに、高濃度で組み込まれたAl原子によって引き起こされる格子歪みも、(111)ではなく(220)優先成長に寄与します[18]。 (220)ピークの強度とFWHMも、結晶化の窒素ガス流量への依存性を示しています。低ガス流量範囲(5〜15 sccm)では、窒素流量を増やすと強度とFWHMが向上します。これは、膜のTi-Al-N結晶粒径が減少し、膜の結晶化品質が向上することを示しています[ 19]。 S4およびS5の場合、高いガス流量(20〜25 sccm)を確認できるピーク強度の低下とFWHMの拡大は、Ti-Al-N膜の品質に悪影響を及ぼします。
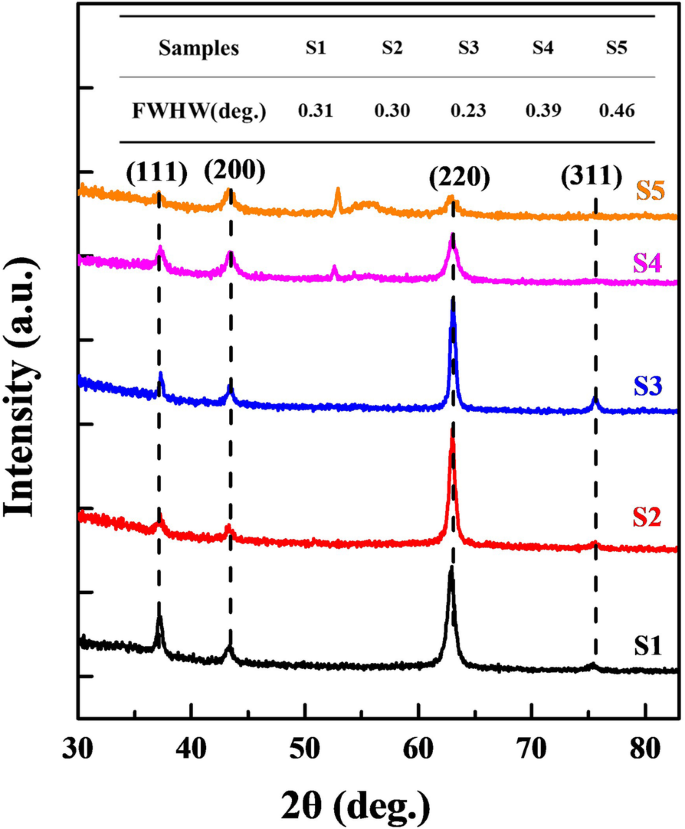
S1〜S5サンプルのXRDスペクトル。挿入テーブルは、S1〜S5の(220)のFWHW値です
高窒素ガス流量での劣化したTi-Al-N結晶品質は、RF-ICPISに起因する窒素プラズマ変動の結果です。イオン源への窒素流量を増やすと、より多くの窒素原子をイオン化でき、スパッタリングチャンバー内の対応するプラズマ密度も向上します。基板付近の電子濃度はラングミュアプローブで測定されます。計算結果は、平均電子濃度が1.5×10 16 から変化することを示しています 〜2.7×10 16 cm -3 窒素ガスの流量は5から25sccmに増加します。改善された電子濃度は、堆積の進行中にプラズマ密度が改善されたことを示しています。さらに、堆積中の0.4 Aの固定スパッタリング電流でのスパッタリング源の電圧は、5、10、15、20、および25 sccmでそれぞれ482、461、443、408、および376Vです。基板とターゲット間のインピーダンスの減少も、プラズマ雰囲気の向上を反映しています。高いプラズマ密度は、スパッタされた金属原子の平均自由行程を導いた原子間の衝突を改善し、膜の堆積速度を低下させます。続いて、基板上に吸着された原子は、移動して核形成し、膜の結晶化に寄与するためのより多くの時間を持っています。窒素流量が特定のしきい値を超えると、プラズマ密度はさらに向上しますが、50Wの固定イオン源電力ではより多くの窒素原子が完全にイオン化されません[20]。完全にイオン化された窒素原子と比較すると、これらの完全にイオン化されていない原子は基板により近く、膜の核形成成長に直接関与します。その結果、Ti-Al-N膜の窒素含有量は化学量論比をはるかに超えています。
図3は、FESEMによって観察されたTi-Al-N膜の平面および断面の微細形態を示しています。 Ti–Al–Nの表面形態は、典型的な三者円錐形の粒子として現れます[21]。図3a、bと比較すると、低窒素プラズマ密度(S3)で堆積された膜は、高プラズマ密度で堆積されたS5よりも粒径が小さく、表面が密であることがわかります。これもXRDの結果と一致しています。低プラズマ密度の雰囲気では、完全にイオン化された窒素原子と吸着原子の十分な移動時間がTi-Al-Nの成長と結晶化を促進し、より高密度の表面に寄与します。アルゴンガスをイオン化する従来の方法で堆積され、S3と同じ実験パラメータを持つ比較サンプルCS3の微細構造も研究されています(補足資料を参照)。 S3と比較すると、CS3はより緩く粗い平面を示し、粒界の間に多くのボイドが現れます。一方、CS3はS3よりも膜厚が薄い。その主な理由は、これら2つのガスイオン化法の堆積雰囲気の違いによるものです。 RF-ICPISで窒素ガスを真っ直ぐにイオン化することにより、ガスのイオン化温度を効率的に下げることができ、高密度の窒素プラズマを得ることができます。その結果、基板上の吸着原子は高い移動エネルギーを持ち、Ti-Al-N膜の成長と結晶化に役立ちます。断面FESEM画像では、15および25 sccmで堆積されたTi-Al-N膜の柱状構造が明確に観察され、膜はそれぞれ1.002および1.561μmの厚さを示しています。高プラズマ密度の状況では、膜の堆積速度は50%増加します。結果は、散乱によって誘発された低い堆積速度の増強された原子とは異なり、主に、それらの完全にイオン化されていない窒素原子に関連する弱く結合した窒化物の急速な成長から生じる。一方、S3の柱状構造は、粒子が粗く高密度のナノ構造を示し、S5サンプルは、フィルム全体にボイドと境界がある柱状構造を示しています。さらに、高い窒素プラズマ密度がTi-Al-N膜の結晶化品質に悪影響を与えることは明らかです。
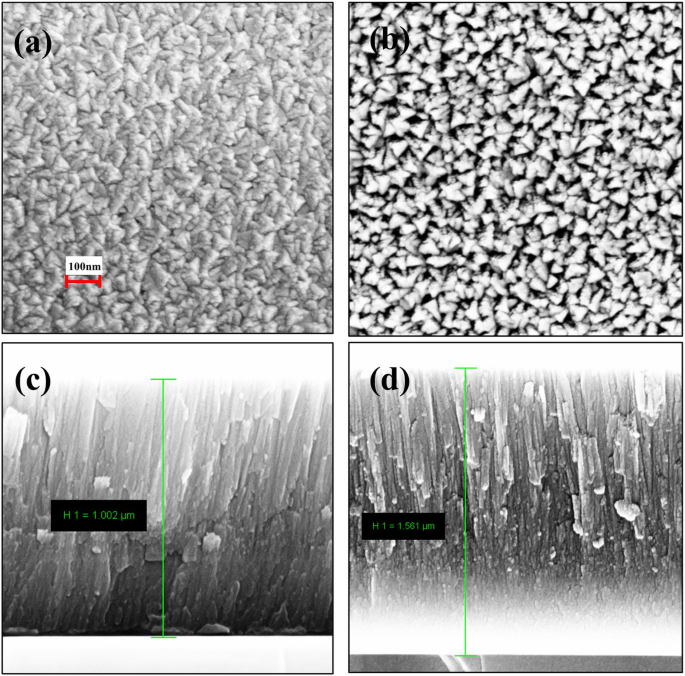
S3の平面および断面FESEM画像( a 、 c ; 15 sccm)およびS5( b 、 d ; 25 sccm)
さらに、さまざまな窒素ガス流量で堆積されたTi-Al-N膜の粗さを、AFMによって調査し、二乗平均平方根(RMS)粗さの値を図4にプロットします。粗さは最初に減少し、次に増加します。窒素ガスの流量を増やすと、15sccmで最小値3.932nmが得られます。一方、図4cに示すように、膨潤した粒子で満たされたS5サンプルのフィルム表面と、非常に深い粒子間の峡谷を見つけることができます。 S5の粗い表面は、結晶品質が低く、表面がまばらであることが原因である可能性があります。 Ti–Al–N結晶構造では、Al / Ti比も重要な要素であり、Al原子がTi原子の格子サイトを占め、格子欠陥を導入して微細構造と機械的特性に影響を与えます[18、22]。 EDSテストに基づいて計算されたAl / Ti比は、S1〜S5でそれぞれ1.66、1.54、1.43、1.60、および1.85です。優れた結晶品質と低いAl / Ti比は、1sccmで堆積されたTi-Al-Nサンプルの最も滑らかな表面に貢献します。 Al / Ti比が高いと、S5膜の格子歪み構造の欠陥が悪化し、表面粗さが悪化します。
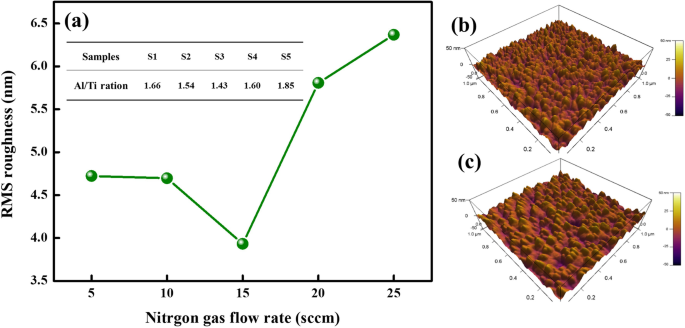
a 窒素ガス流量の関数としてのTi–Al–N膜のRMS粗さ値。挿入テーブルはAl / Ti比の値です。 b および c それぞれS3およびS5サンプルのAFM画像です
異なる窒素ガス流量でステンレス鋼基板上に堆積されたTi-Al-N膜の硬度を図5に示します。5、10、15、20、および25sccmで得られたTi-Al-N膜の硬度は次のとおりです。それぞれ33.1、33.3、34.6、29.1、および26.4GPa。低窒素流量範囲では、Ti-Al-N膜の硬度は従来のTi-N材料よりもかなり高くなります。 Ti-Al-Nの硬度の向上は、主に、Ti原子の一部の格子サイトを占めるAl原子が格子破壊を引き起こし、膜の内部応力を増加させるAl含有量の導入による微細構造の進化に起因します。さらに、RF-ICPIS技術はガスのイオン化温度を下げ、反応スパッタリング中のイオン化速度を上げることができるため、S1〜S5サンプルのAl / Ti比は従来のスパッタリングシステムで製造されたTi-Al-N材料よりも高くなります。金属粒子のスパッタリング収率を変換します[23]。格子歪みを誘発した高いAl / Ti比はまた、転位運動抵抗と困難な滑り運動を引き起こし、これは、低窒素流量で堆積されたTi-Al-N膜の優れた硬度性能に共同で寄与することができます。一方、結晶化の最適化と粒子サイズの縮小により、15sccmで最大34.6GPaまで硬度がさらに向上します。
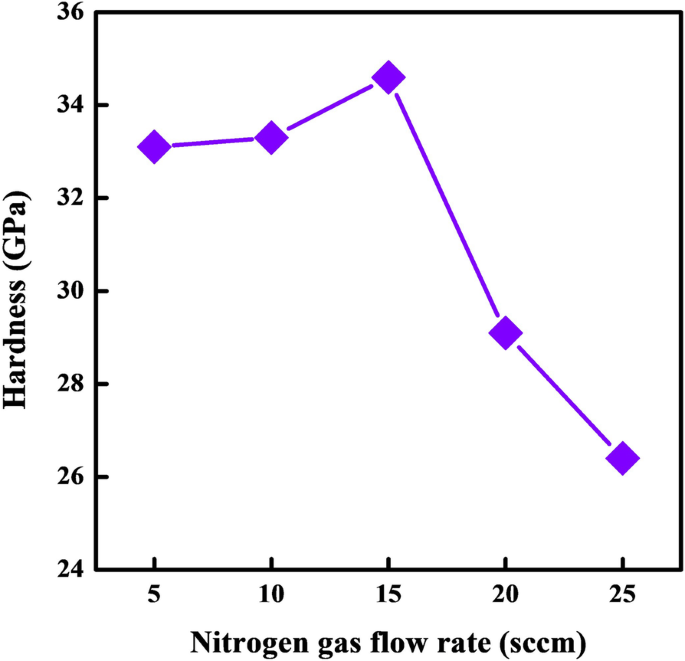
異なる窒素ガス流量で堆積されたTi-Al-N膜の硬度
また、ボールオンディスク摩耗装置によりTi-Al-N膜の摩擦特性を調べ、Ti-Al-N膜の平均摩擦係数を図6にプロットします。窒素ガスによる摩擦係数の変化流量はRMS粗さと同様です。明らかに、低窒素ガス流量で堆積されたTi-Al-N膜の滑らかな表面と高密度の断面ナノ構造は、表面のトライボロジー性能に有益です。一方、S1〜S3は、CS3よりも平均摩擦係数が小さくなっています(補足資料を参照)。
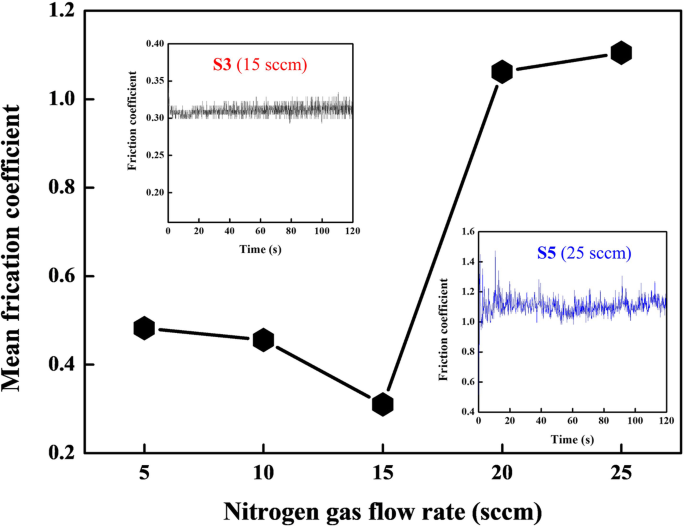
異なる窒素ガス流量で堆積したTi-Al-N膜の平均摩擦係数。インサートは、それぞれS3とS5の摩擦係数曲線です
結論
要約すると、異なる窒素プラズマ雰囲気で堆積されたTi-Al-N膜の微細構造と機械的特性が研究されています。 Ti-Al-N膜の元素含有量は、窒素プラズマ密度に大きく影響されることがわかります。低いプラズマ密度は、XRDスペクトルとFESEMによってサポートされているフィルムの結晶化品質と微細構造にメリットがあります。さらに、表面粗さ、硬度や摩擦係数などの機械的特性は、適切なプラズマ密度範囲でさらに最適化できます。高いプラズマ密度では、膜中の過剰な窒素含有量が準安定窒化物相を誘発し、微細構造の緩みと機械的性能の悪化の原因となる可能性があります。私たちの結果は、Ti-Al-N膜の堆積雰囲気に関連する成長メカニズムをさらに理解するための効率的な方法となるでしょう。
データと資料の可用性
すべてのデータは制限なしで完全に利用可能です。
略語
- RF-ICPIS:
-
高周波誘導結合プラズマイオン源
- DC:
-
直流
- EDS:
-
エネルギー分散型分光計
- XRD:
-
X線回折
- FESEM:
-
電界放出型走査電子顕微鏡
- AFM:
-
原子間力顕微鏡
- FWHM:
-
半値全幅
- RMS:
-
二乗平均平方根
ナノマテリアル
- MnХFe3−XО4スピネルの構造的および磁気的特性に及ぼす接触非平衡プラズマの影響
- 微結晶およびナノセルロースの構造と誘電特性に及ぼす水の影響
- Al2O3 / ZnOナノラミネートの形態的、光学的、および電気的特性に及ぼす二重層の厚さの影響
- 界面層の設計によるZnO膜の表面形態と特性の調整
- Cu / Ti3SiC2 / Cナノコンポジットの微細構造と機械的性質に及ぼすグラフェンとMWCNTの相乗効果
- 蒸発誘起自己組織化と強化されたガス検知特性によるワームホールのようなメソポーラス酸化スズの容易な合成
- 原子間力顕微鏡によるポリスチレン薄膜の接着力とガラス転移の研究
- 分子線エピタキシー法を用いたGeBi膜の作製と光学的性質
- Ag n V(n =1–12)クラスターの構造的、電子的、および磁気的特性の調査
- GeSiSnナノアイランドと歪み層を備えた半導体膜の形態、構造、および光学特性
- 天然および合成ナノ材料の電気化学的、生物医学的、および熱的特性の比較研究