


熱可塑性複合材料のレーザー支援テープ巻線の課題
熱可塑性複合材料(TPC)は、生産率を高め、軽量化を可能にする可能性が高いため、近年広く普及しています。 TPCで生産率を上げるために最も議論されているトピックの1つは、ファイバーとテープの自動配置(AFP / ATP)中のinsitu統合(ISC)です。
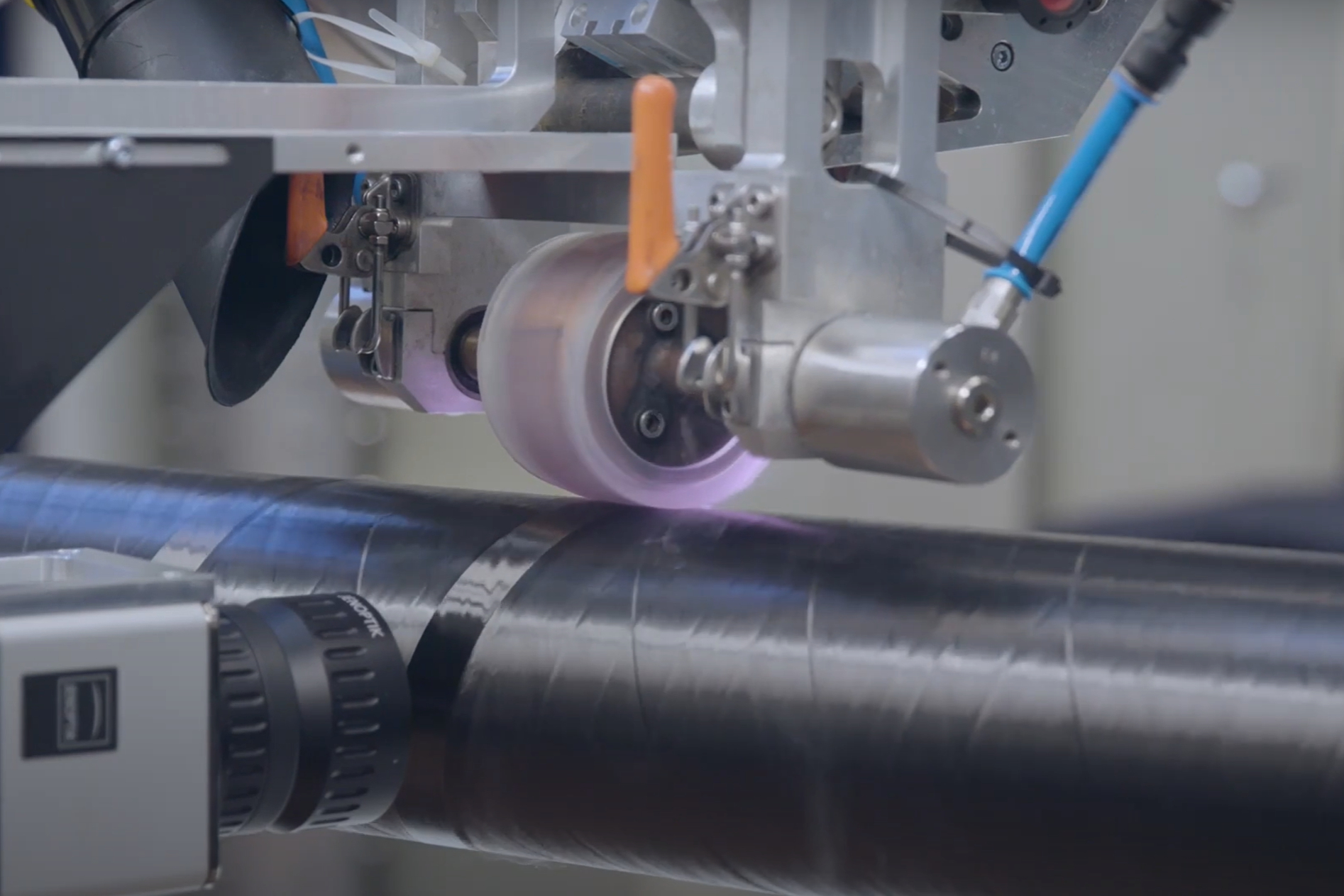
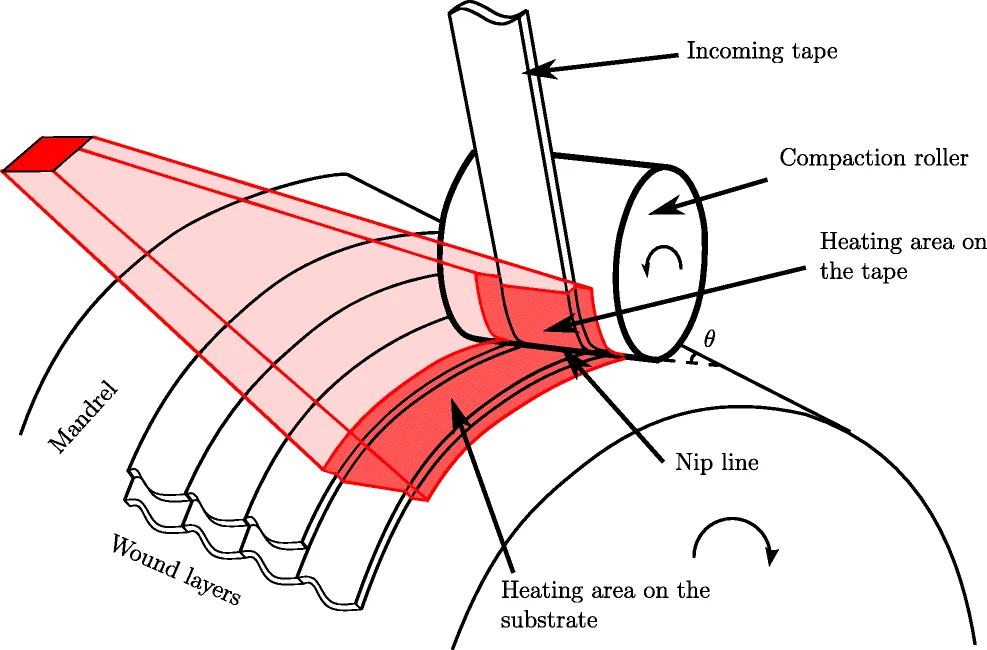
ISCは、実際にはチューブなどの拘束された構造で最初に実証され、オーバーラップされた圧力容器や貯蔵タンクに大きな可能性を提供し続けています。これらの構造は、レーザーアシストテープ配置(LATP)マシンと回転マンドレルで構成されるレーザーアシストテープワインディング(LATW)を使用して作成できます(図1)。
AFP / ATPヘッドはCNC6軸ロボットに取り付けられ、レーザーを使用して入ってくるテープと基板を加熱し、熱可塑性ポリマーを溶かします。次に、ローラーを使用してテープを基板に押し付け、層間の接着と固化を促進します。
ファーストプライ戦略
他の積層造形プロセスと同様に、LATWの最初の層は対処する必要のある問題です。金属製のマンドレル(アルミニウムが好ましい)で製造されたチューブの場合、巻き取り後のマンドレル抽出を検討し、離型剤を塗布する必要があります。
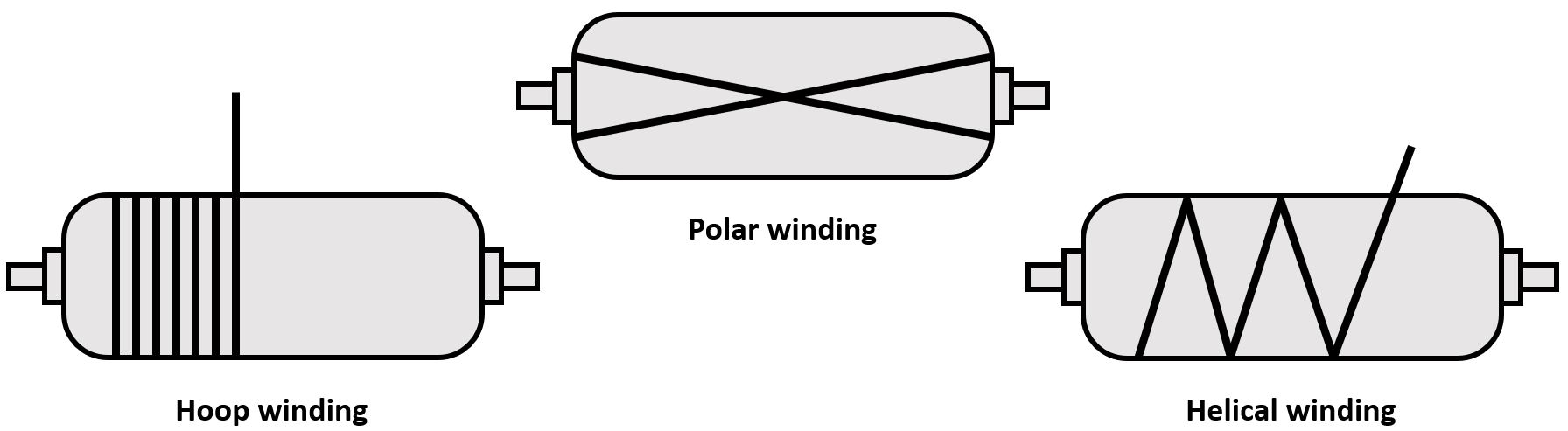
もう1つの考慮事項は固定です。フープ巻線が最初の層に適用される場合(らせん状または軸方向のレイアップではなく、図2)、粘着テープをコースの最初と最後に手動で配置して、入ってくるテープへの安定性と接着性を向上させることができます。らせん状または軸方向のレイアップが必要な場合は、滑りを防ぐために粘着テープを使用して、完全なテープリングをシリンダーの端に貼り付けて固定する必要があります。
タイプIV圧力容器(炭素繊維複合材のオーバーラップを備えたプラスチックライナー)の場合、またはプラスチックパイプをオーバーラップする場合、入ってくるテープはライナーに融合されます。これにより、粘着テープを固定する必要がなくなりますが、適切な接着を確保するには、プラスチックライナーとTPCテープのベースポリマーを同じにする必要があります。
プラスチックライナーの加熱で問題が発生する可能性があります。たとえば、レーザー加熱を吸収できない場合、または金属マンドレルを使用している場合は、レーザー角度を調整して、入ってくるテープを完全に加熱することを検討してください。言い換えれば、レーザーが間に分散されるように、通常の位置決めの代わりに 入ってくるテープと素材(図1)で、レーザーをより多くの方向に傾けます。 テープ。これにより、レーザーの反射が回避され、テープがより均一に加熱され、エネルギー消費が削減されます。
レーザーの分布はプライ角度や形状の変化によって変化します
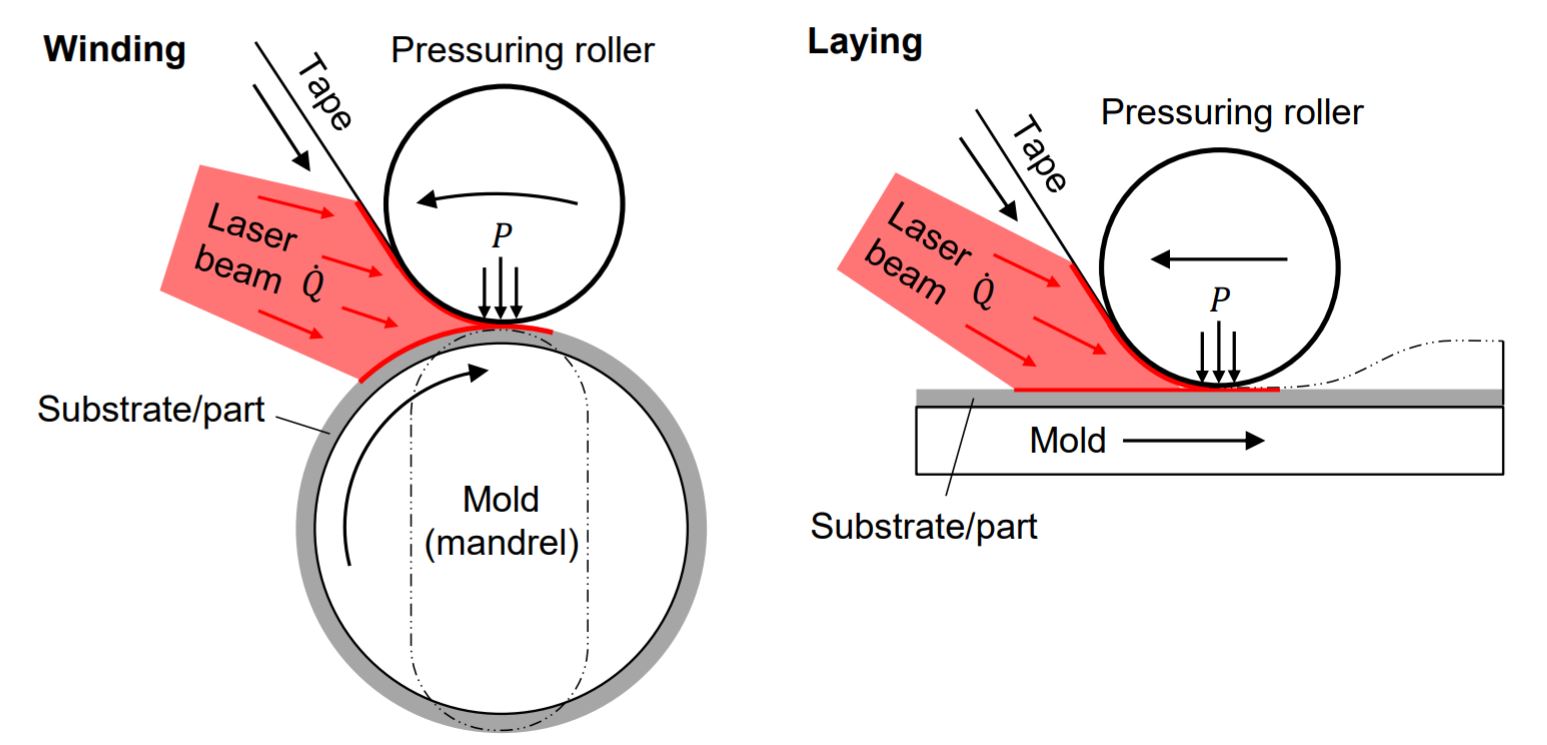
上記のように、通常、LATPおよびLATWプロセス中に、レーザーは入射テープと基板の間に分散されます。この分布は、半径の形状とレイアップの方向が一定の場合は一定です。ただし、考慮事項があります。たとえば、アキシャル 管状のマンドレル(図3の平らな型とほぼ同等)にレイアップすると、入ってくるテープは同じを受け取ります。 基板がより多くを受け取る間、フープレイアップと比較した放射線 フープレイアップよりもレーザープロジェクション。これは、大口径のチューブでは無視できることに注意してください。
加熱中、ポリマーの粘度が低下するため、温度とレイアップ速度(加熱時間)に応じて、熱可塑性テープが広がり、幅が広くなり、薄くなります。閉ループ制御を備えたシステムの場合—ここで温度 加熱領域で一定に保たれます—アキシャルレイアップはフープレイアップよりも幅の広いテープになります。または、一定の電力のシステムで 制御すると、軸方向のレイアップは低温下で発生するため、テープの幅が狭くなります。巻尺の不均一な変化は、ボイドの内容を増やす可能性のある望ましくないギャップやオーバーラップを引き起こし、引き起こす可能性があるため、これを理解して対処することが重要です。
チューブをラッピングする場合、半径の形状は一定ですが、エンドドームのために圧力容器をラッピングする場合、これは変化します。これらのドームに出入りする間、ロボットは速度を落とし、レーザースポットのサイズは基板上で減少します。どちらの動作も温度の急激な上昇を引き起こす可能性があり、その結果、セクションが薄くなったり、材料特性が異なったり、ポリマーが損傷したりする可能性があります。
もう1つの考慮事項は、巻き取り中に部品の繊維層が形成されるにつれて、巻き付けられるコアの寸法(これまでのところマンドレルとプライ)が変化していることです。したがって、レイアップ角度はギャップを避けるために調整する必要があります。マンドレルの直径を更新するソフトウェアを備えたLATP / LATWシステムは、一部のサプライヤから入手できる場合があります。そうでない場合は、巻線を手動またはインライン検査システムで検査し、必要に応じて修正する必要があります。
上記の考慮事項に対処することは役立ちますが、ギャップ、オーバーラップ、厚さのばらつきなどの欠陥を100%排除することはできません。したがって、巻線プロセスは、不要なコストを追加する可能性のある「完璧な部品」を追求するのではなく、部品の設計許容値を達成するように開発する必要があります。
機械的特性、層間接着、結晶化度の最大化
熱管理は、熱可塑性マトリックスの適切な層間接着と完全な潜在的結晶化度を達成するための重要な要素です。最初の層は、ヒートシンクとして機能するマンドレルの近くにあります。これにより、分子の相互拡散が防止され、層間の接着性が低下し、結晶化度が低くなり、ボイド含有量が高くなる可能性があります。この課題を克服するには、レイアップ速度を下げ、温度を上げ、レーザー角度を調整して、分子拡散を確実にするために加熱時間を長くすることを検討する必要があります。
ただし、これは完全な結晶化度を保証するものではありません。これは、分子拡散(冷却中に溶融後に分子の再絡み合いを再形成する)が、分子が整列して規則正しい結晶構造を形成する結晶化よりもはるかに高速なプロセスであるためです。製造される部品が薄い場合(約2ミリメートル未満)、より多くの圧密パスを受け、マンドレルへの熱損失が少ない厚い部品よりも結晶化度が低くなることが予想されます。薄いとの両方 厚い部品の場合は、最初のプライのレイアップ速度を遅くすることを検討してください。
完全な結晶化度に達するには、次のことを考慮してください。
- 巻き取り後、熱可塑性マトリックスT g の間の温度でアニーリング(ヒートソーク)します。 (ガラス転移温度)およびT m (溶融温度)。経験則として、2つの温度の中間が最速の結晶化速度を提供します。
- 初期層の結晶化度を促進する加熱マンドレルを使用します。これは常に可能であるとは限らず、より高価になる可能性があります。加熱されたマンドレルが の場合 使用する場合は、マンドレルが熱膨張する可能性があることを必ず考慮してください。
- 統合のためのプログラムパス—言い換えると、テープが入っていないが、レーザーが基板に完全に投影されているワインディングパスが含まれます。これは主に、パスの数が少ない後者の層で行われますが、層間の接着を改善するために最初の層でも行うことができます。
テープの寸法–設計の柔軟性と生産率
巻尺は、巻尺の重要なパラメータです。明らかに、サプライヤーから一定のテープ幅と厚さを受け取ることで、再現性のある均一な製品が可能になります。ただし、テープの寸法も設計の柔軟性を定義します。たとえば、管状マンドレルに軸方向のレイアップを使用する場合、テープの幅は、マンドレルの曲率に適合するように十分に狭くする必要があります。マンドレルの直径が大きいほど、使用できるテープの幅が広くなります。幅の広いテープはスループットが速いことを意味し、幅の狭いテープは曲率の変化に準拠し、操縦しやすいため、設計に適しています。
LATWにはさらに多くの問題と課題がありますが、優れた部品が可能であり、複合チューブとタンクが水素やその他のガス貯蔵用途に使用されるため、この製造方法は進歩し続けます。
作成者について

イェヒエルシャハム
Yehiel Shahamは、イスラエルの大手プラスチックおよび防衛企業からの熱可塑性プラスチックの開発と製造で12年近くの経験を持つプラスチックおよびポリマーエンジニアです。 2016年から2020年の間、彼はRAFAELで熱可塑性複合材料(TPC)のリードエンジニアを務め、TP-AFPを専門としていました。現在、彼はイスラエルの産業でTPCを促進することを目指しています。
樹脂
- コベストロは熱可塑性複合材料への投資を強化
- PPSベースの炭素繊維熱可塑性一方向テープ
- Fraunhofer IPTは、水素貯蔵、エンジンブレードなどの熱可塑性複合材料を開発しています
- Oribi Compositesの熱可塑性複合材料:CWトレンド、エピソード4
- RECONTRASプロジェクトは、マイクロ波とレーザー溶接を使用してリサイクル可能な複合材料を取得することを検証します
- OTOMcompositeは、レーザー支援テープの配置と巻き取りを使用して、Composites4.0を作成するためのソフトウェアを開発しています
- 熱可塑性複合材料の熱成形のトラブルシューティング
- ACMAが熱可塑性複合材料会議2020プログラムをリリース
- INOMETA新しいレーザ支援テープ巻き取り技術に投資
- 熱可塑性複合材料:風光明媚なビュー
- 熱可塑性複合材料の溶接