


次世代のテーラードコンポジットの磁気3D印刷
Fortify(米国マサチューセッツ州ボストン)は、Josh Martin(FortifyのCEO)とボストンのノースイースタン大学のDAPSラボのディレクターであるRandall Erbによる複合3D印刷の研究に基づいて、2016年に設立されました。 (Erbは、Boston MaterialsとFortifyの両方の共同創設者でもあります。)彼らの目標は、最適化された微細構造を備えた複合材料の迅速な製造を可能にすることでした。彼らが開発した特許取得済みのFluxprintテクノロジーは、磁場とデジタルライトプロセッシング(DLP)を使用しますが、高充填樹脂システムを使用して、高解像度の3Dプリント複合部品でカスタム微細構造を生成します。
フラックスプリントとDLP
DLPとステレオリソグラフィー(SLA)はどちらも、現在、最高の部品の複雑さと精度を提供する3D印刷技術と見なされています。どちらも、通常エポキシまたはアクリルとメタクリルモノマーを含む感光性樹脂を硬化させるために、光(通常は紫外線(UV))の使用に依存しています。光はデジタルでシステムのタンク内の樹脂を照らし、各層の形状やパターンを作成します。製造プラットフォームは各レイヤーの後に移動し、次のレイヤーを印刷して、完成したソリッドパーツに進むことができます。
DLPプロジェクターとSLAは、1980年代の3D印刷の始まりにまでさかのぼります。 DLPプリンターは、実際のライトプロジェクターを収容しているため、大きくなる傾向があります。ほとんどのSLAおよびDLPマシンは熱硬化性ポリマーを使用していますが、EnvisionTECは熱可塑性プラスチックも使用できるプリンターを製造しています。どちらも伝統的に補強なしのニートポリマーを使用してきました。
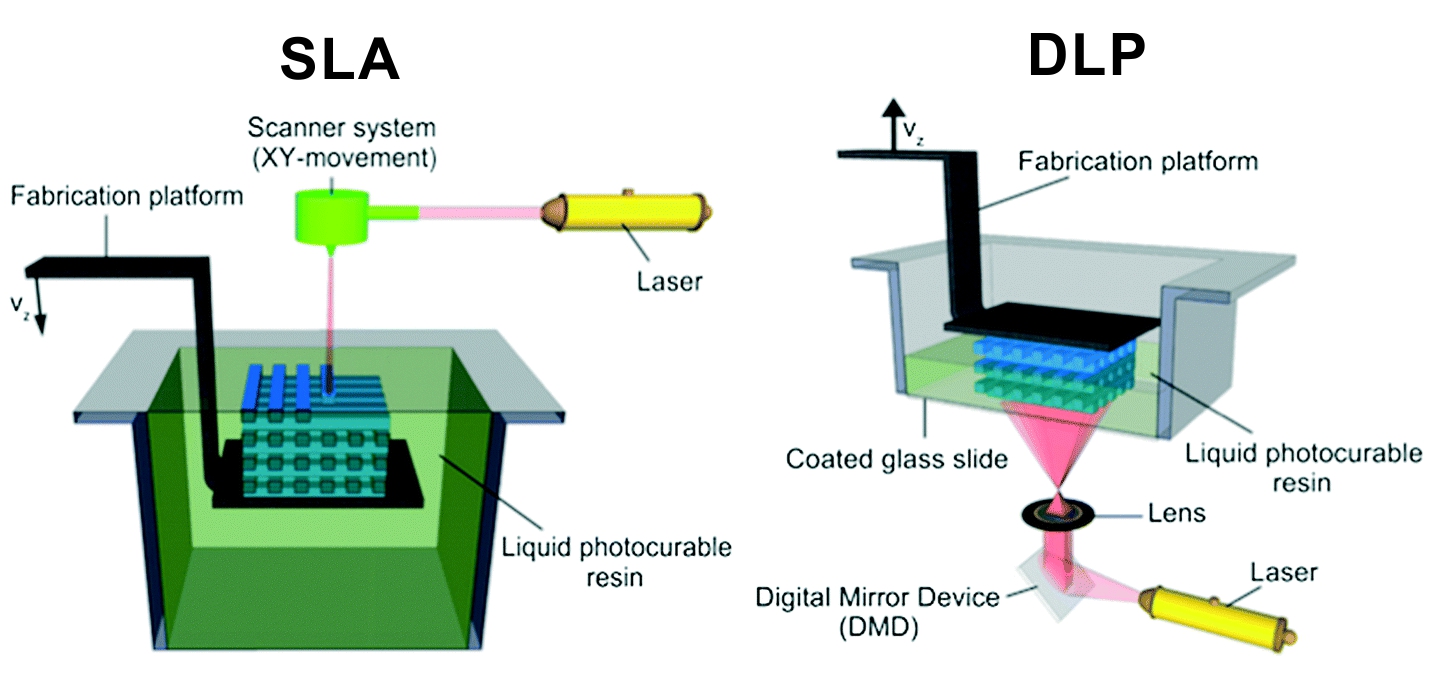 DLPとSLAの比較。ソース|英国王立化学会およびRicardoPiresによる「DLPvsSLA – 3D Printing Technologies Shootout」、all3DP.com
DLPとSLAの比較。ソース|英国王立化学会およびRicardoPiresによる「DLPvsSLA – 3D Printing Technologies Shootout」、all3DP.com
「DLPプラットフォームは十分な生産速度と品質を実現できます」とFortifyのCEOであるJoshMartinは述べています。「しかし、機械的特性は常に課題でした。私たちの中心的な論文は、性能の段階的な変化は高分子化学だけでは達成されないというものです。ただし、高解像度の添加剤業界で複合材料の独自の特性を活用することは、ゲームチェンジャーになります。」
彼は、Fortifyは、独自の添加剤を使用し、印刷物内のこれらの特性を向上させる添加剤の配向を制御する、高度に充填された工業用樹脂のUV硬化を専門としていると説明しています。フィラーには、ガラス、カーボン、セラミックファイバー、および粒子が含まれます。テクニカルレジンには、アクリレートおよびメタクリレートベース(PMMA)またはエポキシベースのカチオンベースが含まれます。これは、マーティンがコーティング業界にとってより一般的であると説明しています。世界中のトップ樹脂メーカー(BASF、DSM、デュポンなど)は、添加剤の特性を向上させるために多額の投資を行っています。 Fortifyは、これらの進歩の中から最良のものを選択して、強化技術を追加することができます。
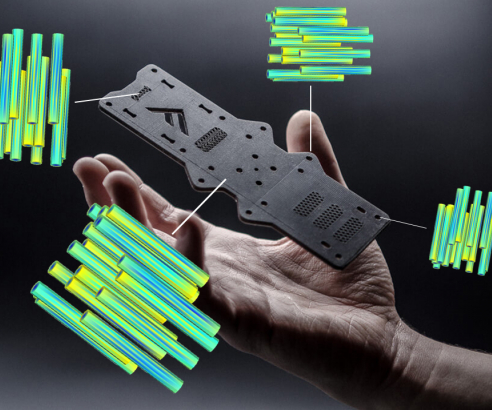
繊維配向の制御は、磁場を使用して行われます。 Fortify 3Dは、Fluxprintテクノロジーを使用してパーツを印刷するため、パーツの負荷要件を満たすために、ファイバーがボクセルごとに磁気的に整列されます。 (上のビデオの実際のプロセスを参照してください。)セラミックやガラスの粒子や繊維などの非磁性強化材料の場合、独自の磁気標識技術を使用して、磁性応答性と互換性を持たせる方法でフィラーをコーティングします。樹脂。
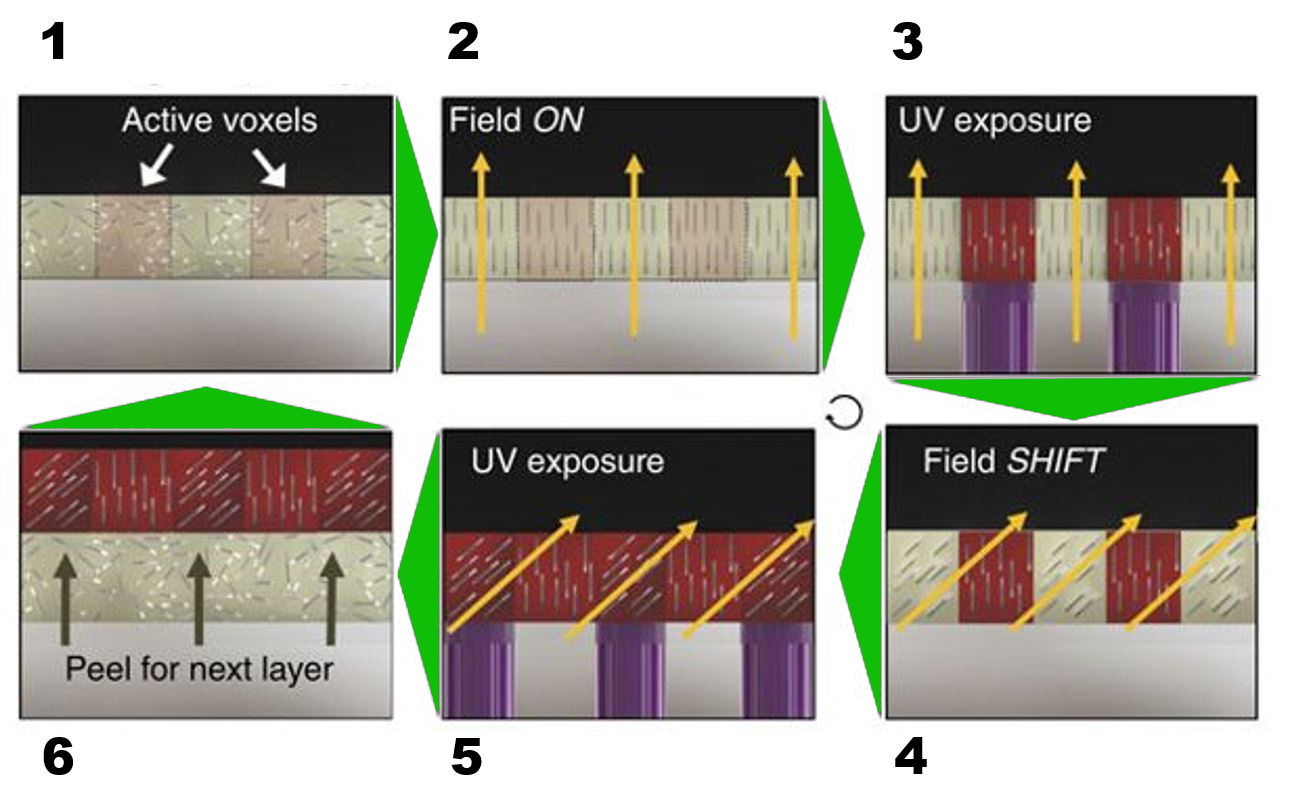
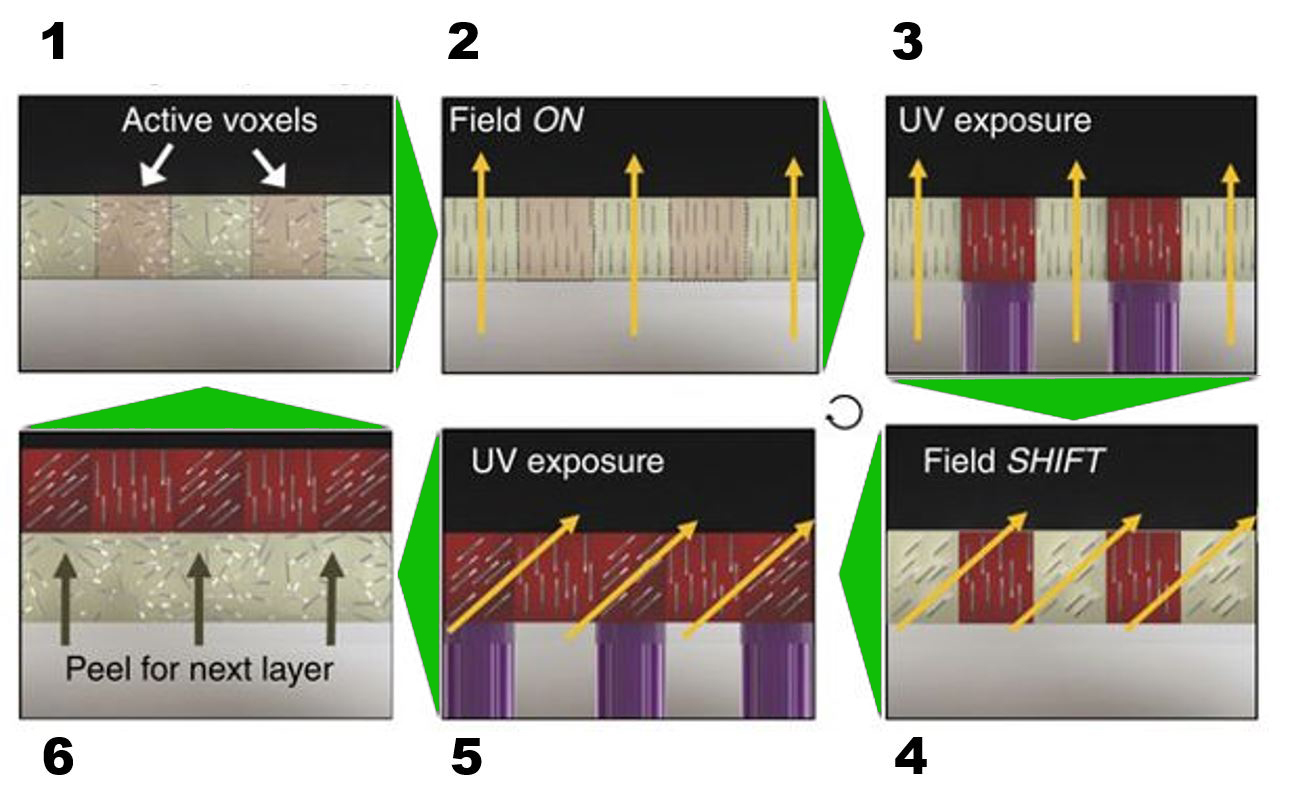
Fluxprintプロセスは上の画像に示され、次のように説明されています。
- 補強材がランダムに配置された状態で、飼料材料の層がビルドエリアに供給されます。
- 磁場を適用して補強材を位置合わせします。
- アクティブなボクセルはUV光にさらされ、それらのボクセルの補強方向を固定します(現在は赤で表示されています)。
- 磁場をシフトして、補強の新しい方向を設定します。
- UV露光ステップを繰り返して、次のボクセルセットの方向を修正します(必要に応じて繰り返します)。
- ビルドプレートは、次の印刷層に未硬化の飼料材料マトリックスを取り込むように調整されます。
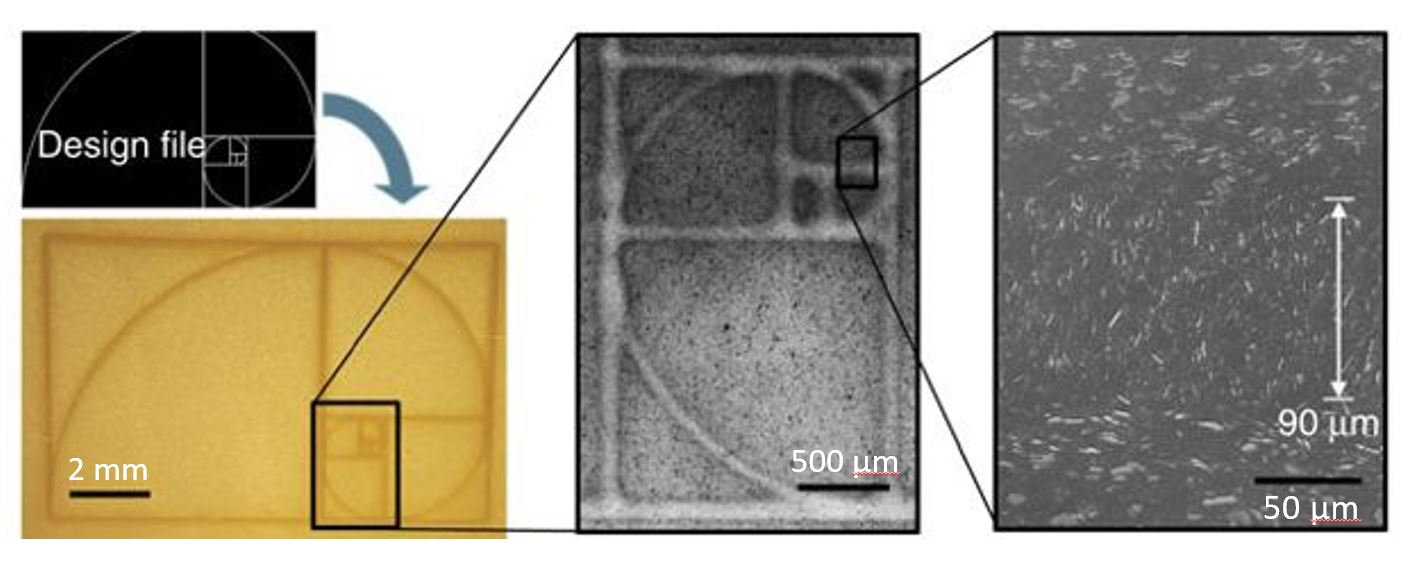
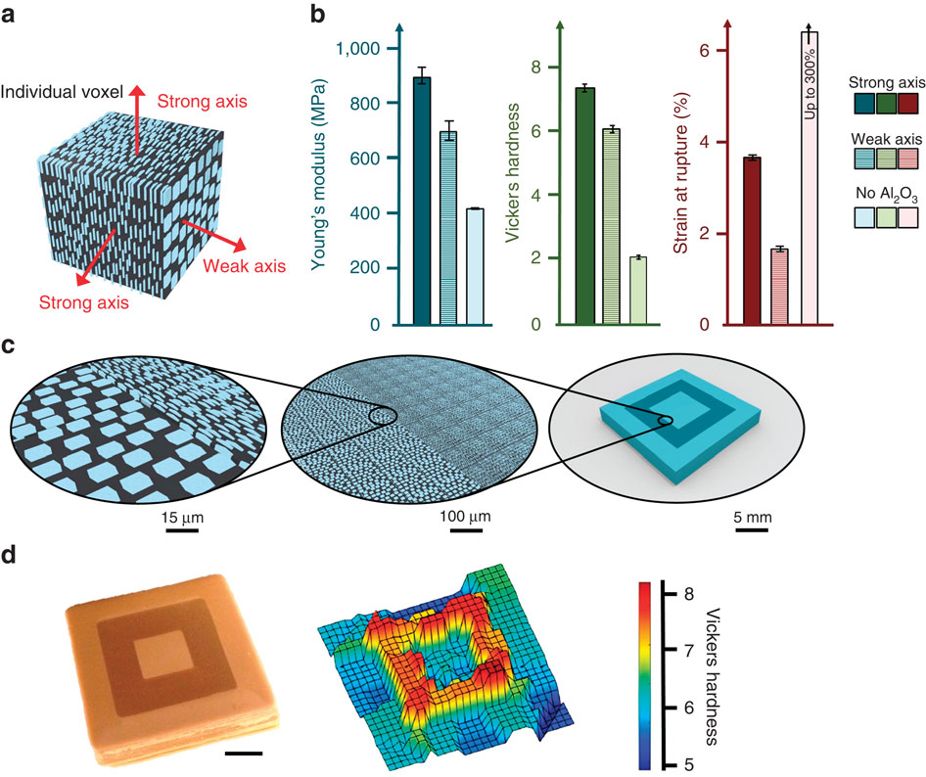
Fluxprintテクノロジーにより、印刷プロセス中の繊維配向のボクセルレベル制御が可能になります。ソース| Joshua J. Martin、Brad E. Fiore、Randall M. Erb、 Nature Communications による「3D磁気印刷によるバイオインスパイアード複合補強アーキテクチャの設計」 第6巻、記事番号:8641(2015)。
ボクセルごとの理由
「すべての形状には固有のひずみと応力の状態があります」とMartinは説明します。 「ほとんどの複合材料は、これを説明するために手作業で製造されています。プロセスをデジタル化しています。たとえば、UAVフレームを適切に補強できれば、使用する材料を減らすことができます。重力に逆らって機能するアプリケーションは、基本的にこれから恩恵を受けます。」
ボクセルごとの印刷も本質的に高解像度です。 「これはこれまでで最高の解像度の複合材料製造プロセスです」とマーティン氏は述べ、非強化または粉砕された繊維強化プラスチックフィラメントを溶融してプリントベッドに堆積させる溶融堆積モデリング(FDM)の解像度は数百にのぼります。 Fluxprintは数十マイクロメートル以内です。 「つまり、これは桁違いの改善であり、肉眼で認識できる範囲を超えて領域に入ります。この種の解像度は、さまざまな最終用途の部品にとって非常に重要です。」

FortifyのFluxprint磁気3D印刷技術は、射出成形ツールの「ペグ」突起を強化するように繊維を配向させることができます。ソース|要塞化。
「従来の機械加工された金属よりも大幅に安価で、短時間で納品でき、従来の機械加工では実現できなかった機能を提供する射出成形ツールを提供しています」とマーティンは続けます。 「1人の顧客は、アルミニウムから機械加工された年間12の異なる設計を繰り返します。市場投入までの時間を大幅に短縮し、数か月で12以上のデザインを作成しました。数週間で設計から棚の部品に移動できるようになりました。」もう1つの利点は、「ペグ」と呼ばれる予測を強化できることです。これらの高アスペクト比の押し出しは、しばしば引き出されます。補強は、厳しい公差を保ちながら、それを防ぎます。
CWの姉妹誌であるAdditiveManufacturingで、射出成形工具におけるFortifyの利点について詳しく読む。
オープンマテリアル、新しい開発
Fortifyはオープンマテリアルアプローチを追求しています。 「私たちは、添加剤の範囲内での成長と探索に対する顧客の能力を制限したくありません」と、アプリケーションのFortifyVPであるKarloDelosReyesは説明します。 「私たちは、オープンイノベーションを採用することで、お客様に柔軟性と入手可能な最高の素材を保証します。」
「私たちはポリマーの大手メーカーと提携し、添加剤の表面化学を調整しています」とマーティンは言います。彼は、各フィラーには、耐摩耗性、温度での性能などに関して独自の長所と短所があると述べています。「繊維の場合、長さは用途に応じて数µmから数mmの範囲です。表面の解像度が必要な場合は、より短い長さの添加剤をより高い割合で使用します。より粗い表面を提供できるが、引張強度を最適化したい場合、たとえば、より長い繊維添加剤を使用します。」
Fortifyの戦略の1つは、業界のリーダーやサプライヤーと提携して専門知識を活用し、アイデアの相互受粉を可能にすることです。 Fortifyは最近、DSM Additive Manufacturing(Hoek van Holland、オランダおよびElgin、IL、米国)とのパートナーシップを発表し、Fortifyの印刷システムで使用される高性能複合材料を開発して機械的および温度性能を拡張しました。 「彼らは私たちの樹脂パレットを拡大します」とマーティンは言います。「そして私たちは彼らと協力して最先端の樹脂を開発することに興奮しています。」

Fluxprintで作られたガラス繊維強化複合部品。ソース|要塞化。
Z方向の補強と用途
Fluxprintはまだレイヤーごとに印刷しています。では、z方向の補強を実現することは可能ですか? 「2ミリメートルの長さの繊維を印刷している場合、それらをz方向に配置することはできません」とMartin氏は言います。 「しかし、短くなる可能性があります z方向への繊維。 複数の長さのスケールを検討しています 将来的には、最適化された荷重伝達のために開発されることがわかります。」
Fortifyは、プロペラを含むUAVの部品をすでに製造しており、航空宇宙でこのようなアプリケーションをさらに多く見ています。 「私たちは小さなビルドエリアを持っているので、より小さな部品量に簡単に対応できるアプリケーションに焦点を合わせています」とマーティンは言います。 「これは成熟したエコシステムですが、高温と公差での機械的特性に新しいレベルのパフォーマンスを提供します。」彼は、部品の熱たわみ温度を改善できると述べています。 また、自動車には、160°Cの温度にさらされているときに強度と剛性を提供する必要のあるボンネット下の部品が数十個あると説明しています。 「このような複雑な形状の部品 私たちの技術を使った3Dプリントに適しています。 PEI(ポリエーテルイミド)から部品を成形および機械加工する現在の方法と比較して、より高い性能、より短いリードタイム、および低コストの高い可能性を提供します。 。」
射出成形用の金型、治具、固定具などの工具も現在の市場です。 「繰り返しになりますが、当社の部品はより剛性が高く、強度が高く、耐熱性が高く、使用中の寸法精度を維持しています」とマーティンは言います。 「しかし、彼らの本当の価値はではなくにあります。 EDMマシンを使用する場合に必要なものなど、重要な後処理が必要ですが、CNCフライス盤を含むこれらの従来の方法で製造された固定具の品質と一致します。」
ソース|マルチメカニックス
次世代のマルチスケール、多機能複合材料の進歩
Fortifyは、先端材料のマルチスケールモデリングおよびシミュレーションソフトウェアの開発者であるMultiMechanics(オマハ、ネブラスカ州、米国)と提携しています。このパートナーシップは、いくつかの理由で興味深いものです。まず、Fortifyは、MultiMechanicsの主力製品であるMultiMechを使用して、部品の性能を予測します。 印刷する前に、デザインと繊維配向を最適化します。したがって、MultiMechは、閉ループ反復設計のフィードバックを提供するように機能します。 、ユーザーがFluxprinted複合部品をより迅速に調整および最適化できるようにします。 FortifyとMultiMechanicsは、 MultiMechをFortifyのINFORMに統合することも計画しています。 ジェネレーティブデザインおよび印刷制御ソフトウェア。したがって、設計から仮想テスト、印刷まで、すべての機能が単一のデジタルストリーム内で制御されます。
2つ目のポイントとして、MultiMechanicsがMultiMechソフトウェアを通じて提供しているものを理解することが重要です。
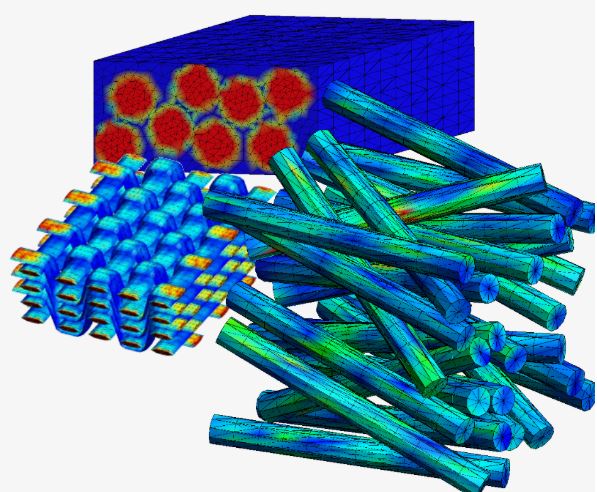
- マルチスケール有限要素解析 、実質的に無制限の数のスケール(ナノ、マイクロ、プライ、ラミネート、パーツなど)のモデリングを含みます。
- 自動生成 複雑な3D有限要素微細構造のモデリング、および連続およびチョップドファイバー、粒子、ボイド、フォーム、ファブリックなどを含む、ほぼすべての材料微細構造のモデリング。
- マイクロスケール構成要素のモデル効果、含む 相互作用 、体積分率、分布と方向、さらにインポート p プロセスによる変動 プログラム(Moldex3D、Moldflowなど)から。

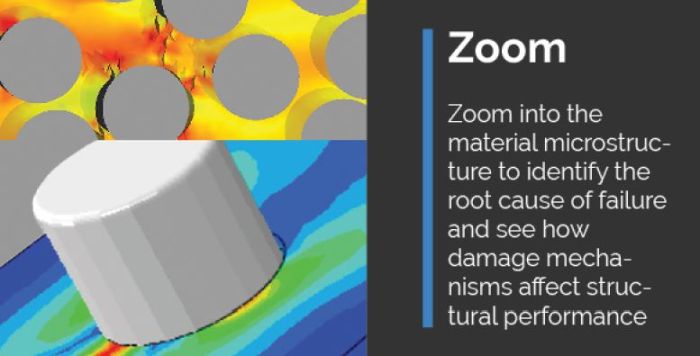
- 製造のばらつきが部品の性能にどのように影響するかを分析する da を実行します メイジモデリング マイクロクラックからマクロクラックへのマルチスケール遷移を含みます。
これは、マーティンとエルブが最初にFortifyを始めた理由にまでさかのぼります。彼らの2015年の記事、「3D磁気印刷によるバイオインスパイアード複合補強アーキテクチャの設計」では、次のように述べています。
MartinとErbは、マルチスケールの複雑なアーキテクチャに編成された不連続繊維と強化粒子を利用する天然複合材料について説明しています。 それらの構成要素に対して優れた特性を達成するため。 2017年のQunfengChengによる例 MaterialsToday 記事はアワビの殻の真珠層です。 95 vol%の無機アラゴナイトと5 vol%の有機タンパク質マトリックスで構成される真珠層の破壊靭性 3,000倍高い アラゴナイトよりも。 Cheng氏は、これは機械的特性の「増幅効果」を示しており、従来の複合材料の混合規則をはるかに超えていると述べています。 。
2018年の Advanced Materials 記事「バイオインスパイアード構造を設計および最適化する方法としての積層造形」では、著者のAudrey Velasco-Hogan、Jun Xu、Marc A.Meyersが階層構造を主張しています。 真珠層、骨、竹、甲殻類の貝殻などの素材が印象的な組み合わせを可能にします 強度、弾性率、軽量、靭性、耐疲労性に優れています。それらの構成粒子/フィラメントおよびマトリックスは、各レベルで異なる方法で編成されています (たとえば、ナノ、マイクロ、メソ、マクロ)、各レベルでプロパティを変更します(つまり、マルチスケール複合材料)。 効率的なインターフェースと組み合わせると レベル間で、この階層構造は相乗的に機能して、亀裂の伝播を緩和し、靭性を強化します 硬度を維持しながら—約1世紀の試行の後、セラミックではまだ達成されていないことです。
コンポジットとINFORMの将来
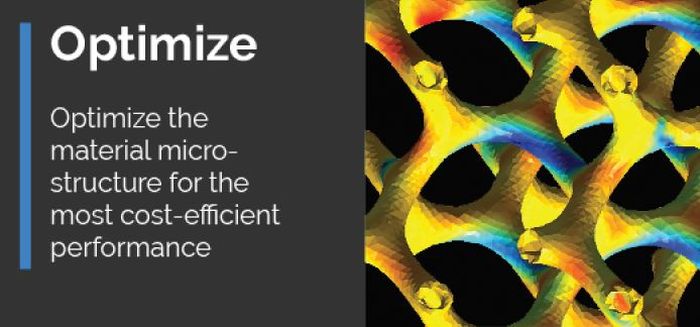
これがコンポジットの未来です。独自のプロパティを持つ階層コンポジットの設計 正確なアプリケーション向けに調整されています。そして、それはすでに急速に進んでいます。たとえば、シュトゥットガルトにあるドイツ航空宇宙センター(DLR)の構造設計研究所は、 MultiMechanicsとも提携しています 温度変化がセラミックマトリックス複合材料(CMC)の微細構造と材料の挙動にどのように影響するかを理解する 。この分析は、ロケット用のノズルや再突入車両用の熱保護システムなど、DLRの将来のCMCコンポーネントの生産にとって重要であると考えられています。 「過去10年間のMultiMechanicsでの私たちの仕事は、正確に微細構造の振る舞いをつなぐことに専念してきました。 全体的な部品性能とその製造への先端材料の 」と、MultiMechanicsの社長兼CTOであるFlavioSouza博士は述べています。 「MultiMechを使用すると、微細構造の亀裂をモデル化し、それらが複合部品全体にどのように影響するかを判断できます」と、DLRのセラミック複合構造部門のグループリーダーであるNerajJain氏は述べています。 「MultiMechとAbaqusやANSYSなどの他のFEAツールとの効率的な統合により、生産性が向上し、 CMC材料を仮想的に最適化するという目標に近づくことができます。 。」
これらのコンポジットが仮想的に最適化されると、印刷され、MultiMechがFortifyのINFORMソフトウェアに組み込まれます。このソフトウェアは、ジェネレーティブデザインバックボーンを介して有機的な負荷最適化アーキテクチャに対応しています。 。 (ソルベイの複合材料ビジネスユニットは、マルチメカニックスと3D印刷技術の両方にも投資していることに注意してください。)
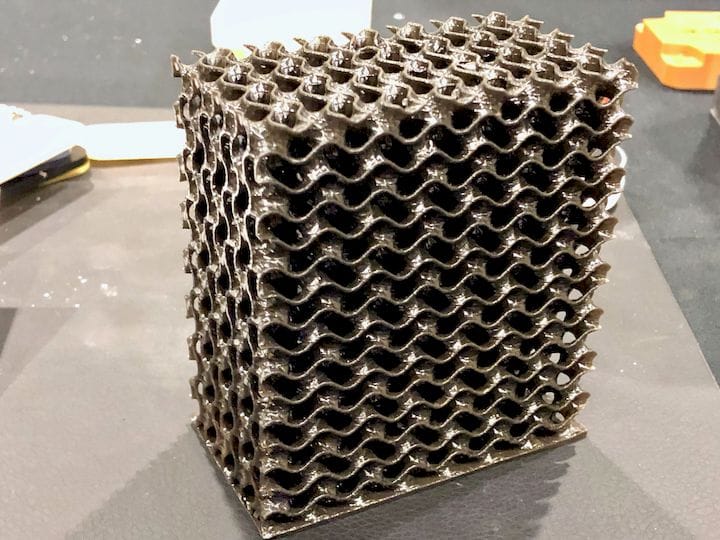
繊維強化格子、nTopologyによって提供された設計。ソース|要塞化。
「INFORMは を使用します 各部品の繊維配向を最適化する高度なアルゴリズム」とマーティンは説明します。 「従来、3D印刷ワークフローはデザインをスライスするためのSTLから始まりますが、私たちのワークフローは FEAから始まります (応力とひずみのあるモデル)次に、モデル化された設計を分離するボクセルと、繊維の方向を決定します。反復を進め、繊維を応力/ひずみ場のベクトルに合わせてから、その印刷の動作をシミュレートし、そのデータを使用して設計を改良および最適化し、微細構造のジェネレーティブデザインを実現します。 。」
最初だけ
これらの将来の複合材料には、さまざまな材料が含まれていることに注意してください。海軍研究所(NRL、バージニア州アーリントン、米国)は、ナノ粒子および/またはフィラメントを介した二次セラミック強化を備えたセラミックマトリックスを使用してCMCを開発しています。これらのCMCは、連続繊維強化を使用する場合もあります。言い換えれば、必要な靭性と調整された電気的および熱的特性を強化するために、各レベルで異なる構成要素とアーキテクチャを使用できます(たとえば、極超音速機では、ナノコンポジットに関する2019年7月の機能で詳細をご覧ください)。
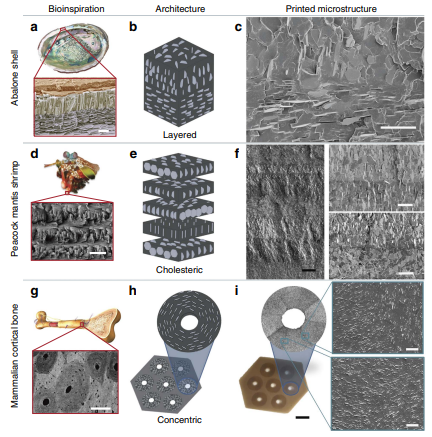
ソース|図3、Joshua J. Martin、Brad E. Fiore、Randall M. Erb、 Nature Communications による「3D磁気印刷によるバイオインスパイアード複合補強アーキテクチャの設計」 第6巻(2015年)。
階層型複合材料も、強化エポキシインクと熱可塑性ポリマーマトリックスを使用して印刷およびテストされています。これはおそらく、スタートアップとしてのFortifyにとって最大のメリットです。将来の複合材料を準備するだけでなく、すでにそれらを設計および製造しています。そして、それがすでに達成したことは印象的ですが、それはほんの始まりに過ぎません。
樹脂