


3D印刷のサポート:テクノロジーの概要
3D印刷された部品はレイヤーごとに構築されるため、構築する前のレイヤーが必要です。特定の3D印刷技術と、3Dモデルの複雑さによっては、これは3D印刷にサポート構造が必要であることを意味する場合があります。
3Dモデルを印刷するテクノロジーを検討するときは、サポート構造と、それらが最終結果にどのように影響するかを検討することが重要です。支持構造は、除去するために後処理作業が必要であり、傷や表面粗さが生じるため、表面仕上げに影響を与えます。
この記事では、サポート、各3D印刷テクノロジーにサポートを実装する方法、およびサポートの使用が設計の意思決定プロセスにどのように影響するかについて説明します。
溶融堆積モデリング(FDM)は、溶融フィラメントを所定の経路に沿ってビルド表面に押し出します。材料が押し出されると、冷却されて固体表面が形成され、次の材料層を構築するための基盤が提供されます。これは、オブジェクトが完成するまでレイヤーごとに繰り返されます。
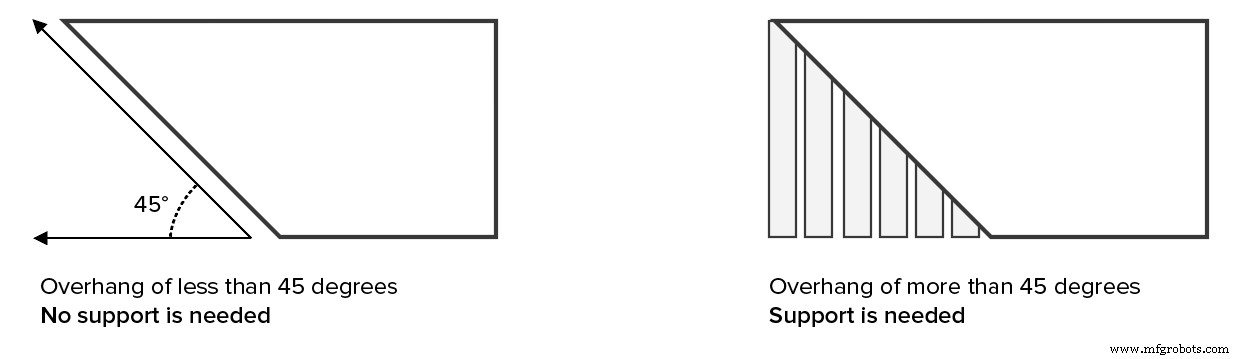
FDM印刷では、各層は、その下と周囲の糸に付着する加熱されたフィラメント糸のセットとして印刷されます。各スレッドは、前のレイヤーからわずかにオフセットして印刷されます。これにより、モデルを45度の角度まで構築でき、プリントを前のレイヤーの幅を超えて拡張できます。
フィーチャーが45°を超えるオーバーハングで印刷されると、フィーチャーがたるむ可能性があり、フィーチャーを保持するためにその下にサポート材料が必要になります。オーバーハングとFDMの詳細については、こちらをご覧ください。
この規則には例外があります:
高温の材料は、ブリッジングと呼ばれる方法で2点間を短い距離で伸ばすことができます。ブリッジングにより、サポートなしでたるみを最小限に抑えて素材を印刷できます。ブリッジの長さが5mmを超える場合は、通常、正確な表面仕上げを行うためにサポートが必要です。
ブリッジングとFDMの詳細については、こちらをご覧ください。
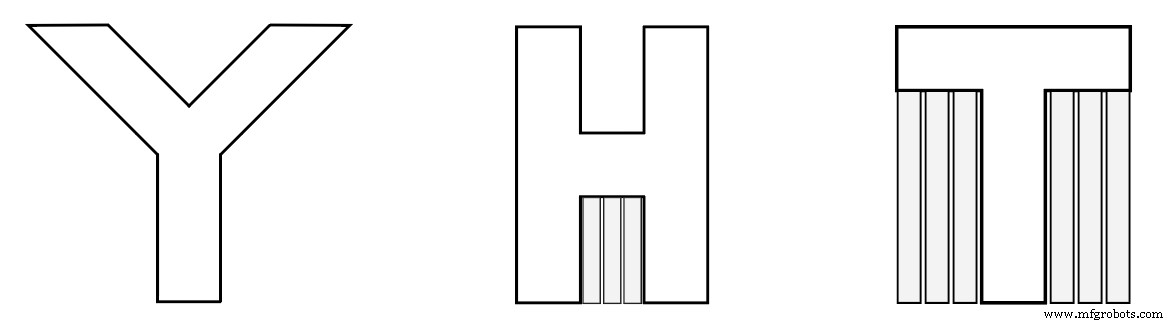
Y、H、Tの文字と、関連する3Dモデルのセットについて考えてみます。
下の画像は、サポート素材が薄い灰色で示されているYHTを示しています。
印刷したときのYHTの外観は次のとおりです。下の画像は、サポートなしで印刷されたTの結果を示しています。表面にはかなりのたるみがあり、クリーンアップするには大量の後処理が必要になります。
FDM印刷でサポートを使用する場合の制限の1つは、後処理が常に必要であり、サポートと接触している表面にマークや損傷が生じることです。
もう1つの問題は、サポートがソリッドレイヤーよりもわずかに静止していないため、サポートに印刷されたレイヤーの完全性が低下することです。
モデルを壊さずに、小さくて複雑な機能からサポートを削除することも難しい場合があります。
さらに、サポートには追加の印刷材料が必要であるため、追加のコストが発生します。また、サポートを削除する必要があり、3D印刷サービスプロバイダーの作業が増えるため、印刷ジョブの総コストも増加する可能性があります。
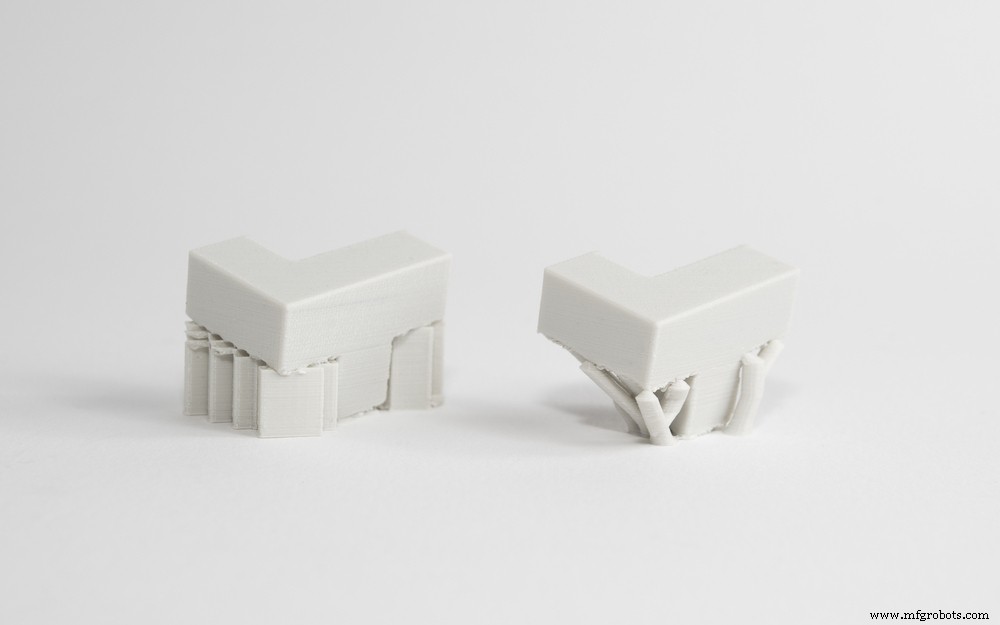
以下のアーチの例では、正確に印刷できるように、正しい場所に限られた量のサポートを配置するだけで済みます。
以下に示す「BallinaCube」は、大量のサポートが必要な例です。
この例でのサポートの取り外しは複雑であり、サポートの周囲の表面への損傷を制限しようとしながら、ラジオペンチで各サポート要素を取り外す必要があります。サポートを取り外した後の表面のサンディングまたはスムージングも非常に困難です。
サポート資料がなければ、このモデルは品質と精度を損なうことなくFDMで印刷することはできません。この場合、追加のコストと印刷時間にもかかわらず、使用される追加のサポート資料は、印刷を完了するために不可欠です。
FDM印刷方法では、次の2種類のサポートを利用します。
プリンタのオペレーターは通常、アプリケーションに最適なサポートの種類を指定するため、デザインへの美的影響を最小限に抑えることができます。
FDMのコストと材料のオプションについて知りたいですか?
すぐに見積もりを取得するすべてのFDM資料を見る
2つのプリントヘッドを備えた微調整されたプリンターでは、サポートマテリアルは、パーツから剥がれることなく、印刷されたモデルの主要なマテリアルに影響を与えない化学溶液に溶解する溶解可能なマテリアルで印刷できます。
これにより、サポートが主要な材料と接触している場合の表面仕上げが向上しますが、費用と時間がかかるソリューションになる可能性があります。
その一例がUltimaker3マシンで、印刷後に簡単に溶解できるPVAで印刷されたサポートを利用しています。すべての産業用FDMマシンは、溶解可能なサポートを使用しています。
ステレオリソグラフィー(SLA)とデジタルライトプロセッシング(DLP)は、光源を使用して液体材料を固化することにより、液体(フォトポリマー)樹脂から3Dプリントオブジェクトを作成します。
正確なプリンターの種類に応じて、これは、モデルが下部の半透明の窓(ボトムアップ)を介して光源によって固化されるときに液体材料を含むバットから引き出されるか、液体に沈められることを意味します最上層は上から(上から下に)光源によって処理されるため。
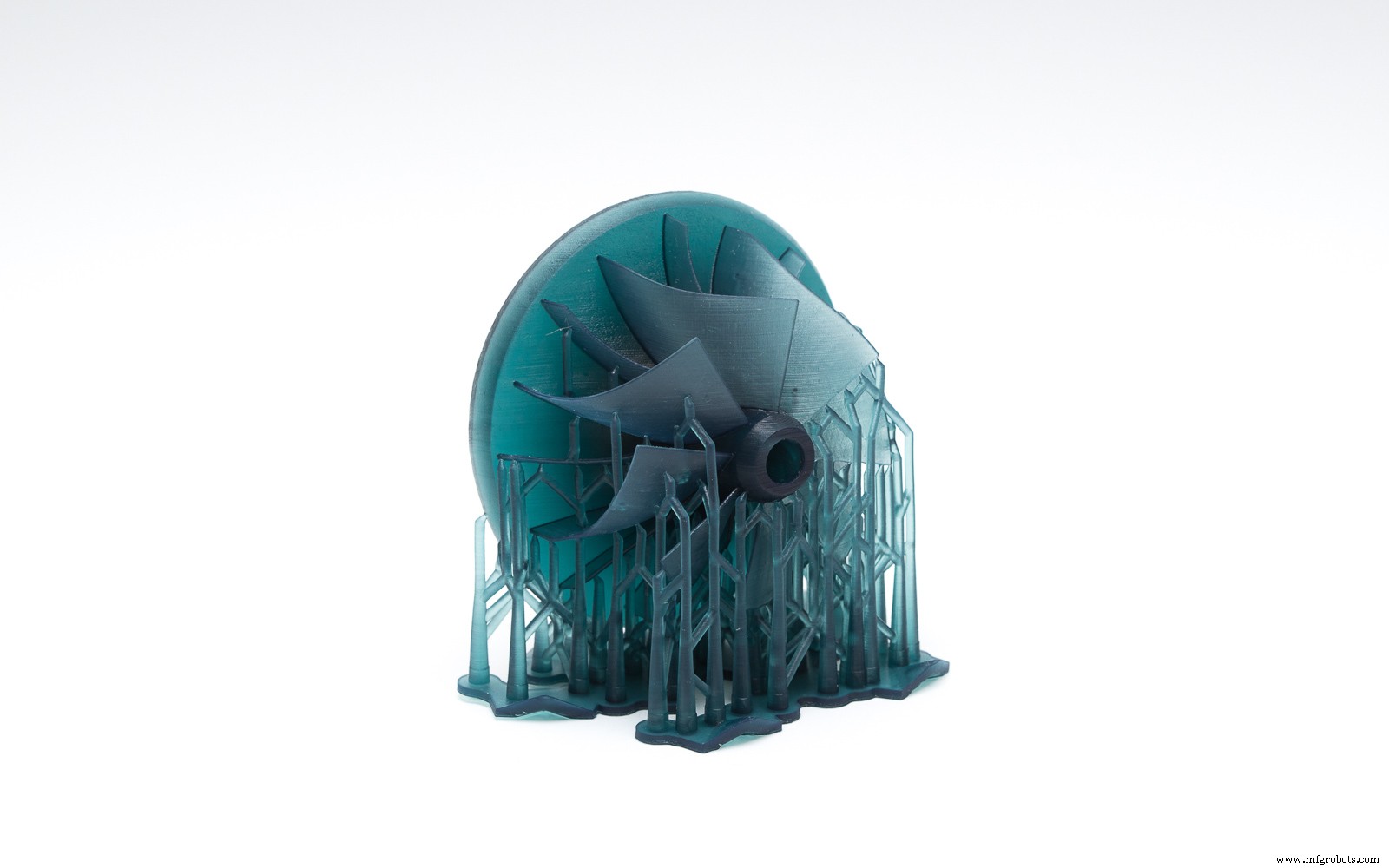
プリントがプリントプラットフォームに付着し、バット内で浮かないようにするために、SLAおよびDLPプリンターでは、ほとんどすべての場合にサポートを使用する必要があります。
これらのプリンターのサポート構造は薄いリブのように見え、材料と印刷時間を節約するために実際にモデルに触れるのは小さな先端だけです。サポートの数、サポートの位置、モデルに接触する場所、および構造はソフトウェアによって計算され、印刷されるパーツの形状、向き、および重量によって異なります。
SLAとDLPは最も正確なテクノロジーの一部であり、最小で最も複雑なオブジェクトでも正確な詳細で印刷できます。適切な後処理があれば、サポートの使用は印刷の品質に影響を与えません。
まず、イソプロピルアルコール(IPA)を使用して、完成した部品から液体樹脂を洗い流します。サポート構造は、モデルの表面から切り離すか、ペンチを使用して取り外すことができます。次に、サポートがオブジェクトと接触していた場所を研磨して、残っているマークをすべて取り除きます。
パーツの向きは、SLAおよびDLP印刷のサポートがどこにあるかで重要な役割を果たします。部品の向きを変えることで、サポートの量(したがって印刷のコスト)を大幅に削減できます。
オリエンテーションは、サポートが配置される場所でも重要な役割を果たします。コンポーネントの表面の美的外観が最も重要な場合は、その領域と接触するサポートがほとんどまたはまったくないようにパーツを方向付けることもできます。
非常に詳細で、多くの薄いまたは複雑な機能を備えた複雑なプリントの場合、プリントを別々のセクションに分割し、それらを(スナップフィット接続、インターロッキングパーツ、または接着剤を介して)組み立てることで、プリントの品質と外観を向上させることもできます。
SLA / DLPのコストと利用可能な材料オプションについて知りたいですか?
すぐに見積もりを取得するすべてのSLA資料を見る
マテリアルジェッティング(StratasysPolyJetおよび3DSystems MultiJet Modeling)テクノロジーはインクジェット印刷に似ていますが、インクの滴を紙に噴射する代わりに、これらの3Dプリンターは液体フォトポリマーの層をビルドトレイに噴射し、UV光を使用して即座に硬化します。
これらのプリンタでは、角度に関係なく、部品が張り出しているすべての場合にサポート材料を使用する必要があります。支持体は水溶性であるか、ペンチ、ウォータージェット、超音波浴、サンドブラストを使用した後処理中に除去されます。
FDMとは異なり、これらのテクノロジのサポートは、プリントの外観、表面品質、または技術的特性に悪影響を与えることはありません。適切な後処理の後、サポートで覆われた部分を残りの印刷物と区別することは事実上不可能です。
後処理中に使用される動力工具(ウォータージェット、サンドブラスター)により、モデルの複雑な部分が損傷したり曲がったりする可能性があります。問題を回避するために、必ずマテリアルジェッティングのルールに従ってください。モデルに複雑な部品と細いワイヤーがある場合は、代わりにSLS印刷をお勧めします。
選択的レーザー焼結(SLS)は、レーザーを使用してチャンバー内の粉末材料を溶融します。
SLSの場合、オブジェクトがレイヤーごとに構築されるときにパウダーがサポートとして機能するため、サポート構造は必要ありません。これにより、設計の自由度が大幅に高まりますが、通常、パーツの印刷にかかるコストと時間が増加します。 SLSは、ビルドチャンバーが冷却するのに時間がかかり、プリントのクリーニングには、通常はエアガンを使用した未溶融の粉末の除去を含む、複数のステップの仕上げプロセスが必要です。
SLSのコストと利用可能な材料オプションについて知りたいですか?
すぐに見積もりを取得するすべてのSLS資料を見る
バインダー噴射は、プリンターが粉末材料の薄層を使用してオブジェクトを構築するという点でSLSに似ていますが、層を一緒に焼結するレーザーを使用する代わりに、これらのプリンターはノズルから押し出された結合剤を使用して粉末を結合します一緒に。
SLSの場合と同様に、粉末はオブジェクトの作成時にサポートとして機能するため、サポート構造は必要ありませんが、印刷のクリーニングと後処理には、通常はエアガンを使用した未溶融の粉末の除去を含む多段階の仕上げプロセスが必要です。
金属印刷技術は、すべての場合において、構築プロセス中にモデルをベースプレートに固定するためにサポート構造を使用しますが、35度を超える角度のオーバーハングはサポートなしで構築できます。サポートが必要な場合は、アクセスしやすいことを確認することが重要です。そうしないと、後処理中にサポートを削除できないようにする必要があります。
サポートの使用は、印刷の品質にまったく影響を与えません。適切な後処理を行うことで、印刷されたモデルからすべてのマークを削除できます。
Metal 3D印刷のコストと利用可能な材料オプションについて知りたいですか?
すぐに見積もりを取得すべてのMetal3D印刷資料を見る FDMでのサポート
FDMでサポートが必要なのはいつですか?
FDMサポートのABC(またはYHT)


FDMサポート資料の欠点

FDM印刷にはどのくらいのサポートが必要ですか?


2種類のFDMサポート
SLAおよびDLPサポート構造
SLAおよびDLPでサポートが必要なのはいつですか?
SLAおよびDLPプリントからのサポート資料の削除

SLAおよびDLPでのサポートの設計上の考慮事項


SLSサポート構造


印刷技術 サポートが必要 FDM モデルの形状に依存 SLA&DLP 常に必要 マテリアルジェット 常にですが、溶解します SLS 決して バインダー噴射 決して 金属印刷 常に
3Dプリント