


3D印刷用語–究極の用語集
そこには無限の量の3D印刷用語があります。いくつかの用語は非常に一般的で頻繁に使用されますが、そうでないものもあるため、読んでいるときに用語に迷いやすくなります。そのため、3D用語に関する究極の用語集を作成することにしました。
この記事では、すべての3D印刷用語を簡単に紹介します。
フィラメントタイプ

ASA
アクリロニトリルスチレンアクリレート(ASA)は、もともとABSの代替品として作成されたフィラメントタイプで、耐候性が高く、反りが少ないものです。 ASAは耐紫外線性があり、剛性と耐衝撃性があるため、優れた機械的特性を備えています。これらの特性のため、ASAは主に屋外アプリケーションに使用されます。 ASAを使用した印刷は、有毒ガスが発生するため、換気の良い場所で行う必要があります。
ABS
アクリロニトリルブタジエンスチレン(ABS)は、最も古く、最も人気のある3D印刷フィラメントの1つです。耐熱性と耐久性に優れた低コストのフィラメントです。このフィラメントは十分な熱がないと大きな反りが発生しやすいため、ABSで適切に印刷するには、加熱されたプリントベッドまたは加熱されたチャンバーが必要になります。溶融プロセス中に発生する煙を避けるために、換気の良い場所で使用してください(関連記事)。
PETG
ポリエチレンテレフタレートグリコール(PETG)は、セミリジッド3Dプリントフィラメントです。 PETGで印刷されたオブジェクトは、光沢のある滑らかな表面仕上げになります。耐久性と使いやすさで知られるPETGは、PLAよりも柔軟性と耐久性があり、ABSよりも使いやすいため、PLAとABS(最も一般的に使用されるフィラメント)の中間に位置します。 PETGは吸湿性があるため、乾燥した涼しい場所に保管してください(関連記事)。
PLA
ポリ乳酸(PLA)は、3Dプリントで最も一般的に使用されるフィラメントです。 PLAを使用した印刷は、低温で溶け、反りの問題が最小限であるため、初心者に最適です。 PLAは耐熱性が低く、日光にさらされると変形する可能性があるため、屋外での使用は避けてください(関連記事)。
ナイロン
ナイロンは、丈夫で耐久性があり、柔軟性のあるタイプのフィラメントです。一部のプリンタは、ナイロンで印刷できるようになる前にアップグレードが必要になります。これは、反りを発生させずに正常に印刷するには、高い印刷温度と加熱されたベッドが必要になるためです。ナイロンは、吸湿を防ぐために気密バッグに保管する必要があります。そうしないと、フィラメントの湿気が印刷の欠陥につながる可能性があります。
ヒップ
ハイインパクトポリスチレン(HIPS)は、主に、デュアル押出プリンターでABSと組み合わせて溶解可能なサポート構造として使用されます。 HIPSはリモネンに溶解し、ABSのみがサポートマークなしで残ります。 ABSは、リモネンによって損傷を受けない唯一のフィラメントです。 HIPSはソロフィラメントとしても使用でき、PLAよりも軽量で強度が高く、ABSよりも反りが少ないです。
PVA
ポリビニルアルコール(PVA)は、デュアル押出3Dプリンターでの複雑な印刷のサポートとして使用されるフィラメントです。温水に溶けるので、ABSしかサポートできないHIPSとは異なり、多くのフィラメントと組み合わせることができます。 PVAは湿気に非常に敏感であるため、スプールを長期的に使用できるように気密容器に保管する必要があります。
フレキシブル(TPE、TPU、TPC)
柔軟なフィラメント(TPE、TPU、TPC)はゴムのような特性を持っているため、非常に弾力性があり、壊れることなく簡単に曲げたり伸ばしたりできます。これらのフィラメントは、耐衝撃性が高いため、柔らかく耐久性があります。ボーデン押出機は、PTFEチューブに付着して損傷する可能性があるため、フレキシブルフィラメントの印刷に苦労する可能性があります(記事を確認してください)。
カーボンファイバー
炭素繊維は、他のフィラメントを補強して材料特性を改善するために使用されます。炭素繊維を注入したフィラメントは、強度と剛性が向上しています。その結果、構造用途に最適な丈夫で軽量な素材が得られます。これらの繊維は非常に研磨性が高く、真ちゅう製のノズルをすばやく損傷するため、これらのフィラメントには硬質材料のノズルを使用することを検討してください。
ポリプロピレン
ポリプロピレン(PP)は、丈夫で耐久性のあるフィラメントです。耐熱性に優れ、滑らかな表面仕上げを実現します。ポリプロピレンの問題点は、反りがひどくなりやすく、その上、層の接着性が低いため、ポリプロピレンで印刷するのが難しいことで有名です。
ポリカーボネート
ポリカーボネート(PC)は、最も強力な3Dフィラメントの1つです。このフィラメントは非常に強く、耐久性があり、しかも柔軟性があります。 PCはまた、非常に優れた耐熱性と耐衝撃性を備えているため、過酷な環境に適したオプションです。ほとんどの民生用プリンターは、非常に高い印刷温度を必要とするため、PCで印刷するためにホットエンドをアップグレードする必要があります。 PCフィラメントは吸湿性であるため、スプールの完全性を維持するために乾燥した場所に保管する必要があります。
導電性フィラメント
導電性フィラメントは電気を伝導することができます。この種のフィラメントは、低電圧回路に使用されます。ほとんどの場合、PLAまたはABSが導電性フィラメントに使用されるベース材料ですが、それだけではありません。メーカーによって、これらのフィラメントは異なる値の抵抗率を備えています。
磁性フィラメント
磁性フィラメントは、鉄粉を注入したPLAまたはABSベースフィラメントです。その結果、金属のように機能し、磁場に引き付けられるフィラメントができます。これは研磨フィラメントであり、焼入れ鋼ノズルを使用する必要があります(このトピックに関する記事を確認してください)。
ウッドフィラメント
木質フィラメントは通常、PLAベースのフィラメントと木部繊維を組み合わせたもので、見た目も手触りも木のようです。この複合フィラメントは、通常のPLAバージョンよりも柔軟性が低く、弱いです。また、この素材を印刷すると、ノズルが損傷したり損傷したりする可能性があります(このトピックに関する記事を確認してください)。
重要な関連用語
ガラス転移温度(Tg)
ガラス転移温度(Tg)は、材料が硬い固体状態から柔らかくねばねばした状態に変わる温度です。 PLAのようにTgが低い材料は、処理に高温を必要としないため、操作が簡単です。同様に、Tgが高い材料は、変形しにくいため、過酷な条件に耐えることができます(完全な記事)。摂氏または華氏で測定されます。
引張強度
引張強度は、材料が破損する前にどれだけの応力がかかるかを示します。強度と耐久性の目的で部品を印刷する場合は常に、ポリカーボネートのような高引張強度のフィラメントを使用してください(プリンターで許可されている場合)。通常、パスカルで測定されます。
導電率
伝導率とは、熱または電気を伝導または伝達する材料の特性または力を指します。通常、1メートルあたりのジーメンスで測定されます。
弾力性
弾性とは、十分な力が加えられたときに物理オブジェクトが変形し、その力が取り除かれると元のサイズと形状に戻る能力です。
疲労強度
疲労強度は、材料が破損することなく、特定のサイクル数で受けることができる応力を示します。引張圧縮のサイクル数として測定されます。
粘度
粘度とは、流体の形状変化に対する抵抗を指します。言い換えると、流体の流れに対する抵抗を測定します。たとえば、水は蜂蜜よりも粘度が低くなります。通常、センチポアズ(cP)で表されます。これは、1秒あたり1mPaに相当します。
吸湿性
吸湿性のある素材は、周囲の環境から湿気を吸収します。これらの材料が水分子を吸収すると、物理的に変化してその特性が変化する可能性があります。乾燥状態と加湿状態の物体の体積を比較することで測定できます。
3Dプリンターパーツ
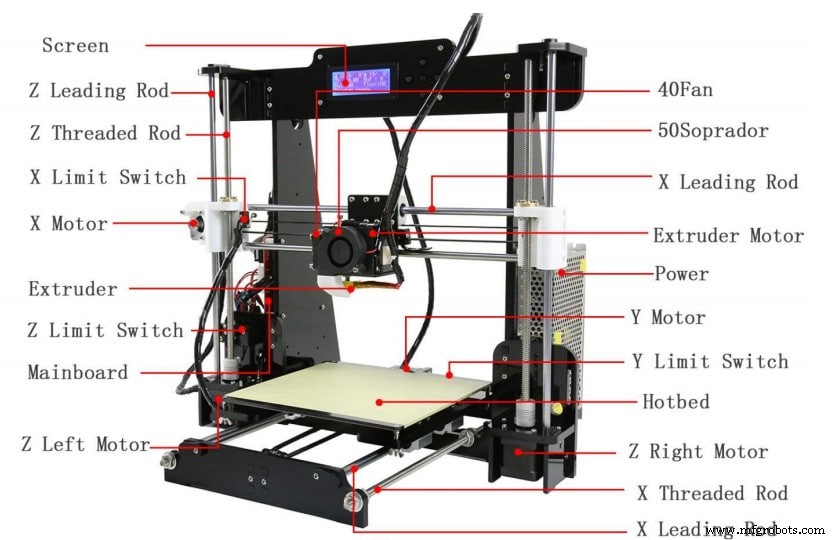
コントローラーボード
コントローラボードは、3Dプリンタの「頭脳」です。 3Dプリンターのすべての電子機能と要件を処理します。これらのプリント回路基板(PCB)は、スライサーからGコードを受け取り、それらを3Dプリンターのモーターと加熱コンポーネントのコマンドに変換します。
押出機
押出機は、フィラメントを連続した層に堆積させて3Dオブジェクトを形成するために、フィラメントの移動と処理を処理する3Dプリンターの一部です。押出機は、コールドエンドとホットエンドの2つの要素で構成されています。
コールドエンド
コールドエンドは、フィラメントが供給される3Dプリンターの一部です。そこで、ドライブギアがフィラメントをつかみ、ホットエンドに押し込みます。ダイレクトドライブ押出機では、コールドエンドはホットエンドの真上にあります。ボーデンのセットアップでは、ドライブギアは通常、プリンタのフレームに取り付けられています。
ホットエンド
ホットエンドは、フィラメントが溶けてから連続した層でプリントベッドに堆積する3Dプリンターの一部です。フィラメントは非熱伝導性のチューブを通ってヒーターブロックに押し込まれ、そこで溶けてノズルから押し出されます。
ノズル
ノズルはヒーターブロックにねじ込まれ、フィラメントがプリントベッドに堆積する前に通過するホットエンドの最後の部分です。ノズルにはさまざまな直径と材質があり、真ちゅうが最も一般的に使用され、0.4mmが最も一般的な直径です。研磨フィラメントを使用して印刷する場合は、真ちゅう製のノズルは非常に早く損傷する可能性があるため、避けてください。
ボーデンチューブ
ボーデンのセットアップでは、ドライブギアは通常プリンタのフレームに取り付けられています。そこから、フィラメントはボーデンチューブを通してホットエンドに押し込まれます。ボーデンチューブは通常、耐熱性がありフィラメントを保護するPTFEプラスチックでできています。
ヒーターブロック
ヒーターブロックはホットエンドの一部であり、熱伝導体として機能します。ヒーターカートリッジはヒーターブロックを加熱し、ヒーターブロックはノズルを加熱します。ヒーターブロックは優れた熱伝導体であるため、通常はアルミニウムで作られています。
ヒーターカートリッジ
ヒーターカートリッジは、3Dプリンターで熱を発生させる要素です。それらはヒーターブロックに挿入され、電流から熱を発生します。熱はヒーターブロックを通ってノズルに伝わり、そこでフィラメントが溶けます。
サーミスタ
サーミスタはヒーターブロックに挿入され、3Dプリンターにヒーターブロックの温度を知らせます。フィラメントの種類が異なれば、溶けるのに必要な印刷温度も異なるため、これは重要です。
冷却ファン
冷却ファンはホットエンドの一部であり、ヒートシンクと組み合わせて熱を放散するのに役立ちます。冷却ファンがないと、高い印刷温度によって生成された熱がホットエンドの外側に伝わり、時間の前にフィラメントが溶ける可能性があります。ホットエンドに入る前にフィラメントが溶ける場合は、詰まりに対処する必要があります。
レイヤーファン
レイヤーファンは、いくつかのフィラメントを正常に印刷するために重要です。ノズルの近くにあり、フィラメントがプリントベッドに出たときにフィラメントを冷却することを目的としています。このようにして、溶融フィラメントがより速く固化し、変形を回避するのを助けます。
エンドストップ
エンドストップは、3DプリンターがX、Y、Z軸を介してノズルをどれだけ移動できるかを示します。エンドストップは、特定の軸での脱線やジャムを回避する役割を果たします。最も一般的なものは機械式スイッチですが、光学式および磁気式のスイッチもあります。
プリントベッド
プリントベッドは、3Dプリンターが印刷する表面です。理想的には、それはあなたのノズルが押し出すための完全に平らな表面を提供します。プリントベッドはまた、フィラメントが剥がれるのを防ぐために、最初の層に粘着性の表面を与えます。プリントベッドの素材によっては、フィラメントが確実に付着するように接着剤を塗布する必要がある場合があります。ガラスプリントベッドが最も一般的に使用されているものですが、異なる特性を持つ他の材料があります。
X、Y、Z軸モーター
軸モーターは、3Dプリンターのノズルを別の軸に沿って移動させる役割を果たします。印刷を成功させるには、軸モーターがホットエンドを適切に動かす必要があります。軸モーターに不具合があると、印刷品質と速度が低下します。
トラブルシューティング用語
ワーピング
3D印刷中にフィラメントがプリントベッドから離れてカールするのを見ると、反りの問題が発生します。フィラメントが不均一に冷却されると反りが発生します。これは、フィラメントが冷却されるときにプラスチックが収縮するためです。フィラメントが収縮しすぎると、フィラメントが持ち上げられてプリントベッドから分離します。反りを防ぐために、フィラメントがプリントベッドにしっかりと接着していることを確認してください。一部のフィラメントは反りが発生しやすく、反りを防ぐために加熱ベッドを使用する必要があります。
ヒートクリープ
熱クリープとは、熱が溶融ゾーンの外側に上向きに伝わり、時間の前にフィラメントを弱めたり柔らかくしたりする3D印刷の問題を指します。この問題により、押出機が誤動作し、最終的に目詰まりを引き起こす可能性があります。熱クリープを回避するには、印刷温度を下げて、冷却ファンが機能していることを確認してください。
ブリッジング
3D印刷でのブリッジングは、基本的に2つのカラムを接続する空気中に吊るされたフィラメントの押し出しです。プリンタが小さなギャップを埋めることができない場合、ブリッジの問題があります。ブリッジングの問題は非常に一般的です。この問題を解決するには、レイヤーファンの速度を上げ、印刷の温度と速度を下げてみてください(関連記事)。
寸法精度
印刷されたオブジェクトのサイズが当初の意図と異なることが判明した場合は常に、寸法精度の問題に対処しています。印刷されたオブジェクトが元のファイルのサイズと仕様にどの程度一致するかは、多くの要因によって異なります。したがって、ベルトを締めてファームウェアを微調整する前に、テストキューブを印刷して、プリンタの精度を確認してください。 ABSは、冷却時に最大8%収縮することで知られています。
ゴースティングまたはリンギング
ゴースティング、リンギング、波打つ、エコー、これらすべての用語は、3Dプリントされたオブジェクトの表面全体に重複した線または特徴が存在することを指します。これは、押出機の速度と方向が急速に変化し、振動が発生するために発生します。この問題を防ぐには、印刷速度を下げ、加速とジャークの設定を減らします(この問題を解決する方法に関する完全な記事)。
過剰押し出し
3Dプリンターが、ソフトウェアが考えているよりも多くのフィラメントを押し出しているときはいつでも、それは過剰押し出しと呼ばれます。過度の押し出しは、印刷の品質を低下させ、印刷物を完全に台無しにする可能性があります。過剰押し出しの可能な修正は、印刷温度の低下、押し出し流量の減少、およびスライサーのフィラメント直径設定が正しいことの確認です(問題の解決方法に関する完全な記事)。
押し出し不足
3Dプリンターが、ソフトウェアが考えているよりも少ないフィラメントを押し出しているときはいつでも、押し出し不足と呼ばれます。押し出し不足は、3Dプリントされたオブジェクトの構造を弱めます。モデルレイヤーが薄すぎるか、穴やギャップがある場合は、押し出し不足が発生している可能性があります。押し出し不足を修正するには、ソフトウェアに正しいフィラメント直径を設定し、印刷温度と押し出し流量を増やします(関連するトラブルシューティング記事)。
ベッドの付着
ベッドの接着力とは、プリントベッドの粘着性を指します。印刷を成功させるには、フィラメントがプリントベッドに付着していることが重要です。ベッドの密着性が悪いと、印刷の問題の中でも特に反りが発生する可能性があります。ベッドの付着の問題を防ぐために、プリントベッドが水平で清潔であることを確認してください。問題が解決しない場合は、スティックのりとヘアスプレーを使用すると、プリントベッドの接着力が大幅に向上します。
レイヤーの分離
層の分離は、層間の結合と関係があります。印刷を成功させるには、すべてのレイヤーが下のレイヤーに適切に貼り付く必要があります。層間の接着が不十分な場合、印刷に大幅な欠陥が生じる可能性があります。レイヤー間のギャップが表示されるため、レイヤーの分離は簡単に検出できます。この問題の原因と解決策に関する記事をご覧ください。
目詰まりした押出機
押出機が詰まっているということは、3Dプリンターがフィラメントを適切に押し出すことができなくなったことを意味します。これは通常、ノズル内部の障害物が原因で発生します。押出機の目詰まりを防ぐために、フィラメントの印刷温度が適切であり、きれいであることを確認してください。また、押し出しに十分なスペースがない場合があるため、ノズルがプリントベッドに近すぎないことを確認してください(目詰まりした押し出し機を修正する方法)。
ギャップ
ギャップは、3Dプリントでよくある問題です。最初のレイヤーと最上レイヤーのライン間、またはレイヤー間にギャップを設けることができます。ギャップがどこにあるか(ギャップを修正する方法)に応じて、さまざまなソリューションが適用されます。
ブロブとニキビ
ブロブとジッツは、3Dプリントされたオブジェクトの外面にある小さな塊です。これは、押出機が外殻の一部の印刷を終了し、新しいものの印刷を開始する場所で発生します。ブロブやニキビを防ぐために、スライサーに最適な収縮と惰行の設定があることを確認してください。
弱いインフィル
インフィルは、3Dプリントされたオブジェクトの構造をサポートします。インフィルが弱いということは、印刷が簡単に壊れることを意味します。この問題を回避するには、強力なインフィルパターンを使用します。問題が解決しない場合は、印刷速度を下げ、塗りつぶしの割合を増やします(記事全体)。
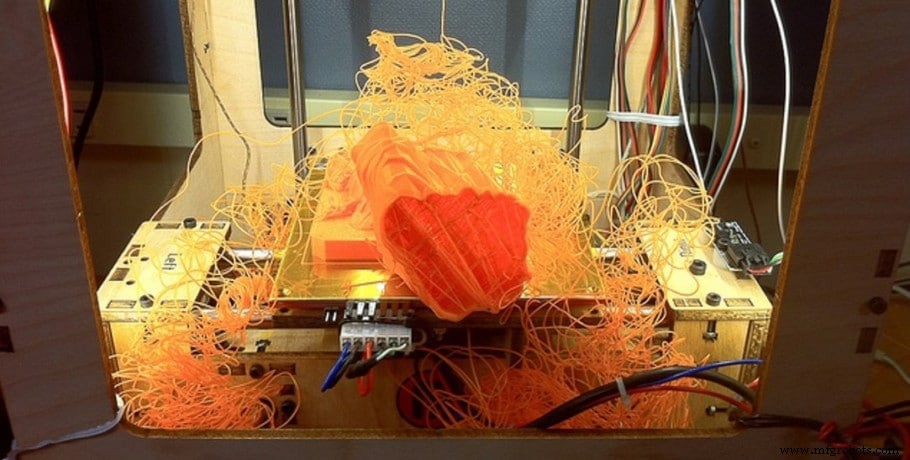
ストリング
押出機がオープンスペースを通って新しい場所に移動して印刷する場合、一部のフィラメントがノズルからにじみ出て、印刷物に付着することがあります。この問題はストリングと呼ばれ、プリントにクモの巣があるように見えます。糸引きを防ぐには、印刷温度を下げて、適切な撤回設定があることを確認します(記事全体)。
レイヤーシフト
レイヤーシフトは、プリンターが誤動作してレイヤーを置き忘れる3D印刷のエラーです。レイヤーが互いに誤って配置されています。これは、徐々に、または1つの大きな変位として発生する可能性があります。これは、速度超過、機械的または電気的な問題が原因で発生する可能性があります。
過熱
過熱は、フィラメントが高温で押し出されるため、時間内に冷却して目的の形状を維持できない3D印刷の問題です。過熱は、適切な印刷温度とレイヤーファンで修正できます。
ゾウの足
象の足は、3D印刷されたオブジェクトの最初の層が残りの層よりもわずかに大きい、3D印刷の欠陥を表しています。完全に冷却されていない場合、上層からの重量により、最初の層が膨らむのに十分な圧力が発生することがあります。象の足は、プリントベッドを水平にするか、加熱ベッドの温度を下げるか、モデルにいかだを追加することで固定できます(関連記事)。
3D印刷技術
ステレオリソグラフィー(SLA)
ステレオリソグラフィー(SLA)は、3D印刷の一般的な技術です。この技術は、レーザーを使用して、感光性樹脂を層ごとに硬化させます。 SLAは、高品質のディテール、厳しい寸法公差、滑らかな表面仕上げを提供するため、最も正確な3D印刷方法の1つです。欠点は、SLAが通常遅くなり、樹脂が壊れやすく、コンポーネントが高価になることです。より強いプリントの場合は、後処理のUV硬化をお勧めします(関連記事)。
デジタルライトプロセッシング(DLP)
デジタルライトプロセッシング(DLP)は、特殊なプロジェクタースクリーンの光を使用して感光性樹脂を固化する3D印刷技術です。 DLPは一度にレイヤー全体を作成するため、SLAよりも高速になります。目的の形状を実現するために、光源と樹脂の間に配置されたデジタルマイクロミラーデバイス(DMD)が光を導き、層のパターンを作成します。
溶融堆積モデリング(FDM)
溶融堆積モデリング(FDM)は、最も一般的な積層造形法です。これには、ガラス転移温度を超えて加熱される熱可塑性フィラメントを3Dプリンターに供給することが含まれます。次に、溶融したフィラメントが層ごとにプリントベッドに押し出されます。 FDMプリンターは樹脂プリンターよりも安価で、さまざまな素材を使用して印刷できます(関連記事)。
選択的レーザー焼結(SLS)
選択的レーザー焼結(SLS)は、迅速な積層造形法です。この技術は、微細なポリマー粉末粒子を焼結することによって3Dオブジェクトを作成します。ローラーが粉末の薄層をプリントベッド全体に広げた後、レーザーが材料を加熱して融合させます。層が印刷を終了すると、印刷床が下げられ、プロセスを続行するために別の粉末層が置かれます。この方法では、粉末自体がサポートとして機能するため、サポートは必要ありません。印刷が終了したら、モデルから未焼結の粉末を取り除く必要があります。
選択的レーザー溶融(SLM)
選択的レーザー溶融(SLM)は、もう1つの迅速な積層造形技術です。 SLMでは、レーザーを使用して金属粉末を溶かし、融合させます。ローラーが金属粉末をプリントベッド全体に広げ、レーザーが層のプリントを終了すると、プリントベッドが下げられ、このプロセスが繰り返されます。 SLSとは異なり、SLMは材料が重いため、オーバーハングのサポートが必要です。
電子ビーム溶解(EBM)
電子ビーム溶解(EBM)は、金属部品の印刷に使用される積層造形技術です。印刷プロセスは、高エネルギー電子ビームが金属粉末を融合して、目的の部品を層ごとに作成する真空チャンバー内で行われます。この手法は非常に高速で、複雑で耐性の高いオブジェクトの構築を可能にします。 EBMの機械と材料は高価であるため、このテクノロジーは主に高価値産業で使用されています。
ラミネートオブジェクト製造(LOM)
ラミネートオブジェクト製造(LOM)は、紙、プラスチック、または金属のラミネートを使用してモデルを作成する高速積層造形プロセスです。材料は熱と圧力を使用して連続的に接着され、オブジェクトの目的の形状がレーザーカッターで切断されます。
3D印刷ソフトウェア
3Dプリント用の人気のあるCADソフトウェア
ブレンダー
Blenderは、3Dパイプライン全体をサポートする無料のオープンソースソフトウェアです。これは芸術的なデザインのための素晴らしいプログラムであり、寸法の正確さよりも本物そっくりの形の自然な外観に関心があります。オープンソースのPython開発者は、BlenderのAPIを使用して独自のツールを作成できます(完全なレビュー)。
ZBrush
ZBrushは、膨大で洗練されたスカルプティングブラシのセレクションを備えているため、デジタルスカルプティングの王様です。このソフトウェアは非常に多くのポリゴン数を処理できるため、設計者は非常に詳細なモデルを作成できます。プログラムを使用するには、有料のサブスクリプションが必要です(完全なレビュー)。
SketchUp
SketchUpは、無料版と有料版を備えたブラウザベースの3Dコンピュータ支援設計ソフトウェアです。これは、3D設計の世界で始めるのに最も簡単な3D CADモデリングプログラムの1つであるため、建設やインテリアデザインに関心のある初心者に最適なソフトウェアです(完全なレビュー)。
Fusion360
Fusion360は、製品の設計と製造のためのクラウドベースの3DCADソフトウェアです。正確なモデリングに最適であるため、正確な公差と特定の角度が必要な機能的な3D印刷に最適です。業務用にはサブスクリプションを支払う必要がありますが、個人的なニーズには無料です(完全なレビュー)。
FreeCAD
FreeCADは無料のオープンソースの3Dパラメトリックモデラーソフトウェアです。このプログラムは、正確な交換部品や精巧な技術的オブジェクトなどの機械的な目的でモデルを設計するために使用することを目的としています。 FreeCADは完全にパラメトリックであるため、有機的な形状のモデリングにはお勧めしません(完全なレビュー)。
SolidWorks
SolidWorksは、エンジニアリングの業界標準と見なされている人気のあるコンピュータ支援設計ソフトウェアです。それはパラメトリック設計に焦点を合わせているので、有機モデリングはこのプログラムではあまり実用的ではありません。 SolidWorksは主に、メカニズムとアセンブリを統合する機械的オブジェクトを構築するために開発されました。このソフトウェアを使用するには、有料ライセンスが必要です(完全なレビュー)。
Tinkercad
Tinkercadは、無料のブラウザベースの3Dデザインソフトウェアです。基本的な概念を簡単に理解できるため、3Dモデリングの素晴らしさを子供たちに紹介するのに最適なツールです。 Tinkercadでは、オプションを制限する形状のプリセットカタログを使用して設計しますが、それでもいくつかのすばらしいモデルを作成できます(完全なレビュー)。
3Dプリントで人気のスライサー
キュラ
Curaは、3Dプリンター向けの非常に人気のある無料のオープンソーススライシングアプリケーションです。これは、初心者にもエキスパートにも、シンプルでアクセスしやすいスライサーです。初心者はすぐに、そのフレンドリーでクリアなインターフェースと推奨されるプリセット設定でこのソフトウェアを使用することがいかに簡単であるかを知るでしょう。専門家の場合、必要な結果を得るために微調整できる400を超える設定があります(スライサーの比較を表示)。
Simplify3D
Simplify3Dは、有料の3Dスライサープログラムです。そのコストのために、それは主に商業目的で専門家によって使用されます。 Simplify3Dは、ユーザーに複数のプロセスを操作する機会を提供します。プリントベッド上のオブジェクトごとに異なるパラメータを設定したり、同じモデルに異なるレイヤーの高さを設定したりすることもできます。また、Simplify3Dは高速スライサーであり、大量のファイルをインポートしてすぐに表示できます(スライサーの比較を表示)。
KISSlicer
KISSlicerは、無料版と有料版の両方を備えた3Dプリンター用のスライシングアプリケーションです。ほとんどのメーカーは、無料バージョンがニーズを満たしていることに気付くでしょうが、デュアル押し出しオプションなど、Proバージョンにあるより高度な設定が必要な場合もあります。このスライサーは使いやすく、しかも高品質の印刷を実現するための高度なスライス機能を数多く備えています。
Slic3r
Slic3rは、3Dプリンター向けの優れた無料のオープンソーススライシングソフトウェアです。このスライサーは、設定や実験的な機能が多すぎるため、専門家に適しています。 Slic3rは、投げたものをすべて拾うことができる万能プログラムであり、SLAプリントにも使用できます。
OctoPrint
OctoPrintは、無料のオープンソースのリモート3Dプリンターコントローラーアプリケーションです。 Raspberry PiなどのWiFi対応デバイスを3Dプリンターに接続すると、Webブラウザーまたはハンドヘルドデバイスを介して印刷を完全に制御できます。さらに、OctoPrintはCuraEngineが統合されているため、STlsファイルをスライスできます。
PrusaSlicer
PrusaSlicerは、Slic3rをベースにした無料のオープンソースソフトウェアです。このプログラムは、初心者、上級者、専門家の3つのモードを提供します。これらのモードと明確でシンプルなユーザーインターフェイスを組み合わせることで、ソフトウェアがユーザーフレンドリーになります。この機能豊富なソフトウェアは、FDMプリンターと樹脂プリンターの両方に使用できます(スライサーの比較を表示)。
ファイル形式

STL
STLは、3D印刷で最も一般的に使用されるファイル形式です。モデリングプロセスが終了すると、オブジェクトはSTLファイルとして保存され、3Dモデルに関する情報がテッセレーションされた三角形のメッシュとして保存されます。
ほとんどの3DプリンターはSTLを直接解釈できないため、ファイルは印刷前にGコードに変換されます。 STLファイルには、3Dモデルの表面形状に関する情報のみが含まれています。色やテクスチャに関する情報はなく、エラーにつながる可能性のあるオブジェクトのジオメトリの安定性もチェックされません。
Gコード
3Dプリンター(およびほとんどのCNCマシン)は、Gコードを読み取って、モデルの印刷方法に関する指示を取得します。 Gコードは、3Dプリンターが目的のモデルを印刷するために実行するすべてのコマンド(押し出しの動き、温度、ファン、速度など)を順番に提供します。
OBJ
OBJは、モデリングプロセスが終了したときにプロジェクトを保存するために使用されるもう1つの一般的なファイル形式です。 OBJは、モデルのサーフェスジオメトリ、色、およびテクスチャを保存できます。 OBJを使用すると、さまざまな種類のポリゴンを使用できるため、より滑らかなサーフェスを取得できます。
AMF
AMFは、3D印刷のメインファイル形式としてSTLを置き換えることを目的としていました。より高速になるように設計されたAMFは、表面の形状、色、素材、向きなどのファイル仕様をネイティブでサポートしています。ただし、AMFは3D印刷業界で広くサポートされているわけではありません。
3MF
3MFは、3D印刷業界で人気を集めている、積層造形用のオープンソースファイル形式です。 3MFは非常に正確であり、モデルに関するすべての関連情報(表面の形状、色、テクスチャ)に加えて、スライサー設定などの製造データを保存できます。これらのファイルは通常、エラーがなく、すぐに印刷できます。
VRMLとX3D
VRMLとその後継のX3Dは、Web上で3Dインタラクティブワールドオブジェクトを表すために使用される標準のファイル形式です。これらのファイル内で、表面の形状、色、およびテクスチャを指定できます。一部のスライサーは、これらのファイル形式を直接読み取ることができます。
DWG
DWG(図面)は、CADプロジェクトに関するすべてのデータを含む独自のバイナリファイル形式です。 DWGは、いくつかのCADソフトウェアのネイティブ形式であり、主にエンジニア、設計者、および建築家によって使用されます。
F3D
F3Dは、Fusion360がモデル、デザイン、アセットのローカルアーカイブを保存するために使用するネイティブファイル形式です。
DXF
DXFは、オートデスクが開発したCADデータファイル形式です。 DXFは、AutoCADと他のソフトウェア間のデータの相互運用性を可能にするために作成されました。
ステップ
STEPファイル形式は、すべてのCADプログラム間の相互運用性のために使用されます。このオープンソースファイル形式は、3Dジオメトリ(NURBS)の数学的表現を使用して任意の形状を正確に記述することができます。
SAT
SATファイルは、3Dジオメトリデータを標準のテキストファイル形式で保存します。この形式は多くの3DCADソフトウェアでサポートされているため、相互運用性に使用でき、SpatialのACISソリッドモデリング形式で保存されます。
X3G
X3Gは、MakerBotによって開発されたツールパスファイル形式です。これは、MakerBotプリンターが処理しやすいGコードの単純化された効率的な代替手段です。
推奨製品のセクションを確認してください

当て推量を排除し、どのプリンター、フィラメント、またはアップグレードを取得するかを調査する時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱を招くことがわかっているためです。 。
初心者から中級者、さらには専門家にも適していると思われる3Dプリンターをほんの一握り選択しました。これにより、決定が容易になります。フィラメントとリストされているアップグレードはすべて、私たちによってテストされ、慎重に選択されました。 、したがって、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント