


3D プリンター ノズルの漏れ:修理方法!
プリントのプラスチックの毛が壁から壁へと移動していることに気づいたことがありますか?それとも、ピースの側面に小さなプラスチックのボールを見つけましたか?それとも、すべてのレイヤーにリークがあるのでしょうか?
このタイプのエラーは、ノズルが「漏れる」ときに発生する可能性があり、不要なときにプラスチックがノズルから流れ出してしまいます。
この記事では、最も厄介で繰り返し発生する 3D プリントの問題の 1 つであるノズルの漏れについてもう少し学びます。また、それがどのように発生するか、主な原因は何か、それを防ぐ方法も学びます。
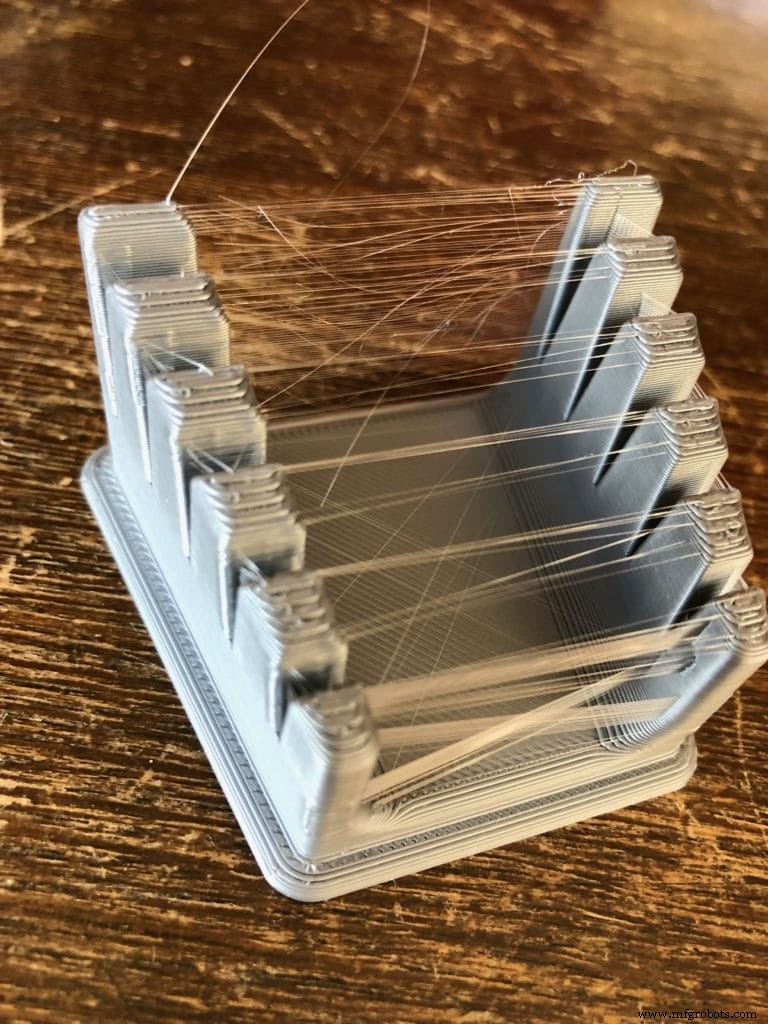
プラスチックが押し出されるべきではない場所に印刷物に薄いプラスチックの「毛」または「糸」が見られる場合は、ノズルの漏れを特定できます。これは、押し出し温度が高すぎるか、リトラクト設定が不適切であるために発生します。フィラメント メーカーの仕様に従って温度を設定します。さらに、リトラクト距離を 6.5mm、リトラクト速度を 25mm/s、最小移動距離を 1mm に設定することから始めることができます。
ノズルの漏れをトラブルシューティングして解決するために、あらゆる側面を詳しく説明しますが、始める前に、次の表を参考にしてください。
3D プリントの問題
ご存知かもしれませんが、3D プリントされたオブジェクトの最終的な形状は、CNC コントローラーを使用して押出機を動かすことによって実現されます。この押出機はフィラメント スプールによって供給され、同じレイヤーの 2 つの位置の間に空きスペースがあると押出を停止できます。
すべてが適切に機能している場合、結果は元のデジタル モデルと同じ高さ、幅、奥行きの測定値になります。また、コンピューターでプレビューされたオブジェクトの正確な形状も表示されます。できれば、品質上の欠陥がほとんどないことも特徴です。
もちろん、これが常に当てはまるとは限りません。特に、初めて使用する場合や、まだ適切に調整されていない新しいプリンターを購入する場合はそうです。
発生する可能性のある多くのエラーの中で、3D プリントで最も一般的な問題の 1 つであるノズルの漏れが見つかる場合があります。幸いなことに、原因がわかっていれば、この問題は簡単に解決できます。
ノズルが漏れるのはなぜですか?
押出機は、プラスチックを流動させる温度まで加熱する役割を担う部品です。入り口で、フィラメントは約1.75mmです。次に、エクストルーダーは、熱したフィラメントを 0.1 ~ 1 mm の小さな穴に押し込みます。押出機内で発生する圧力により、プラスチックはノズルと呼ばれる小さな穴を通って流れます。
それが、直接またはボーデンのいずれかで、押出システムがどのように機能するかの理論です。エクストルーダーが正しく供給できなかったり、一部の設定が正しく設定されていなかったりするために、材料が期待どおりに出てこないことがあります。
3D プリントはすべて融解に関するものであるため、考慮すべき主要なパラメーターの 1 つとして温度を確立する必要があります。
使用する材料の種類を選択する際、多くの場合、メーカーはその使用に最適な温度範囲を含むデータ シートを提供します。異なる材料には異なる範囲があり、異なるメーカーの同じプラスチックでも同じではない場合があります。
常にデータシートを確認してください。製造元の Web サイトに掲載されているか、運が良ければフィラメントのパッケージの裏に記載されています。
「190 ~ 220 °C」のように、その温度範囲が大きすぎる場合もあります。あなたのことはわかりませんが、その範囲はあまり役に立ちません。天気予報で明日の気温が 0°C から 30°C になると伝えられた場合、どのような服装を選びますか?
では、エクストルーダーに戻りましょう。温度が低すぎると、プラスチックは十分に流動せず、おそらく詰まってしまいます .これは、3d プリンターが動作しているはずなのに、フィラメントをまったく押し出していないことを確認するとわかります。エクストルーダーのプッシング ギアが配置されているフィラメントには、典型的な丸い傷が残っています。
高温になると反対の結果が生じます。プラスチックは流動的になりすぎて、ノズルを介して流れるために押す必要がなくなります。自重により、バレル内の材料がにじみ出始めます。
これは、プラスチックが流れてはならない場合でも流れてしまうことを意味します。ノズルは、細いプラスチックの「髪の毛」のように、移動中に跡を残します 」または「文字列 」。これが、「stringing」と呼ばれる理由です。 」、「毛むくじゃら 」または「ひげ
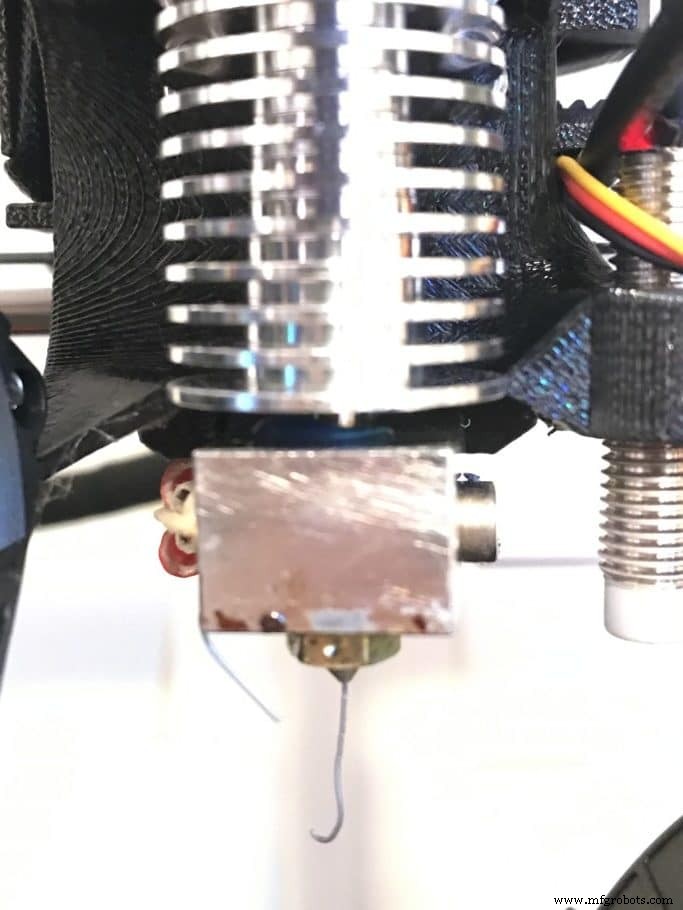
ストリングスが実際に何であるかをすでに知っていると思います。それにもかかわらず、あなたが直面している問題をノズルの漏れの実際のケースと比較したい場合は、次の写真を見てください:
この時点で、印刷のウォームアップ中の通常の漏れと、高温を設定したときに発生する漏れを区別する必要があります。プラスチックは、他の素材と同様に、加熱すると体積が変化します。
初期加熱時は、フィラメントの膨張に伴いバレル内圧が上昇します。これは通常のプロセスであり、心配する必要はありません。
一方、印刷の開始時にノズルが空の場合、エクストルーダーは内部にフィラメントがなくてもある程度の距離を移動します。すばやく効果的な解決策は、オブジェクトの印刷を開始する前にスカート ラインを追加することです。
ノズルに漏れがあると、各レイヤーの最初の部分でチップが空になることもあります。押出機のギアは回転しますが、プラスチックはノズルから出ません。レイヤーの継ぎ目に空の線ができます。オブジェクトは、特に薄い領域で見栄えが悪くなります。
ノズルの漏れを解決する方法
この問題を解決するのに役立つ 2 つの最も重要なパラメータは、温度と収縮です。
最適な押出温度
最適な印刷温度を見つけるために、温度を変えるだけで何枚も印刷できます。プリントは低温では不透明で、高温に設定すると明るくなります。真ん中のポイントを選んで、明るいが光沢がありすぎないようにしてください。
お使いのプリンタでは、印刷中に温度を変更することもできます。温度を 3° または 5° C の個別の間隔で変更し、数層印刷を実行する方が高速です。
印刷品質が向上したことがわかった場合は、再び悪化し始めるまで温度をその方向に変更し続けます。
この方法には時間がかかることがあるため、一定数のレイヤーごとにノズル温度を変化させる G コード ファイルを既に生成している人もいるので、多くの部分を印刷する必要はありません。
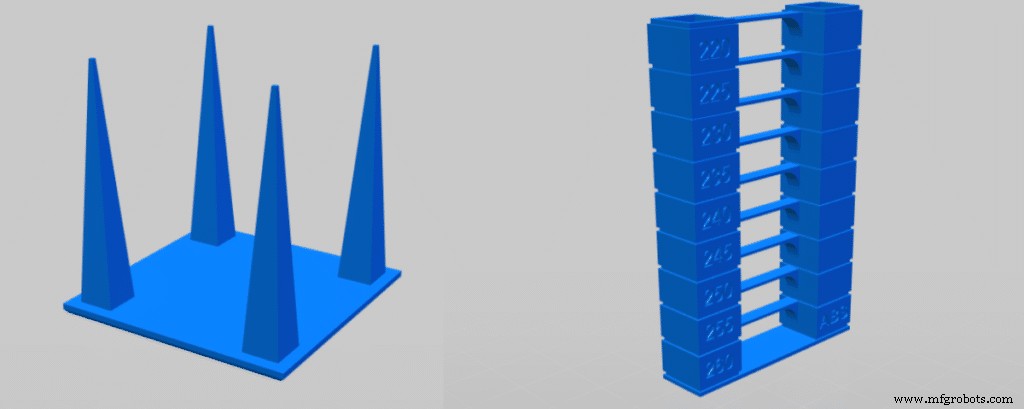
たとえば、Thingiverse からこの温度タワーを印刷してみることができます
「温度塔」で検索することもできます 」 独自の検索エンジン お使いのプリンターに最適なものを選択してください。試すことができる特定のテストが多数あります。お使いの 3D プリンターと同様の 3D プリンター用に g コードが生成されているかどうかを必ず確認してください。必要に応じて、コードを編集して、テストに必要な設定を変更できます。
高温はベッドへのオブジェクトの接着に役立つことを忘れないでください.最初のレイヤーではより高い温度を設定して接着を確保し、残りの印刷時間では温度を下げることができます。これは、プリンターに加熱ベッドがない場合に特に注意してください。
撤回とは?
印刷中、エクストルーダーのギアが一方向に回転し、フィラメントをノズルから押し出します。漏れを避けるために、押し出さずに特定のポイントまで移動する必要があるときに、3d プリンターを反対方向に少し回転するように設定できます。この回転により、フィラメントがバレル内に引き込まれ、ノズル内の圧力が除去されます。この引き込みが適切に設定されていれば、移動中にプラスチックがにじみ出たり、糸が残ったりすることはありません。
後退には、距離 の 3 つのパラメータを設定できます。 、スピード 移動距離 .それらがどのように機能するかを見てみましょう:
距離を設定すると では、フィラメントが毎回収縮するミリメートル数を指定します。距離が短いと弦は細くなりますが、問題は解決しません。
逆に、距離を長く設定しすぎると、ノズルが押し出しを再開したときにノズルが空になり、既に説明したように穴が残ります。
また、プリンターを引き込みすぎるように設定すると、フィラメントが詰まり、印刷が台無しになる可能性があることに注意してください。
後退速度 この距離を移動する速度を設定します。溶けたプラスチックは流体の特性に従うため、収縮が遅すぎると、フィラメントが伸びるだけで何の改善も得られません。ただし、迅速な撤回も問題を引き起こす可能性があります。
最後に、移動距離 押出機が押し出していないとき、収縮する前に行わなければならない最小移動量を指定します。
最適な後退設定
繰り返しますが、これを解決する方法はいくつかありますが、私の意見では、キャリブレーション テストが最も簡単です。
この撤回テストは私のお気に入りですが、「撤回テスト」を検索するだけでいつでも別のテストを選択できます 」 search.3dsolved.com (私たち自身の検索エンジン).
手順は簡単です。オブジェクトを印刷し、距離と速度のパラメーターを (一度に 1 つずつ) 変更し、適切な印刷が得られるまで別のパラメーターを印刷します。各テストは約 15 ~ 20 分で印刷されるため、数回の繰り返しでこの問題のトラブルシューティングと解決を行うことができます。
適切な開始ベースラインとして、次の値を使用することをお勧めします:
- 収納距離:6.5mm
- 後退速度:25mm/s
- 最小移動距離:1mm
糸引きを防ぐもう 1 つの方法は、押し出していないときの移動速度を速く設定することです。タイム リークが少ないと、文字列が少なくなり、出力が向上します。
撤回について詳しく知りたい場合は、どの設定を使用するかについての記事全体を書きました。
ノズルの漏れについて詳しくわかったので、プリンターを調整します!
結論
これで、漏れのあるノズルを特定する方法がわかっただけでなく、問題の原因、解決策、そして最も重要な解決策が機能する理由についての深い技術知識も得られました。お気づきかもしれませんが、レシピに従うだけでなく、問題を理解することは常に報われます。
おすすめ商品セクションをご覧ください
当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者から中級者、さらには専門家にも適していると思われる少数の 3D プリンターを選択して、決定を容易にしました。リストされているフィラメントとアップグレードはすべて、私たちがテストし、慎重に選択しました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- 方法:Stratasysでの3Dプリンターのヒントの変更
- Ender 3 (Pro &V2) のノズルを交換する方法!
- Ender 3:ノズルを掃除する方法 (詰まりを解消する)!
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- 3D プリンターが印刷中に押し出しを停止:解決方法
- 1 kgの3Dプリンターフィラメントはどのくらい持ちますか?
- 二重押し出しインフィルのオーバーラップとにじみ;修正方法
- フィラメントを供給しない3Dプリンター:それを解決する方法!
- 3D プリンターがレイヤーをスキップ!修正方法のガイド!
- リトラクション:3D プリントでの仕組み
- 油圧シリンダーの漏れを修理する方法
| パラメータ | 説明 | 基準値 | 低すぎる | 高すぎる | テスト モデル |
|---|---|---|---|---|---|
| 気温 | 押出時にフィラメントが加熱される温度 | メーカーの仕様を確認してください。 PLA:190°~220°C。 ABS:240°~270°C. | -押し出し不足。 -ノズルが押し出されていません。 | ノズル漏れ | テンプタワー |
| 撤回: 距離 | 毎回フィラメントが何ミリ引っ込められるか | 6.5mm。 | -ノズル漏れ | -フィラメントの詰まり。 -アンダーエクストルージョン | 後退試験 |
| 撤回: スピード | 退避距離がカバーされる速さ | 25mm/秒。 | -改善なし -フィラメントはノズル内でのみ伸びます | -フィラメントに跡を残す | |
| 後退:最小移動距離 | リトラクトを有効にするための最小移動距離 | 1mm. | -頻繁に撤回 | -撤回が発生することはありません |