


二重押し出しインフィルのオーバーラップとにじみ;修正方法
3D プリントには、解決しなければならない膨大な数の問題が必ず伴います。2 台の押出機を扱う場合は、さらに複雑になります。
これが、このガイドを作成することにした理由です。このガイドでは、にじみ、糸引き、インフィルのオーバーラップなどのほとんどの二重押し出しの問題に対処する方法と、プライム タワーとウーズ シールドの使用方法について説明します。
それでは早速、ガイドに入りましょう!
デュアルエクストルーダーとは?
単一のエクストルーダーを使用する場合、一度に 1 つのフィラメントのみを使用して印刷できる 3D プリンターのことを指しています。これは、印刷できるノズルが 1 つしかなく、一度に 1 つの材料しか印刷できないためです。 .
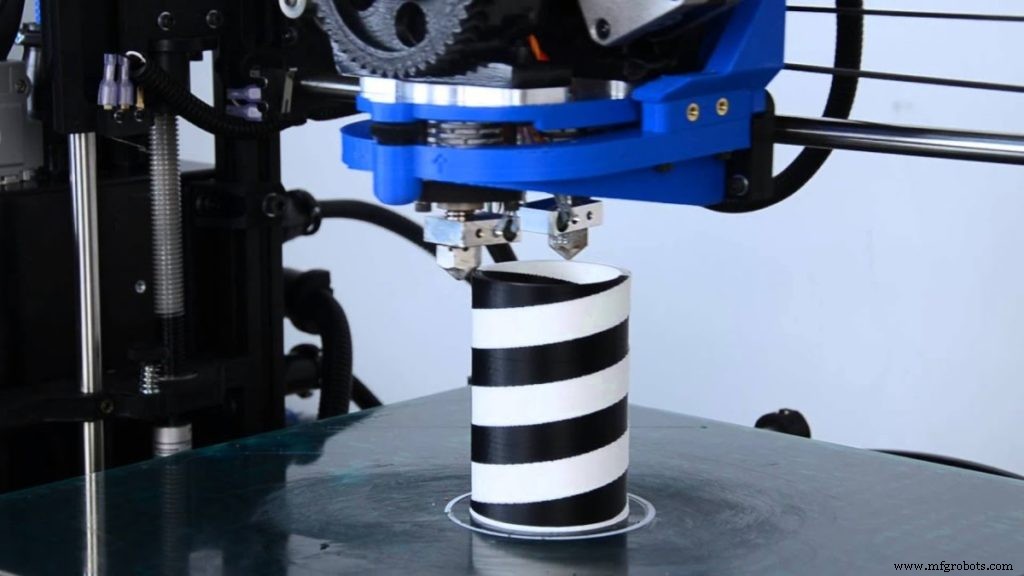
現在、デュアル押出法は同じように機能しますが、唯一の違いは、印刷に使用できる押出機が 2 つとノズルが 2 つあることです。したがって、2 つの異なる材料/色を同時に使用して印刷できます。
デュアルエクストルーダー印刷の問題
デュアルエクストルーダーでの印刷には確かに利点がありますが、実際にはいくつかの欠点もあります.それでは、それらのいくつかについて説明しましょう:
にじみ出て糸を引く

デュアル エクストルーダー 3D プリンターを使用する場合、1 つのエクストルーダーが印刷し、もう 1 つのエクストルーダーは印刷していません。必要な色に応じて、プリンターはどちらか一方を使用します。
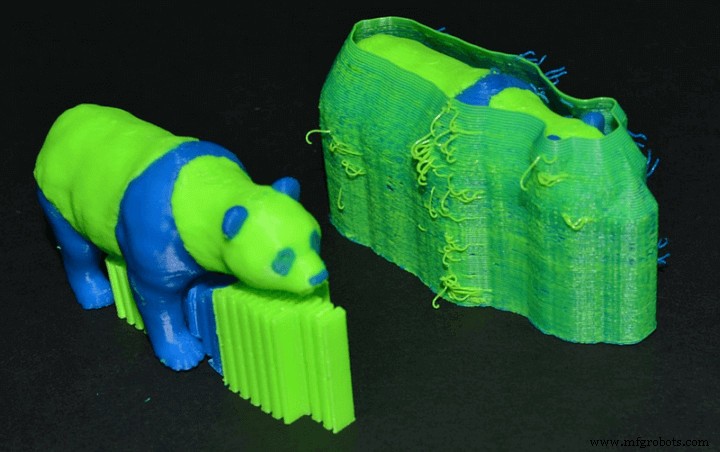
他のケースでは、エクストルーダーが新しい場所に移動するときに、ノズルに残ったフィラメントの一部がモデルににじみ出し始め、接着剤のようなフィラメントの糸がモデルに残ることがあります。
これが、版画の表面がざらざらしたり、ひもでいっぱいになったりする理由です。これにはいくつかの理由があります。温度が高すぎる可能性があり、ノズル内のプラスチックの後退速度と距離が正しく設定されていない可能性があります。また、1 つの印刷位置から別の印刷位置までの移動速度と距離によっても、プラスチックがどれだけはみ出すことができるかが決まります。
レイヤーシフト
レイヤー シフトは、3D プリントのレイヤーが適切に整列されず、千鳥状の「階段」の外観が残る場合に発生します。これは、3D プリンターが開ループ制御システムを備えているために発生します。ツールヘッドの位置を特定し、各セクションを印刷するために特定の座標に移動するだけです。
たとえば、プリンターに衝突するとツールヘッドが移動する可能性がありますが、プリンターはこれが発生したことを認識できないため、別の場所で印刷を続行します。
レイヤーシフトの原因のほとんどはハードウェアに関連しています。これは、プーリーを固定しているネジが緩んでいる可能性があることを意味します。さらに、プリンターのモーションシステムであるベルトも時間の経過とともに伸びる可能性があります.
ベルトが伸びている場合は、プリンターにテンショナーが組み込まれているかどうかを確認するか、自分で印刷してください!
プリントのレイヤーがずれてしまうもう 1 つの理由は、プリント速度そのものです。非常に高速で印刷している場合、3D プリンターのモーターが追いつかない可能性があります。
モーターが処理できる速度を超えてプリンタを動かすと、通常、モーターが目的の位置に到達しないため、クリック音が発生します。これが発生すると、印刷の残りの部分は、その前に印刷されたすべてのものとずれてしまい、その結果、ずらした外観になります.
スライス ソフトウェアで二重押し出しを有効にする方法
異なるスライサーでデュアル押し出しを有効にするには、さまざまな手順があります。ここでは、Cura、Simplify 3D、および Ideamaker での設定方法について説明します。
キュラ
Cura でデュアル押出を有効にするには、最初に [設定] に移動してデュアル押出機 3D プリンターをスライサーに追加する必要があります。[プリンター] で [追加] をクリックすると、プリンターが追加されていない場合は追加できます。
新しく追加した 3D プリンターをクリックし、[Machine Settings] をクリックします。
新しいウィンドウがポップアップし、2 つのエクストルーダーのそれぞれに好みの設定を入力できます。
「プリンター」の下 ポップアップしたウィンドウの「」タブで、「エクストルーダーの数」を設定してください。 」オプションを「2」にします。これは、Cura で二重押し出しを有効にしたことを意味します。
「Extruder 1」の下で個別に設定できるようになりました。 」および「Extruder 2 」タブ。
あとは、3D モデルを各モデルを印刷するエクストルーダーに割り当てるだけです。
3D を簡素化
simple3D で二重押し出しを有効にするには、二重押し出し 3D プリンターが既にスライサーに追加されていることを確認してください。
これを行うには、「構成アシスタント」に移動します メニューバーの「ヘルプ」の下にあります。
各モデルを印刷元のエクストルーダーに割り当てるには、「デュアルエクストルージョン ウィザード」を使用する必要があります メニューバーの「ツール」の下にあります。
「モデルのグループ化と整列」を必ずチェックしてください 」ボックスを使用して、モデルを割り当てます。
さらに、エクストルーダーを個別に構成することもできます。これは、[プロセス設定の編集] をクリックして実行できます。 」は、スライサーのホーム画面の左下隅にあります。
アイデアメーカー
Ideamaker で二重押し出しを有効にするのは非常に簡単です。最初に、「構成ウィザード」を使用して、3D プリンターがスライサーに既に追加されていることを確認します。 」。
この「構成ウィザード 」は、メニューバーにある「プリンター」をクリックすると、ドロップダウンメニューに表示されます。
同じドロップダウン メニューで、[プリンタ設定] をクリックします。 」と新しいウィンドウが表示されます。この新しいウィンドウで、「Extruder Count」を変更します 」から「2」へ。
これにより、Ideamaker スライサーで二重押し出しが有効になりました。このウィンドウで、プリンターとエクストルーダーに必要なその他の設定を行うことができます。
より高品質なプリントのためのデュアル押し出し設定
前述の問題のいくつかを防ぐために、プライム タワーやウーズ シールドを使用するなど、できることがいくつかあります。すばらしい点は、ほとんどのスライサーでこれらを簡単にセットアップできることです。
プライム タワー
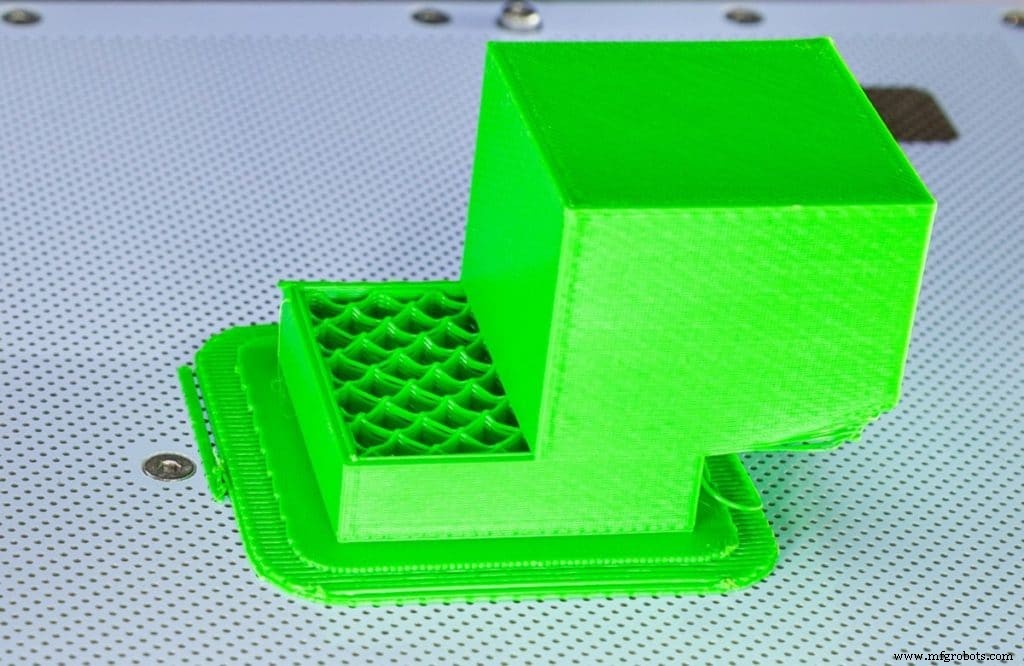
プライムタワーは、別のレイヤーを印刷する前にノズルを準備するのに役立つように設計された追加の印刷です。にじみや押し出しを減らすことで機能し、3D プリントの全体的な頑丈さも向上させます。
これは基本的に、ノズルがプラスチックを押し出してモデルをより正確に印刷できるように準備することで機能し、内部に残っているフィラメントをパージして新しいフィラメントを使用できるようにします。
プライム タワーを有効にする方法
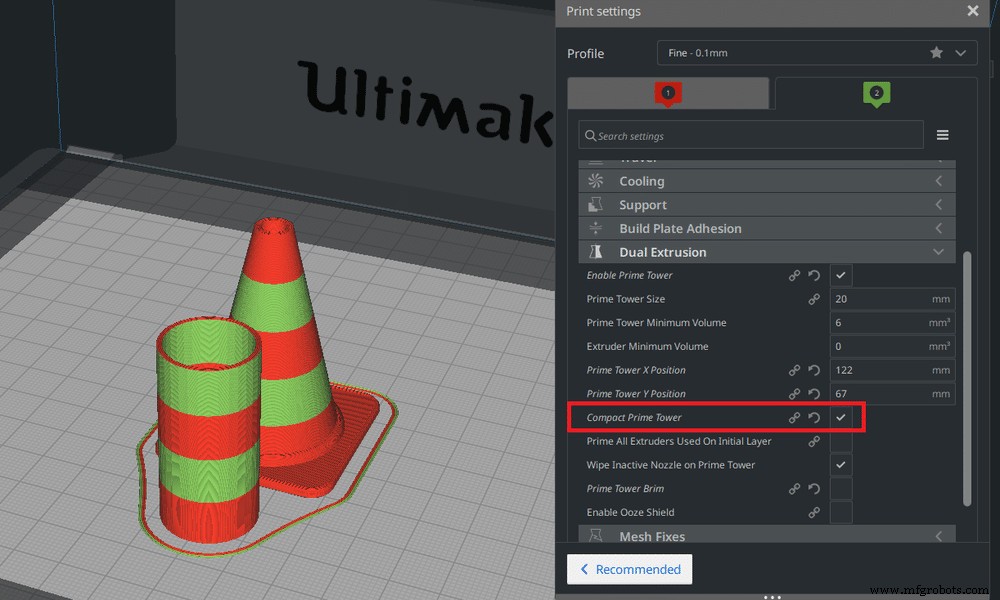
キュラ プリンターの設定に移動し、「Dual Extrusion」の下に移動するだけです。 」 「プライム タワー」をチェックするだけです 」。以上です!
3D を単純化 2 つのエクストルーダーで印刷すると、自動的にプライム タワーが作成されます。印刷をプレビューすると、これを確認できるはずです。
アイデアメーカー 詳細設定に移動する必要があり、「ウーズ」の下で「ワイプタワー」を確認できます。
プライム タワーとその設定に関するその他の考慮事項:
- プライム タワーのサイズ :プライム タワーのサイズを制御します。より安定したプライム タワーを作成するには、より大きな X/Y 軸を使用してください。
- プライム タワーの最小体積/厚さ :プライムタワー全体の厚みです。ノズルが効果的にプライミングできるように十分な厚さが必要です。
- プライム タワーの X/Y 位置 :プライム タワーがプリント自体に近づくように配置する必要があります。
- プライム タワー フロー :デフォルトでは常に 100% に設定されています。微調整したり変更したりしないでください。
ウーズシールド
これは、3D モデルの周りに印刷される 3D 印刷材料の追加の層であり、非印刷ノズルから滴下する可能性のある余分な材料をキャッチすることを目的としています。
色が他の色ににじむのを防ぎます。また、ノズルがシールド上の余分なフィラメントを取り除くことができるため、糸引きの問題はありません。
ウーズ シールドを有効にする方法
キュラ プリンターの設定に移動し、「Dual Extrusion」の下に移動するだけです。 」 「ウーズシールド」をチェックするだけです .以上です!
3D を単純化 デフォルトでは、2 つのエクストルーダーで印刷するときに Ooze Shield が有効になっている必要があり、印刷をプレビューするとこれを確認できるはずです。
アイデアメーカー 詳細設定に移動する必要があり、「ウーズ」の下で「ワイプウォール」を確認できます。
ウーズ シールドとその設定に関するその他の考慮事項:
- ウーズ シールドの角度: これを有効にすると、シールドが強化され、崩壊しなくなります。角度が小さいほど、より多くの材料が必要になります。
- ウーズ シールドの距離: これは、シールドと 3D プリントの間の距離であり、3D プリントがシールドと密着して合体するのを防ぐために使用されます。
ウーズ シールド モデルから 2 mm の距離とウーズ シールド アングル 60° の角度は、ほとんどの材料と 3D 印刷のシナリオでうまく機能します。
二重押し出しのオーバーラップ
これらの設定を使用して、二重押し出しのオーバーラップをパーソナライズできます:
- ユニオン オーバーラップ ボリュームを有効にする:これにより、干渉する 2 つのボリュームを認識して 1 つにスライスすることができます。
- 「すべての穴を削除」設定を有効にする
- 「エクステンシブ スティッチング」を有効にして、3D モデル内のすべてのスペースを閉じます
- ジオメトリを接続して 3D モデルの形状を完成させるために、切断された面を維持します
- 過度の押し出しを減らすために、0.0 -0.2mm に設定されたマージされたメッシュ
- メッシュの交差部分を削除して、ビルド プレートでの二重押し出しを防ぎます
- 代替メッシュの削除は、cura が二重に重なっているメッシュを検出して削除できるようにする設定です。この設定により、レイヤーのゆがみが防止されます。
重複する問題を修正する方法
3D プリントについて知っておくべきことの 1 つは、3D プリントがレイヤーで行われ、そのようなプリント材料の各レイヤーが壁と充填材で構成されていることです。
インフィルはモデルを一緒に保持するために使用され、最も壊れやすい印刷材料でも非常に頑丈になります。壁は 3D モデルの形状と構造を決定し、インフィルとは異なるパターンを持ちます。これが、壁のパターンがインフィルのパターンと異なるため、そもそも重なりがある理由です。これは次の方法で修正できます:
- 輪郭の重なりを増やす
- 印刷の壁を厚くする
- 印刷速度を下げる
- 規制された適切なインフィル パターンの採用
- インフィルの体積と密度を高める
- 印刷温度の調整
結論
にじみやオーバーラップの問題を減らすことができるまで、設定をいじる必要があるかもしれませんが、このガイドに従うことで正しい軌道に乗ることができます!
この情報がお役に立てば幸いです!
素晴らしい一日を!
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者から中級者、さらには専門家にも適していると思われる少数の 3D プリンターを選択して、決定を容易にしました。リストされているフィラメントとアップグレードはすべて、私たちがテストし、慎重に選択しました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- 方法:Stratasysでの3Dプリンターのヒントの変更
- GrabCADプリントをStratasys3Dプリンターに接続する方法
- Ender 3 を WiFi に接続する方法:完全ガイド!
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- 3D プリンターのエクストルーダーのクリック、スリップ、スキップを修正!
- 1 kgの3Dプリンターフィラメントはどのくらい持ちますか?
- 3D プリンター ノズルの漏れ:修理方法!
- コーナーでのはみ出し (カール):簡単に修正する方法!
- フィラメントを供給しない3Dプリンター:それを解決する方法!
- 壁と塗りつぶしが触れない:すばやく解決する方法!
- 3Dプリンターのステッピングモーターが機能しない:修正しましょう!