


3D プリンターがレイヤーをスキップ!修正方法のガイド!
プリンターのブランドに関係なく、すべての 3D プリンター ユーザーは、ある時点でこの特定の問題を経験しています。この記事では、上記の問題を引き起こす可能性のあるさまざまな要因と、それぞれの場合の解決策を分析します。
レイヤー スキップの問題をユーザーが修正するにはどうすればよいですか?一般に、これは機械的な問題であり、いくつかの簡単な調整と適切なメンテナンスで解決することも、防止することもできます。
3D プリンターがレイヤーをスキップしているかどうかを確認する方法
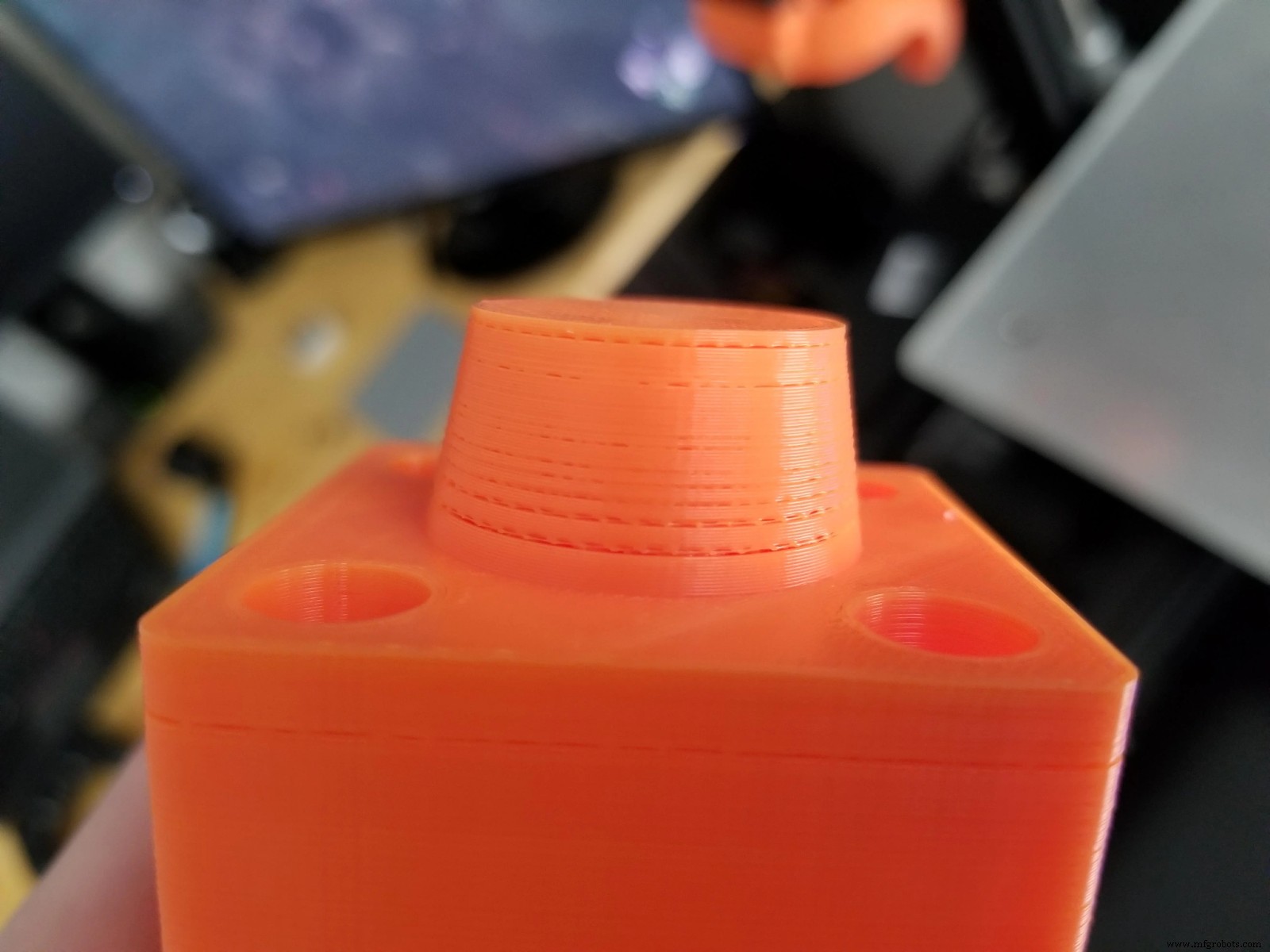
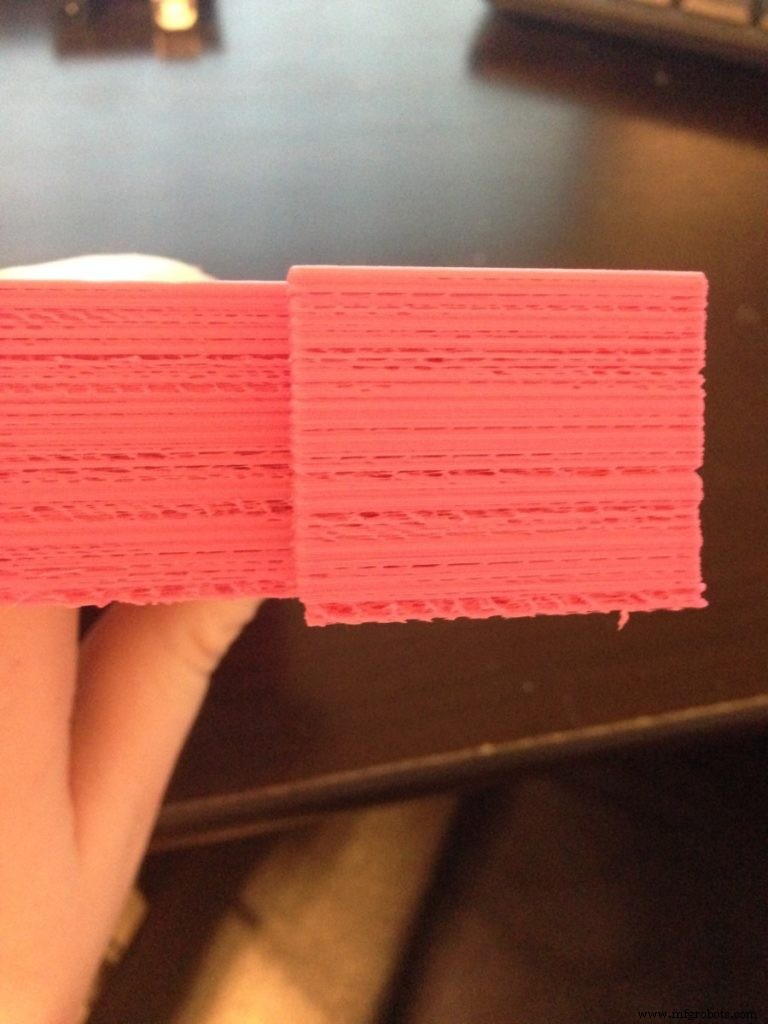
レイヤースキップの問題がある場合、下の画像に見られるように、一部のレイヤーにマテリアルの欠落または不規則で乏しいフローが見られることがあります。このように、破片は見た目が悪く、壊れやすいものです。
原因と問題の解決方法は?
この種の問題を引き起こす可能性のある多くの要因があります。一般に、レイヤーの不足またはレイヤーのスキップは通常、機械的な問題が原因です。上記の問題を解決するための最も一般的な解決策から、より具体的な解決策までを以下に説明します。
機械のメンテナンスから始める
プリンターの機械的なメンテナンスを実行して、将来の不便を防ぎ、その要素の耐用年数を延ばす方法を学ぶことが重要です。どの機械でも起こるように、頻繁な使用による部品の摩耗、一部のネジの緩み、潤滑部品の乾燥などがあります。
いくつかの簡単な手順でメンテナンス サービスを実行します。
すべてのナットとネジを締めます
絶え間ない動きによる振動は、ネジやナットの緩みの原因となります。プリンターのネジが適切に締められていないと、一部の軸やベルトに小さなずれが見られることがあります。特に、ずれが見られます。
やり方
この作業には、六角レンチと、ナットのサイズのペンチまたはレンチが必要です。
適切な六角レンチを使用して、すべてのネジを確認して締めるだけです。ネジが貫通していて、ナットが後ろにある場合は、ネジを締めるときにナットが誤って回らないように、ペンチまたはレンチでナットを保持します。

場合によっては、通常のナットをセルフブレーキナットに変更することが適切です。これらは、振動で緩まないように、内部にブレーキとして機能する素材でできています。

キャリッジベルトを適切に締めることも重要です。通常、プリンターには手動の締め付けシステムがあります。このために、ストラップの張力を緩めてネジを緩めます。次に、ストラップの端を手で持ち、ストレッチして適度な張力を得て、もう一度ネジを締めます。

Ender プリンターまたは同様のプリンターの場合、下に示すように、ベアリングの偏心ナットをレンチで締めることも重要です。

ロッドとサポートの位置がずれていないか確認
やり方
一部のプリンターでは、Z 軸の移動は、ネジ付きロッドと同時に動作する 2 つのモーターによって実行されます。両端が同じ高さにあることが重要です。これは、定規で両端を測定し、高さが同じになるまで締めることによって行うことができます。
Enders などのプリンターでは、キャリッジの端の構造が正方形を作るため、この種の位置ずれは発生しにくくなります。
ノズルが詰まっていないことを確認してください (これにより、押し出し流量が少なくなります)
ノズルが部分的に詰まっていると、押出の流れが不規則になります。これにより、レイヤー内の材料が不足します。これはさまざまな要因で発生する可能性があります:
- フィラメント内の異物によりノズルに入った粒子;
- リトラクションの設定ミスによる目詰まり;
- 他のあまり一般的ではない材料 (炭素繊維、木材と混合されたフィラメントなど) から残っている粒子で、新しいフィラメントが完全に除去されていないもの;
- 焼けたフィラメントの残骸。
この廃棄物はすべてノズルの壁に付着し、流れを減らします。これは、押し出し不足として知られています。
良質のフィラメントは、材料内の異物を防ぎ、目詰まりを防ぐのに適しています。製造が不十分なフィラメントには直径の不一致もあり、直径が大きい場合は詰まり、直径が標準よりも小さい場合は流れが悪くなります.
ノズルのクリーニング方法
最もよく使われるテクニックを以下に説明します。ノズルの直径の針が必要です (このキットは通常、プリンターに付属しています)。
<オール>上記の方法でノズルの詰まりを解消できなかった場合は、「アトミック メソッドまたはコールド プル」と呼ばれる次のクリーニング方法で構成されます。
<オール>材料を抽出する際、先端に付着したゴミを観察することが可能です。チップがきれいになるまで、これらの手順を必要な回数だけ繰り返す必要があります。以下の画像では、これらの手順を連続して繰り返すことで、廃棄物の抽出がどのように減少するかを確認できます。

チェックするもう 1 つの重要な要素は、ホットエンド内の PTFE チューブの状態です。使用に伴い、チューブが焼けたり劣化したりして、次の図のように目詰まりを起こすのは正常なことです。テフロンを新しいものに交換するだけで、ノズルに適切に配置されていることを確認してください。

歯車にフィラメントの摩耗によるくずがないことを確認します。素材にホコリがついている場合は、ブラシで取り除いてください。

主な要因は、フィラメント スプールの回転方法です。スプールの形状はフィラメントの製造元によって異なり、場合によっては、スプールの中央の穴がプリンターのサポートよりもはるかに大きい場合があります。印刷中、エクストルーダーのモーターがフィラメントを引っ張ってしまい、材料がホットエンドに誤って送られる可能性があります。スプールが適切に中央に配置されるように、ユーザーは次のようなアダプターを印刷できます。


上記の手順が示されている次のビデオをご覧ください:
必要に応じてすべての部品に注油してください
やり方
プリンターが滑らかなロッドとリニア ベアリングを使用している場合は、ロッドに正しく注油することが重要です。最初に古いグリースをイソプロピル アルコールで拭き取ります。 WD-40 は潤滑剤として使用しないでください。WD-40 はすぐに乾き、摩擦が多くなり、ベアリングが損傷します。適切な潤滑剤は、テフロン (PTFE) ベースです。ベアリングと Z 軸のネジ付きロッドを潤滑することも重要です。
ベッドを水平にする
正しく印刷を開始するには、ベッドを適切に水平にすることが不可欠です。ベッドのキャリブレーションは、ベッドの端にあるスプリング ネジを締めて手動で行うか、センサーを使用して自動的に行うことができます。これらのセンサーは、特にベッドの表面が大きい (9.84 x 9.84 インチより大きい) 場合、またはベッドに工場での欠陥がある場合に、手動で修正できない小さな凹凸を修正できます。
やり方
プリンターにオート レベリング センサーがない場合は、紙を使用して次の簡単な手順に従う必要があります。
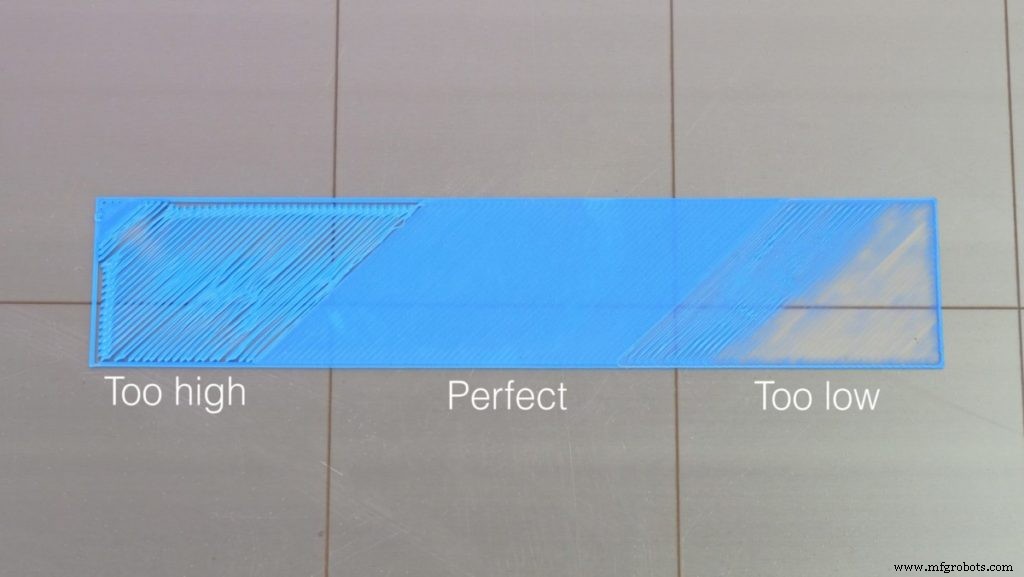
<オール>適切に調整されていることを確認するには、次のようにベッドのさまざまな場所に円または四角形を配置して簡単に印刷します。
Ender 3 レベル テスト – Thingiverse
特別な厚さの紙とシートを使用して、これらの手順について詳しく説明している次の記事をお読みください。
スライサー設定
スライシング ソフトウェアは、ユーザーが確立した設定パラメータを使用して、印刷する 3D モデルをスライスまたはレイヤーに分割することで構成されます。このようにして、プリンターが読み取るコマンド (gcode) を含むファイルを作成します。これは、各軸が実行する必要がある動きと、温度、速度などを示します。
このレイヤー スキップの問題を解決できる設定を次に示します。
流量を調整
すべてのフィラメントの直径や材質がまったく同じというわけではないため、流量パラメータを調整する必要があります。デフォルトでは、スライサーのフローは 100% に設定されていますが、通常、フロー レートは 90% から 110% の間です。
やり方
キャリブレーションには、定規またはキャリパーとマーカーが必要です。
<オール>- a) 0.39 インチに等しい:流量は適切に調整されています!
- b) 0.39 インチ未満:流量が必要以上に大きい。これは過剰押し出しと呼ばれます
- c) 0.39 インチより大きい:流量が本来よりも少ない。これはサブ押し出しと呼ばれます
上記の測定値が 0.39 インチでない場合は、合計を行うことで簡単に修正できます。押出機モーターのステップの値を知る必要があります。通常、ディスプレイから取得されます (「コントロール> 移動> エクストルーダー」)。
新しいフロー [%] =(歩数 [step/in] x 3.93in) / (4.33in – 測定値)
これは、スライサーに設定された新しい値です。
流量を校正するもう 1 つの方法は、次のガイドに示すように、テスト ピースを印刷し、ノギスで特定の角度を測定することです:最高の流量校正方法! petrzmax 著 – Thingiverse
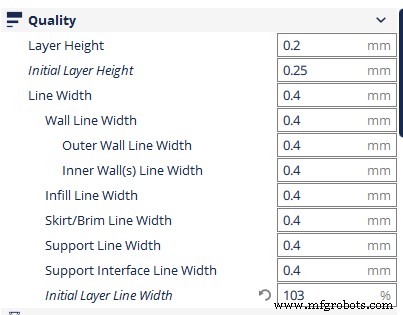
解像度の調整 (線の太さ)
層の最大高さは、ノズルの直径によって制限されます。原則として、ノズル径より20%小さいものとします。たとえば、0.015 インチのノズルの場合、層の最大高さは 0.012 インチです。このようにして、レイヤー間に隙間がなく、レイヤー間の良好な接着が保証されます。
一部のプリンターには、その特定のプリンターが最適に機能する層の高さである、いわゆる「マジック ナンバー」があります。実際には、これらの数値は魔法のようなものではありませんが、Z 軸上にあるねじ棒のピッチによって決まります。
Ender プリンターの場合、レイヤー間の推奨インクリメントは 0.0015 インチです。例:0.0031、0.0047、0.0062、0.0078、0.0094 インチ
やり方
このパラメータを設定するには、パラメータ「レイヤーの高さ」を調整する必要があります。
その他のあまり一般的でない理由
歪んだベッド
エンダーのユーザーの間で、ベッドが歪んでいる事例がいくつか報告されました。ユーザーがどれだけ手動で調整しても、フィラメントがベッドに適切に付着していないベッドの部分が常に見つかります。
修正方法
このような場合、自動レベリング センサーをインストールし、ファームウェア内でキャリブレーション ポイントを設定することをお勧めします。
この設定を実行する方法については、次のビデオで手順を追って確認してください。
押出機のギアの歯によって剥がれた、または噛まれたフィラメント
ノズルが詰まると、材料がうまく流れません。エクストルーダーのモーターギアが牽引力を低下させます。したがって、材料を正しく押すことができない場合、ギアがフィラメントを食べてトラクションが失われます。
他のケースでは、ギア システムによってフィラメントに加えられる圧力が非常に強く、フィラメントを変形させます。
修正方法
最初のケースを解決するには、上記のようにノズルの詰まりをきれいにする必要があります。
2 番目のケースでは、ギアの張力を緩めるだけで十分です。これは通常、ネジとスプリングが原因です。圧力は、フィラメントを変形させずに引っ張るのに十分でなければなりません。適切に締め付けられているかどうかを確認する簡単な方法は、材料を押し出し、手動でフィラメントを引き抜くことです。ギアがジャンプする場合は、まだもう少し締める必要があることを意味します。
3Dプリント
- 方法:Stratasysでの3Dプリンターのヒントの変更
- Ender 3 を WiFi に接続する方法:完全ガイド!
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- 1 kgの3Dプリンターフィラメントはどのくらい持ちますか?
- 3D プリンター ノズルの漏れ:修理方法!
- 二重押し出しインフィルのオーバーラップとにじみ;修正方法
- コーナーでのはみ出し (カール):簡単に修正する方法!
- フィラメントを供給しない3Dプリンター:それを解決する方法!
- 3Dプリンターのステッピングモーターが機能しない:修正しましょう!
- 3D フィラメントがノズルに付着するのを防ぎ、修正する方法
- 3D プリンター フィラメント スプールのもつれを解く方法