


熱処理プロセスとは–種類、方法、利点

この記事では、とはについて学習します。 熱処理プロセス また、さまざまなタイプの熱処理プロセスについても説明します。 詳細に。
熱処理プロセスとは何ですか?
熱処理 所望の特性を得るための、固体状態の金属または合金の加熱と冷却の組み合わせを指します。特性の変化は、熱処理操作によって生成された材料の微細構造の変化に起因します。
熱処理は、金属を加熱および冷却するプロセスであり、特定の所定の方法を使用して、所望の特性を得る。鉄と非鉄の両方の金属は、使用する前に熱処理を受けます。時が経つにつれて、多くの異なる方法が開発されてきました。今日でも、冶金学者はこれらのプロセスの結果と費用対効果を改善するために絶えず取り組んでいます。
そのために、彼らはさまざまなグレードを生み出すために新しいスケジュールまたはサイクルを開発します。各スケジュールは、金属の加熱、保持、冷却の速度が異なります。これらの方法に細心の注意を払うと、非常に特殊な物理的および化学的特性を持つさまざまな規格の金属を製造できます。
熱処理の基本
鉄と鋼は熱処理された材料の大部分を構成しますが、アルミニウム、銅、マグネシウム、ニッケル、チタンの合金も熱処理される可能性があります。
熱処理プロセスには、3つの基本的なステップが必要です。または、熱処理の段階は次のように言えます:
- 指定された温度に加熱する
- その温度で適切な時間保持する
- 所定の方法による冷却
気温は2400°Fまで変動する可能性があります 温度での時間は、数秒から60時間以上まで変化する可能性があります 。
炉内では、ゆっくりと冷却される材料もあれば、急冷する必要のある材料もあります。 。 -120°Fでの治療 一部の極低温プロセスには以下が必要です 。水、塩水、油、ポリマー溶液、溶融塩、溶融金属、およびガスは、焼入れ媒体のいくつかの例です。それぞれに独自の特性セットがあり、特定のタスクに最適です。一方、部品の90%は、水、油、ガス、またはポリマーで急冷されます。
A。 加熱段階
加熱段階での主な目標は、金属が均一に加熱されるようにすることです。ゆっくりと加熱すると、均一に加熱されます。金属を不均一に加熱すると、あるセクションが別のセクションよりも速く膨張し、金属のセクションが歪んだり、ひびが入ったりする可能性があります。次の要因に基づいて加熱速度を選択します。
1。 金属の熱伝導率: 熱伝導率の高い金属は、熱伝導率の低い金属よりも早く熱くなります。
2。 金属の状態: 以前に硬化または応力がかかった工具および部品は、そうでない工具および部品よりも遅い速度で加熱する必要があります。
3。金属のサイズと断面: 内部温度を表面温度に近づけるには、大きな部品や断面が不均一な部品を小さな部品よりもゆっくりと加熱する必要があります。そうしないと、ひび割れや過度の反りのリスクがあります。
B。 浸漬段階
浸漬段階の目的は、目的の内部構造が形成されるまで金属を適切な温度に保つことです。 「浸漬期間 」とは、金属が適切な温度に保たれている時間を指します。正しい時間の長さを決定するには、化学分析と金属の質量が必要になります。不均一な断面の浸漬時間は、最大の断面を使用して決定できます。
一般に、金属の温度を室温から浸漬温度に一段階で上げることはできません。むしろ、構造が変化する温度のすぐ下まで金属をゆっくりと加熱し、温度が金属全体で一定になるまでそこに保持します。この後「予熱 」ステップでは、必要な最終温度まで温度をすばやく加熱できます。反りを防ぐために、より複雑な設計の部品では、複数層の予熱が必要になる場合があります。
C。 冷却段階
冷却段階では、金属を室温に戻す必要がありますが、これを行うには、金属の種類によってさまざまな方法があります。気体、液体、固体、またはこれらの組み合わせなどの冷却媒体が必要になる場合があります。冷却速度は、冷却に使用される金属と媒体によって決まります。その結果、選択した冷却オプションは、金属の望ましい特性に大きな影響を与えます。
焼入れ 空気、油、水、塩水、または別の媒体で金属を急速に冷却することです。硬化したほとんどの金属は焼入れによって急速に冷却されるため、焼入れは通常硬化と関連しています。ただし、焼入れやその他の急冷は必ずしも硬化をもたらすとは限りません。たとえば、銅は水焼入れを使用して焼きなましされ、他の金属は徐冷を使用して硬化されます。
熱処理の目的
ただし、これらは次の目的の1つ以上に役立ちます:
- 被削性を向上させる
- 内部のストレスを和らげます。
- 延性、強度、硬度、靭性などの機械的特性を改善します。
- 粒度を変更します。
- 熱や腐食に対する耐性を高めます。
- 電気的および磁気的特性を変更します。
- 化学組成を変更します。
- ガスを取り除く
熱処理の利点
熱処理後の材料は:
- より耐久性のある製品。
- 鋼はより強く、より強くなります。
- 溶接が簡単です。
- より柔軟になります。
- 耐摩耗性を向上させます。
- パーツの全体的な寿命を延ばします。
熱処理はさまざまな理由で行われます。金属を柔らかくする手順もあれば、固める手順もあります。また、これらの材料の電気伝導率と熱伝導率にも影響を与える可能性があります。
いくつかの熱処理方法は、以前の冷間加工プロセスによって引き起こされたストレスを軽減します。他のものは、金属に望ましい化学的性質を追加します。最適な方法の選択は、最終的には金属の種類と必要な特性によって決まります。
金属部品は、場合によっては複数の熱処理手順にかけられることがあります。たとえば、航空機製造業界で使用される一部の超合金は、用途に合わせて最適化するために最大6つの異なる熱処理ステップを経る場合があります。
熱処理プロセスの種類
前述の熱処理の目的は、以下の熱処理プロセスの1つまたは複数によって提供される場合があります。
1。 アニーリング
2。 正規化
3。 硬化
4。 焼き戻し
5。 肌焼き:
a。) 浸炭
b。) シアン化
c。) 窒化
6。 表面硬化
a。) 高周波焼入れ
b。) 火炎硬化
7。 拡散コーティング
1。アニーリング
アニーリング は、鋼の熱処理で広く使用されている最も重要な操作の1つです。
焼きなましは、冶金学および材料科学における熱処理であり、材料の物理的および場合によっては化学的特性を変化させて、延性を高め、硬度を下げて、より実用的にします。再結晶温度を超えて材料を加熱し、その温度を適切な時間保持してから冷却する必要があります。
アニーリングの目的 次の効果の1つ以上を取得することです:
- 鋼を柔らかくします。
- 被削性を向上させます。
- 延性と靭性を向上または回復します。
- 内部のストレスを和らげます。
- 構造の不均一性を低減または排除します。
- 粒度を調整する
- その後の熱処理のために鋼を準備します。
2。正規化
正規化 は、金属を熱的または機械的に硬化させた後、金属をより延性と強靭にするために使用される熱処理プロセスです。正規化とは、材料を高温に加熱し、加熱後に室温の空気にさらすことで、材料を室温まで冷却するプロセスです。この加熱と徐冷により、金属の微細構造が変化し、硬度が低下し、延性が向上します。
鋼が冷えていると、構造が歪んでしまい、金属がもろくて信頼性が低くなる可能性があります。熱間加工された鍛造部品の内部構造も、非常に低温で加工されるために歪む可能性があります。また、仕上げ温度を変えると、同じ炭素含有量の鍛造品の構造が変わることがわかります。同様に、鋳物がやや不定の温度で注がれ、さまざまな部分でさまざまな速度で冷却される場合、信頼性が低くなる可能性があります。したがって、正規化は特に次の場合に使用されます
正規化の目的 次の効果の1つ以上を取得することです:
- 粗い構造を排除するため。
- 作業によって引き起こされた可能性のある内部ストレスを取り除くため
- 鋼の機械的特性を改善するため
これらすべての目的に加えて、中炭素鋼の強度をある程度向上させ(焼きなまし鋼と比較して)、低炭素鋼の被削性を改善し、溶接の構造を改善するために使用することができます。
3。硬化
硬化の操作 すべての工具と、特に頑丈なサービスを目的としたいくつかの重要な機械部品、および合金鋼で作られたすべての機械部品に適用されます。
その後の焼戻しを伴う硬化の目的は次のとおりです。
1。 摩耗に耐え、他の金属を切断できるようにするために高硬度を開発すること。
2。 強度、弾力性、延性、靭性を向上させます。
プロセスの構成は次のとおりです。
1。 鋼を臨界点を超える温度に加熱します。
2。 この温度でかなりの期間保持します。
3。 水、油、または溶融塩浴での急冷(急速交換)。
4。焼き戻し
テンパリング 冶金学において、金属、特に鋼を高温であるが融点未満に加熱し、次に通常は空気中で冷却することにより、金属、特に鋼の特性を改善するプロセス。このプロセスは、脆性と内部応力を低減することで強化されます。
すでに述べたように、鋼片を焼入れ媒体から取り出すと、それは硬く、もろくなり、他の好ましくない特性に加えて、深刻な不均等に分散された内部応力を持ちます。一般に、焼き戻しは延性を回復し、硬度を低下させ、硬度をいくらか低下させます。したがって、焼き戻しの主な目的は次のとおりです。
- 金属の構造を安定させるため。
- 前回の加熱中に発生した内部応力を低減するため。
- 硬化中に発生する硬度の一部を減らし、金属の延性を高めるため。
- 靭性と耐衝撃性を組み合わせた8つの構造状態を金属に与えるため。
焼き戻し処理には次のものが必要です:
- Ac1ポイント未満の温度に硬化した後、鋼を再加熱します(図6.6のpsk線
- ビットをかなりの時間保持します。
- ゆっくりと冷却します。鋼の温度は、セクションの1ミリメートルごとに4〜5分以上維持することが望ましいです。
5。肌焼き
A。浸炭
鋼に硬い表面を生成する最も古い既知の方法は、肌焼きです。 または浸炭 。この目的で使用される鋼は、通常、約0.15%の炭素の低炭素鋼であり、熱処理にあまり反応しません。プロセスの過程で、外層は、炭素含有量が0.9〜1.2パーセントの炭素を含む高炭素鋼に変換されます。適切な熱処理を行うと、外側の表面が非常に硬くなり、延性のあるコアが柔らかくなります。
B。シアン化
シアン化 は、800°C〜900°Cに維持されたシアン化物を含む溶融塩浴に鋼を浸し、次に鋼を水または油で急冷することによって、低炭素または中炭素の鋼に硬質表面を生成するプロセスです。この処理によって生成される硬度は、表層に窒素と炭素の化合物が存在するためです。
C。窒化
窒化 は合金鋼のみに硬質表面層を生成するプロセスであり、窒化は本質的に、アンモニアガスの雰囲気中で500°Cから650°Cの温度で鋼をさらに熱処理せずに加熱することで構成されます。アンモニアは解離し、発生期の窒素は鋼中の元素と結合して窒化物を形成します。これらの窒化物は、表面に極端な硬度を与えます。通常、深さ0.2〜0.4mmの硬い表面層が50時間で生成されます。
窒化は、成形および熱処理プロセス後の最後の操作です。したがって、鍛造後の操作の順序は次のとおりです。(a) 850°Cから900°Cでの油硬化、(b) 600°Cから650°Cでの焼き戻し、(c) 荒加工、(d) 525°Cから550°Cで安定化(内部応力を除去するため)、(e) 最終加工、そして最終的には(f) 窒化。
窒化処理は、多くの自動車、飛行機、ディーゼルエンジンの摩耗部品だけでなく、ポンプシャフト、ゲージ、絞りダイ、ギア、クラッチ、マンドレルなどのさまざまな部品にも使用されています。その使用は、治療に必要な費用と得られた比較的薄いケースによって制限されます。
6。表面硬化
A。高周波焼入れ
誘導 加熱は、クランクシャフト、カムシャフト、アクスルシャフトおよび同様の摩耗面のベアリング領域で必要とされる多くの表面硬化操作に十分であることが証明されています。通常の肌焼きとは異なり、表面鋼の分析は変更されません。硬化は、内部コアに影響を与えない摩耗面の非常に急速な加熱と焼き入れによって行われます。高周波焼入れで得られる硬度は、従来の処理で得られる硬度と同じであり、炭素含有量に依存します。
B。火炎硬化
オキシアセチレントーチの炎で鋼を加熱することによって鋼を硬化させるプロセスは、火炎硬化として知られています。 これは、高周波焼入れプロセスと同様に、水による表面の急速な加熱と急冷に基づいています。炎は、残りの作業を効率的に加熱して影響を与えることなく、目的の部分に向けられます。そのアプリケーションに有利な利点は次のとおりです。
- 急速に加熱されるため、限られた深さでのみ硬度が必要な場合に火炎加熱が便利で、残りは元の靭性と延性を維持します。
- 火炎加熱により、大きすぎたり不便すぎたりして炉に入れることができない作業の一部または全部を硬化させることが可能で実用的です。
- 加熱に必要な時間は、火炎加熱の方が炉よりも短くなります
7。拡散コーティング
拡散コーティング 、または金属セメンテーション は、鋼の表面にアルミニウム、クロム、シリコン、ホウ素、ベリリウムなどの元素を含浸させるプロセスです。
拡散コーティングは、固体、液体、または気体の状態にある可能性のある上記の要素の1つと直接接触する鋼部品を加熱および保持することによって達成されます。このプロセスは、鋼に多くの価値ある特性を与えます。その中には、高い耐熱性、耐食性、耐摩耗性があります。多くの場合、拡散コーティングされた鋼は、高合金鋼の代わりに使用できます。
フェーザ図
各金属合金には独自の状態図があります。前述のように、熱処理はこれらの図に従って実行されます。それらは、さまざまな温度と化学組成で発生する構造変化を表しています。
鉄-炭素状態図は、大学で最もよく知られており、広く教えられているため、例として使用しましょう。
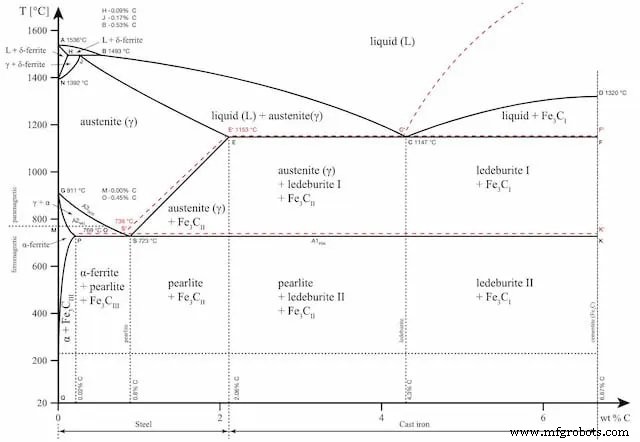
鉄-炭素状態図は、さまざまな炭素鋼の熱処理挙動を学習するための便利なツールです。 x軸は合金の炭素含有量を表し、y軸は温度を表します。
鋼が鋳鉄になる限界は2.14パーセントの炭素であることに注意してください。
この図は、オーステナイト、セメンタイト、パーライトなどのさまざまなミクロ状態で金属が見られるさまざまな領域を示しています。これらの領域は、境界A1、A2、A3、およびAcmで示されます。温度または炭素含有量の値がこれらの界面を通過すると、相変化が起こります。
- A1:セメンタイト/フェライト相の上限。
- A2:鉄が磁性を失う限界。金属が磁性を失う温度は、キュリー温度とも呼ばれます。
- A3:オーステナイト+フェライト相をγ(ガンマ)オーステナイト相から分離する界面。
- Acm:γオーステナイトをオーステナイト+セメンタイトフィールドから分離する界面。
状態図は、熱処理が有益かどうかを判断するための重要なツールです。各構造は最終製品に異なる品質をもたらし、それに応じて熱処理が選択されます。
熱処理プロセスのステップ
簡単に言えば、熱処理とは、金属を加熱し、その温度に保持してから、冷却するプロセスです。プロセス中に、金属部品はその機械的特性が変化します。これは、高温によって金属の微細構造が変化するためです。そして、微細構造は、材料の機械的特性において重要な役割を果たします。
最終的な結果は、さまざまな要因によって異なります。これらには、加熱時間、金属部品を特定の温度に保つ時間、冷却速度、周囲条件などが含まれます。パラメータは、熱処理方法、金属の種類、および部品サイズによって異なります。
このプロセスの過程で、金属の特性が変化します。これらの特性には、電気抵抗、磁性、硬度、靭性、延性、脆性、耐食性があります。
暖房
- 金属部品を炉に入れます
- ジェットエンジン部品を炉に入れる
- すでに説明したように、合金の微細構造は熱処理中に変化します。加熱は、所定の熱プロファイルに沿って実行されます
- 合金は、加熱されると3つの異なる状態のいずれかで存在する可能性があります。機械的混合物、固溶体、または両方の組み合わせのいずれかです。
- 機械的混合物は、セメントが砂と砂利を結合するコンクリート混合物に類似しています。砂と砂利はまだ別々の粒子として見えます。金属合金の場合、機械的混合物は母材によって一緒に保持されます。
- 一方、固溶体では、すべての成分が均一に混合されます。これは、顕微鏡下でも個別に識別できないことを意味します。
- 州ごとに異なる性質があります。状態図に従って加熱することで状態を変えることができます。ただし、冷却によって最終的な結果が決まります。方法によっては、合金が3つの状態のいずれかになってしまう可能性があります。
保持
- 保持中、または浸漬段階 、金属は達成された温度に保たれます。その期間は要件によって異なります。
- たとえば、肌焼きは、表面硬度を上げるために金属の表面に構造を変更するだけで済みます。同時に、他のメソッドには均一なプロパティが必要です。この場合、保持期間は長くなります。
- 浸漬時間は、材料の種類と部品のサイズによっても異なります。均一な特性が目的の場合、部品が大きいほど時間がかかります。大部分のコアが必要な温度に達するまでに時間がかかるだけです。
冷却
- 浸漬段階が完了したら、金属を所定の方法で冷却する必要があります。この段階でも、構造変化が起こります。冷却時の固溶体は、さまざまな要因に応じて、同じままで、完全にまたは部分的に機械的混合物になる可能性があります。
- ブライン、水、油、強制空気などのさまざまな媒体が冷却速度を制御します。上記の冷却媒体の順序は、有効冷却速度の降順です。ブラインは熱を最も速く吸収しますが、空気は最も遅くなります。
- 冷却プロセスで炉を使用することも可能です。制御された環境により、ゆっくりとした冷却が必要な場合に高精度が可能になります。
どの金属が熱処理に適していますか?
熱処理された材料の大部分は鉄金属ですが、銅、マグネシウム、アルミニウム、ニッケル、真ちゅう、チタン合金も熱処理される場合があります。
熱処理された金属の約80%は、異なるグレードの鋼です。鋳鉄、ステンレス鋼、およびさまざまなグレードの工具鋼はすべて、熱処理可能な鉄金属です。
鉄金属は通常、硬化、焼きなまし、焼ならし、応力緩和、肌焼き、窒化、焼き戻しなどのプロセスにかけられます。
銅および銅合金には、焼きなまし、時効、焼入れなどの熱処理方法が使用されます。
アルミニウムは、焼きなまし、溶体化処理、自然および人工時効、およびその他の熱処理方法に適しています。アルミニウムの熱処理は正確なプロセスです。プロセスの範囲を確立する必要があり、目的の特性を確実に達成するために、各段階で慎重に制御する必要があります。
明らかに、すべての材料がさまざまなタイプの熱処理に適しているわけではありません。同様に、単一の材料がすべての方法の恩恵を受けるとは限りません。結果として、望ましい結果を達成するために、各材料を別々に研究する必要があります。出発点は、相図と前述の方法の効果に関する入手可能な情報を使用することです。
鋼の熱処理
鋼の熱処理とは、金属を加熱および冷却して、金属の形状を変化させることなく、物理的および機械的特性を変化させることです。熱処理は材料を強化する方法ですが、成形性や機械加工などの機械的特性を変更するためにも使用できます。
最も一般的な用途は冶金ですが、金属熱処理は、ガラス、アルミニウム、鋼、およびその他のさまざまな材料の製造にも使用できます。
私たちは、熱処理プロセスとは何かから始まり、その後、焼きなまし、肌焼き、焼き戻し、正規化などの方法を含む熱処理プロセスのタイプを含む、熱処理のすべての側面をカバーしようとしました。また、熱処理プロセスの長所と短所についても説明しました。
記事が気に入ったら、友達と共有してください。
産業技術