


ビスク磁器の置物
背景
ビスク磁器は素焼きの白い陶磁器で、焼き固く、無孔で、半透明です。今日のビスク磁器産業は、粘土製品と未知の芸術的インスピレーションの源を使った何百年にもわたる実験から生まれました。ビスク磁器の収集品の製造業者は、芸術作品としての各製品へのアプローチにおいて全会一致です。品質はデザインから始まり、プロセス全体で管理されます。これは、収集品がアーティストによって最初にスケッチされてからコレクターの手に届くまでに数か月かかる場合があります。工場だけでも、1つの人形の製造に1週間以上かかる場合があり、その製造はあらゆる段階で徹底的に精査されます。
歴史
中国人は、磁器を製造する芸術の創造者であり、最初の巨匠でした。中国の芸術形式の習得により、彼らは何百年もの間、事実上唯一の磁器生産者になりました。ビスク磁器はファンツと呼ばれていました または中国人によって磁器に変えられましたが、他の場所では、ビスケット陶器、パリアン陶器、または素焼きの陶器とも呼ばれます。すべての磁器は少なくとも1回は焼成されます。もともと、ビスケットの段階は、最初の焼成後、指の圧力で壊れて多孔質のままであるほど脆い磁器を指していました。多孔質素材に吸収された釉薬に浸すと磁器が保存されます。 2回目の焼成により、釉薬が溶けるか粘土と融合し、ガラス化またはガラスのようになりました。これは、釉薬を加えなくても硬くて耐久性のあるビスク磁器の現代的な生産とは異なります。
ヨーロッパでは、1700年代半ばにビスク磁器の生産が目立つようになりました。フランス人は、セーヴル、メネシーヴィルロイ、ヴァンセンヌの工場で胸像とメダルライオンのような肖像画を作りました。フランス人のデソッシュとドイツ人の芸術家ロンブリッチは、ビスクでの生活から肖像画の飾り額をモデル化し、素焼きのジャスパーウェアでの焼成によって保持された粘土に色を追加することに成功したイギリス人のジョサイアウェッジウッドのスタイルで月桂樹の葉のフレームでギリシャの主題を表現しました。世紀の終わりまでに、多くの彫刻家が人形(通常は古典的な人物や理想的な子供、ストリートスイーパー、農民の女の子などの普通のキャラクター)をビスケットウェアでモデル化していました。ビスクの人気は、釉薬をかけた磁器の下品さによるものと思われます。この時期に作られた色は騒々しくて派手で、ビスク効果は柔らかくて暖かいものでした。ビクトリア朝時代までに、人形の頭と腕を作るためにビスク磁器が使用され、これらの人形(アンティークと現代の形の両方)はビスク収集品産業の別の部門を形成しています。釉薬と素焼きの両方の磁器から作られた置物は、18世紀以来、ファッションとスタイルの変化と処理の改善を通じて、非常に収集可能でした。
原材料
置物を作るために必要な原材料には、型用の石膏、磁器粘土、焼成物を磨くための軽石と水、設計者の意図に合わせて特別に作成された塗料または顔料、および包装材料が含まれます。磁器粘土は、カオリン、長石、粉砕フリントの混合物です。カオリンは、主にケイ酸アルミニウムからなる天然の微細な粘土です。長石は、ケイ酸アルミニウムに加えて、カリウム、ナトリウム、カルシウム、またはバリウムも含む結晶性鉱物です。フリントはハードクォーツです。
デザイン
磁器の置物の作成は、芸術家の構想から始まります。おそらく最もよく知られている例は、芸術家のサム・ブッチャーによって描かれ、プレシャス・モーメンツの置物に登場する目の前の子供たち(それぞれ片方の目の近くに涙滴があります)です。
アーティストがデザインをスケッチまたはペイントした後、マスター彫刻家は湿った粘土を使用してアートワークからモデルを作成します。最初に大まかなモデルが作成され、次に彫刻家がモデルが完成するまで微妙な粘土片を追加および削除することによってそれを処理します。理想的には、彫刻は正しい形をしているだけでなく、アートワークで表現されている本来の意図や感覚と一致しています。完成した彫刻は、レビューされ、大量生産が承認されます。
製造
プロセス
型を作る
オリジナルの彫刻の鋳造物は、置物の生産のための石膏型を作るために使用されます。アーティストの元の構想から元の彫刻に移された細部は、時には小さくて複雑であるため、元の彫刻は複数の部分に分割されて、複製用の型のセットが作成されます。単一の置物を製造するために、12セットの型が必要になる場合があります。型を作るプロセスは非常に注意深く行われるので、元の彫刻は成形された磁器の置物に複製されます。金型製作プロセスは、最終的に生産金型が生産される前に、サンプル金型およびケース金型の製作を含むいくつかのステップを経ることがあります。石膏製造の型は50回も再利用できますが、使用するたびに型の細部が失われます。磁器工場は、置物から置物までの品質を維持するために型の使用を制限しているため、30回ほどの鋳造後に破壊されることがよくあります。
- 1型を作るために使用される石膏は、非常に微細な粉末を生成するために高度に精製されており、細部をキャプチャし、仕上げ面を滑らかにします。水と石膏の粉を混ぜます。スープから泡を取り除くために、真空ブレンダーを使用して、同伴された空気を排出します。
- 2液化石膏をケース型に流し込み、製造型を作成します。しっくいは約20分で固まりますが、まだ水分が多いので見た目は騙されます。
- 3生産金型は、約90°F(32.2°C)の温度で約48時間火で乾燥されます。乾燥した石膏型はゴムストラップでしっかりと固定され、生産の準備ができています。
- 4型を乾かしながら、磁器粘土を作ります。粘土はまた、スリップと呼ばれるスラリーが形成されるまで水と混合されます。スリップは濃厚なクリームに似ており、粘土を焼成する過程で色が変わるため、通常、その色は人形の完成した色とは大きく異なります。
- 5石膏型が粘土から液体を吸収している間、スリップで満たされた型を休ませます。約30分後、型の表面には、置物の一部を形成するのに十分な厚さの粘土の堆積物があります。置物のこの部分の真ん中に残っているスリップは流し出されます。
- 6軽くたたくことで人形のギプスを型から安全に取り外すことができるまで、型は再び静止します。この段階では、置物はまだ組み立てられていない、または焼成されていないグリーンウェアのコレクションです。
- 7置物の構成要素はまだややしなやかです。それらは、ブラシで塗布される接着剤のような液体スリップをより多く使用することによって組み立てられます。これで、オブジェクトは完成品に似ています。
グリーンウェアの仕上げ
- 8仕上げと呼ばれる次のプロセスでは、すべての継ぎ目を穏やかに取り除き、カビの痕跡を滑らかにし、芸術的なディテールをグリーンウェアに追加します。空気に触れるとすぐにグリーンウェアが乾き始めるので、職人は仕上げ作業をすばやく完了します。
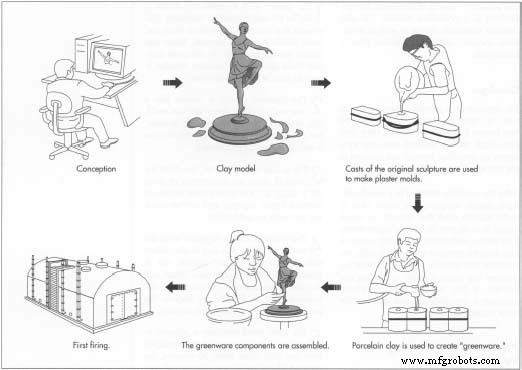 ビスクの置物の製造は、粘土でモデル化された芸術家の構想として始まります。モデルが完成したら、キャストを使用して石膏型を作成します。グリーンウェアは成形されてから焼成されます。
ビスクの置物の製造は、粘土でモデル化された芸術家の構想として始まります。モデルが完成したら、キャストを使用して石膏型を作成します。グリーンウェアは成形されてから焼成されます。 - 9次に、人形を完全に風乾して水分を蒸発させてから、作品を焼成します。磁器に水分が残っていると、窯の中で粉々になります。
発砲
- 10ビスク窯は、成形品の焼成に使用されます。収集品はガス窯で最初の焼成にかけられ、そこでそれらは温度または約2,300°F(1,260°C)で14時間焼かれます。他の種類のビスク陶器は、素焼き仕上げの硬化物を製造するために70時間も焼成される場合があります。完成した磁器は、非吸収性、半透明、ガラス質であり、鋼と同じくらい硬くすることができます。最初の焼成中に、グリーンウェアの色も磁器の完成した色に変わります。粘土に存在する不純物は、焼成中に現れて変色を引き起こし、破片を破壊する必要があります。焼成中にガラス化が起こり、粘土の色と粘稠度が変化します。物理的には、置物のサイズが15%も縮小した可能性があります。
研磨と塗装
- 11特定の収集品がサニーで滑らかな仕上がりになる場合、その生産の次のステップは研磨です。置物は、宝石を磨くために使用される装置のようにタンブラーに配置されます。この場合、水と細かい軽石が人形の表面を磨くので、タンブリング動作は非常に穏やかです。
- 12研磨プロセスには、次に人形に取り組む画家が芸術性のために美しく下塗りされた表面を持っているという追加の利点があります。画家は、技術だけでなく、置物の精神を捉えるのにも非常に熟練しています。一度に6本ものブラシを保持し、特別に配合された顔料を塗布します
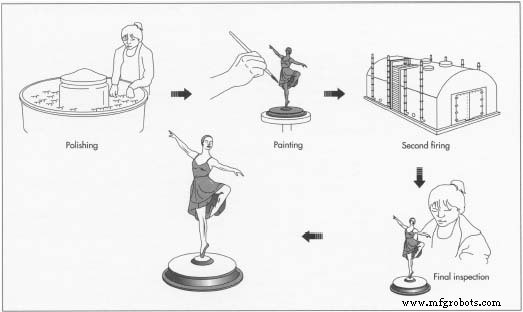 素焼きの陶器は、2回目の研磨、塗装、焼成が行われます。置物に。絵画は、細線の作品からエアブラシを使った絵画まで、さまざまな芸術家がさまざまなスキルを使用する多段階のプロセスです。塗装された文字は、装飾焼成の前に検査されます。
素焼きの陶器は、2回目の研磨、塗装、焼成が行われます。置物に。絵画は、細線の作品からエアブラシを使った絵画まで、さまざまな芸術家がさまざまなスキルを使用する多段階のプロセスです。塗装された文字は、装飾焼成の前に検査されます。
2回目の発砲
- 13 2番目の、つまり装飾的な焼成では、電気加熱式のトンネル窯を使用して、顔料を磁器に恒久的に貼り付けます。釉薬をかけずに放置されているほとんどの収集品には適用されませんが、一部の磁器製品は、釉薬を硬化させる(光沢窯で)か、追加のレリーフタイプの装飾を硬化させるために、3回目または4回目の焼成で焼成されます。装飾焼成中、人形は約1,300°F(704.4°C)の温度で4時間焼成されます。
品質管理
詳細な収集品の生産には、注意深い品質管理が不可欠です。材料、特に石膏と粘土は、細心の注意を払って選択、処理、混合、使用されます。不純物を含む磁器粘土は、焼成された装飾品を真っ白ではなく明るいピンクに着色し、スリップと焼成された置物のバッチ全体を無駄にする可能性があります。置物自体は通常、出荷前に6回以上の検査に合格します。風乾したグリーンウェアを検査して、継ぎ目と型の刻印の詳細、組み立て、滑らかさを確認します。焼成後、破片に欠陥がないか再度検査されます。特に小さな鳥や蝶が置物の一部である場合、研磨は損傷を与えるプロセスになる可能性があります。研磨後、別の詳細な検査が行われます。次に、顔料を塗布し、塗装直後と装飾焼成後に図を精査して、色の品質が正しいことを確認します。塗装されたディテールを省略した場合、人形は再塗装して再焼成することができますが、ディテーリングのエラーがあると作品が破壊されます。
副産物/廃棄物
副産物はビスク磁器の置物の製造から生じるものではありませんが、単一の製造業者が同じ基本的なプロセスを使用して任意の数の製品ラインを製造する場合があります。置物だけではありません。鐘、装飾品、フォトフレーム、オルゴール、プレート、装飾用のアクセントピースは、多くの場合、人形の主要なラインと同じスタイルで同じ素材で作られています。少しでも傷のある人形は破壊されるため、一部の無駄は厳格な品質管理の結果です。必然的に、いくつかの破損もあります。新しい収集品が製品ラインに追加されると、古い製品は一時停止または廃止されます。引退した収集品の型は破壊され、アイテムは二度と生産されません。
未来
ビスク磁器の収集品は、家の贈り物、収集品、装飾品として高く評価されています。人形の多くのラインは、ファンの間で並外れた忠誠心を刺激します。たとえば、プレシャスモーメンツコレクターズクラブは1981年に設立され、40万人以上の会員を擁する世界最大の組織になりました。 1997年に91億ドルの収益を上げたギフトおよび収集品業界は、忙しい世界に個性的で芸術的な暖かさを加えることに誇りを持っています。絶えず変化するファッションとテイストは、確認されたコレクターの忠誠心と相まって、他の多くの種類の収集品の中でも、ビスク磁器の置物の未来を保証します。
製造プロセス