


見た
背景
のこぎりは、木や骨などの硬い材料を切断するために使用される歯付きの刃を備えた手工具です。それらは最も古い既知のツールの1つです。何千年にもわたって行われた革新は、現代の大量生産された例にまだ存在しています。
最初のフリントソーは、旧石器時代初期、紀元前60,000〜10,000 <小>の間に出現しました。 石のこぎりや、骨の柄に石の刃物や「細石器」をセットした複合のこぎりもこの時期に作られました。最初の金属刃は、約4、000年前の銅の発見によって可能になりました。
鉄器時代が始まると、弱い銅と青銅は廃棄され、すくい上げられた歯がついに可能になりました。やがて、のこぎりの歯の数を増やすと、その使用効率が上がることが明らかになりました。小さなのこぎりは大工仕事に使用され、アジア式のプルソーは古代エジプト人によって特に使用されていました。エジプトのモニュメントで発見された象形文字は、エジプト人が家具の製造方法で鋸を使用したことを記録しています。のこぎりの設計の調整は、のこぎりの使用目的に応じて行われました。たとえば、間隔を空けた歯により、切断ストローク後に鋸がすくいとしても機能し、発達中の「カーン」または切断からおがくずが除去されました。
冶金学の革新が発展するにつれて、鋸は改善され続けました。レオナルドダヴィンチは15世紀に大理石ののこぎりを発明し、ヨーロッパや海外の多くの開発者は、より良い最先端を作るために鋼の改良を利用しました。 17世紀を通して、最強の刃はまだ最も狭いものでした。弓と矢との構造的類似性にちなんで名付けられた弓のこぎりは、この制限のために引き続き人気がありました。アメリカの初期のヨーロッパ人入植者の間で見られた木製のフレームの人気は、当時の植民地での金属の不足と、広圧延鋼の不足に起因していました。
産業革命の到来とともに、より強く、より耐久性のあるのこぎりが生産されました。たとえば、18世紀初頭にはさまざまな形の丸鋸が製造されていましたが、1814年にニューヨークのベンジャミンカミンズに米国で最初の特許が付与されました。消費者および商用利用。
原材料
鋸刃の製造に使用される主な材料は、他の特定の金属と合金化された強化された高品質の工具鋼です。ハンドルは以前は木だけで作られていましたが、現代の道具は成形プラスチックで作ることもできます。
デザイン
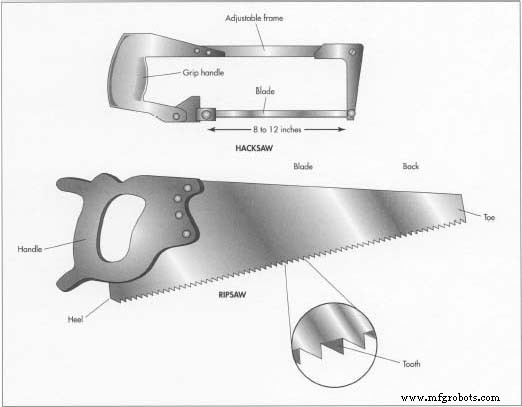
ハンドヘルドソーには、弓のこ、バックソー、そして象徴的に馴染みのあるクロスカットまたはリップソーの3つの主要なタイプがあります。
クロスカットソーは穀物を横切ってカットし、リップソーは穀物に沿ってカットします。のこぎりの歯は、さまざまなニーズを満たすためにさまざまに配合されています。角度が極端すぎると、歯が木に引っかかります。角度が浅すぎると歯が全く切れなくなります。クロスカットソーの歯は、リップソーの歯よりも鈍角になってスライスします 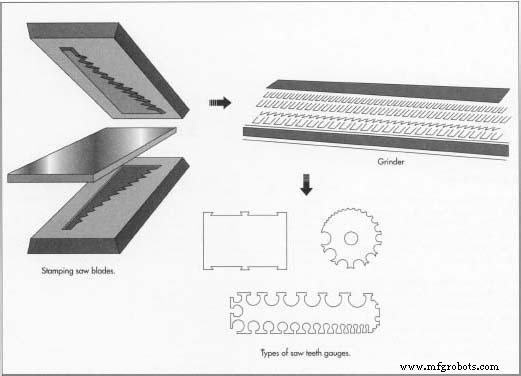 タングステンと合金化された特殊なタイプの鋼が製造され、細片に圧延されます。次に、プレス機を使用して合金鋼からブレードをプレス加工します。のこぎりは仕様に合わせて研磨されています。ゲージはのこぎりの歯の角度を測定するために使用され、切断の効果を決定します。その後、刃を固め、ハンドルを取り付けます。それを彫らずに木目に入れます。逆に、リップソーの刃先は実際の刃に対して直角に設定されているため、歯は小さなノミのように機能します。広葉樹ののこぎりの歯は60度で最適な角度になりますが、柔らかい木材はより鋭角、通常45度に設定された歯で切断する必要があります。味付けされた緑の森はまた、異なる形の刃を必要とします。粗いのこぎりは1インチあたり約5本の歯(1cmあたり2本)を持っています。これは、緑または針葉樹を切るときに最適です。 1インチあたり少なくとも8本の歯(1cmあたり2本)の細かいのこぎりは、ショーや鳩尾のようなより複雑な構造を目的とした味付けされた広葉樹で滑らかなカットを行うことができます。
タングステンと合金化された特殊なタイプの鋼が製造され、細片に圧延されます。次に、プレス機を使用して合金鋼からブレードをプレス加工します。のこぎりは仕様に合わせて研磨されています。ゲージはのこぎりの歯の角度を測定するために使用され、切断の効果を決定します。その後、刃を固め、ハンドルを取り付けます。それを彫らずに木目に入れます。逆に、リップソーの刃先は実際の刃に対して直角に設定されているため、歯は小さなノミのように機能します。広葉樹ののこぎりの歯は60度で最適な角度になりますが、柔らかい木材はより鋭角、通常45度に設定された歯で切断する必要があります。味付けされた緑の森はまた、異なる形の刃を必要とします。粗いのこぎりは1インチあたり約5本の歯(1cmあたり2本)を持っています。これは、緑または針葉樹を切るときに最適です。 1インチあたり少なくとも8本の歯(1cmあたり2本)の細かいのこぎりは、ショーや鳩尾のようなより複雑な構造を目的とした味付けされた広葉樹で滑らかなカットを行うことができます。
製造
プロセス
- タングステンと合金化された特殊なタイプの鋼が製造され、細片に圧延されます。ストリップの厚さは、完成したブレードの厚さを設定し、ワイヤーの測定に使用されるのと同じ機器によって測定されます。
- 次に、プレス機を使用して合金鋼からブレードをプレス加工します。ハンドソーブレードの全体的な形状は、ハンドルから先端に向かって狭くなっています。最高ののこぎりは、まっすぐなものではなく、「クラウン」または湾曲した刃先を持っているため、のこぎりが動いている間はいつでも木材の表面に接触する歯が少なくなります。最も安価なハンドソーは均一な厚さです。
- 次に、ブレードは最適な使用のために標準に従って処理されます。のこぎりの種類に応じて、さまざまな技術が適用される場合があります。たとえば、クロスカットソーは斜角になっています。ハンドソーの背面は、使用中の摩擦を減らすために、歯のエッジよりも薄く研磨されています。ハンドソーは一般的にテーパーグラウンドです。
- ブレードの歯の「セット」または調整は、のこぎりの効果にとって非常に重要です。
 したがって、歯は、一度に3本の歯を分析する鋼板製のゲージで測定されます。次に、それらは交互の方向に切断され、曲げられます。ただし、角度を付けすぎると、のこぎりが適切に切断されなくなります。
したがって、歯は、一度に3本の歯を分析する鋼板製のゲージで測定されます。次に、それらは交互の方向に切断され、曲げられます。ただし、角度を付けすぎると、のこぎりが適切に切断されなくなります。 - 次に硬化が起こります。何世紀にもわたって使用されてきた古典的な技術には、ブレードをハンマーで叩いて「張力をかけた」状態にすることが含まれているため、剛性と柔軟性の最良の組み合わせが示されます。多くのバリエーションが可能です。今日、プロの弓のこは全体的に硬化していますが、家庭用の弓のこは歯だけが硬化しています。
- 硬化した鋸刃に防錆コーティングがスプレーされています。
- 最後に、ブレードは別々に作成された射出成形ハンドルに固定されます。
品質管理
米国規格は、不適切に作られたのこぎりが危険である可能性があるため、安全性と最適な使用のためにブレードのセットを規制することを目的としています。 1インチあたり24〜32歯(1 cmあたり10〜13歯)の弓のこ刃は波状に設定する必要があります。他のタイプののこぎりは、3本おきの歯がセットされていない「レーカーセット」を必要とします。使用される金属の複合も規制されています。それと呼ばれるための標準的な鋼の刃は、1.25%を超える合金であってはなりません。工業用および高出力のこぎりの場合、高速度鋼の刃は最大1,000°F(537.78°C)の温度に耐えることができなければなりません。
未来
コンピューター支援設計(CAD)などのユーザーフレンドリーな最適化ソフトウェアのおかげで、ハンドソーユーザーへの反復動作の影響を遅らせる可能性のある改良が実験されています。 「累積的外傷性障害」は、この分野で知られているように、人間工学的研究によって打ち消されなければなりません。目標には、のこぎりを使用することによる影響をより広い領域に広げること、鋭い矯正動作の必要性を減らすこと、および不快な手と腕の位置を避けるためにハンドルのフィットを改善することが含まれます。ボランティアテストグループは、消費者のニーズを評価するために使用され、プロのユーザーは開発中の製品のプロトタイプをテストします。
大規模および小規模の電動工具の両方を改善するために、同じアプローチが行われています。コンピューター支援製造(CAM)、コンピューター統合生産(CIM)、および数値制御(NC)技術により、鋸メーカーは無駄を削減し、効率を向上させることができます。製材業界のサークルソーは、有限要素解析の助けを借りて再発明されました。ペンシルベニア州のSawPaw Corporationは、リサイクル可能なワンピースのカーバイドソーシャンクとビットに関する特許を保有しています。合理化された設計は、長期的な使用コストを削減するために、寿命を延ばしながら効率を向上させることを目的としています。
製造プロセス