


弾薬
背景
小型武器の弾薬、またはカートリッジは、ピストルからライフル、ショットガン、マシンガンと呼ばれることもあるより重い自動武器に至るまで、さまざまな銃器で使用されています。 「弾丸」という用語は一般的にカートリッジを説明するために使用されますが、実際には発射体のみを指します。カートリッジコンポーネントの正しい用語は、弾丸、ケース、プライマー、および推進剤または火薬です。各コンポーネントは個別に製造され、カートリッジに組み立てられます。サイズ、形状、点火タイプ、および弾道性能の仕様は、軍用および民間用の弾薬の大部分で標準化されていますが、多くの時代遅れでユニークな「ワイルドキャット」カートリッジがまだ見つかっています。小火器の弾薬には、最大0.75インチ(.750口径)の弾丸の直径または口径のカートリッジが含まれます。生産の大部分は、.45口径以下の弾丸を備えたカートリッジ用です。
19世紀まで、武器を装填する唯一の方法は、最初に粉末を銃身に注ぎ、次に鉛の弾丸の周りに油を塗った布パッチを置き、弾丸を銃身から槊杖で粉末に突き刺すことでした。フリントロック式が小さな火花を発生させたか、または撃発雷管が小さな爆発性の閃光を発生させて、パッチを当てた弾丸を発射した火薬に点火しました。これは非常に遅いプロセスであり、しばしば不正確なショットを生成しました。繰り返し焼成した後、バレルは粉末の残留物で汚れ、装填が不可能になりました。
1800年代初頭、銃の製造業者は、弾丸、火薬、および点火器を武器に装填する方法を再設計することによってのみ、精度と発射速度の向上を達成できることに気づきました。最初に成功した新しいデザインは、1848年にChristianSharpsによって作成されました。彼の設計は、武器を発射する人に最も近い銃身の基部にある開口部、または骨盤位を利用していました。砲尾を手動で閉じて、端を密閉することができます。シャープの設計では、弾丸は後装式に装填され、続いて紙袋に火薬が入れられました。砲尾が閉じられたとき、バッグは切り開かれました。これにより粉末が露出し、それが発火する可能性があります。
1852年に、金属製のケースを備えたカートリッジがイギリスのチャールズランカスターによって開発されました。片方の端に弾丸が付いた状態で、粉末をケース内に保持しました。ほぼ同じ時期に、別の英国人のボクサー大佐とアメリカ人のハイラム・バーダンも、ケースの底の中央にイグナイターまたはプライマーを組み込んだ金属製のケースカートリッジを開発しました。プライマーには、武器の一部である撃針(撃針と呼ばれる)が当たったときに発射される可能性のある少量の衝撃に敏感な爆発物が含まれていました。ボクサーとベルダンによって開発されたセンターファイアメタルケースカートリッジのコンセプトは、今日まで存続しており、現代の小火器の弾薬設計の基礎となっています。
原材料
弾丸は鉛合金でできており、多くの場合、スズとアンチモンが含まれています。一部の弾丸は、パフォーマンスを向上させるために、外側に厚い銅のジャケットが付いています。
ケースは真ちゅう、スチール、またはアルミニウムでできています。真鍮が最も一般的です。ショットガンシェルは、多くの場合、ポリプロピレンで作られています 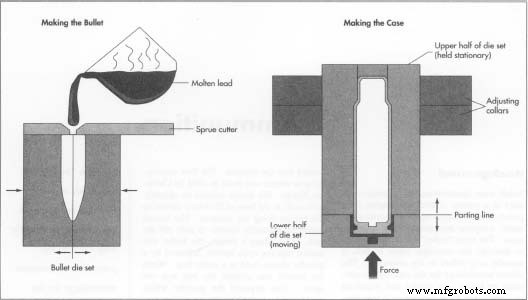 競技射撃に使用される多くの拳銃とライフルの弾丸は、従来の原価計算方法を使用した原価計算です。溶融鉛は弾丸型のキャビティに注入され、急速に冷却されてから型から引き出されます。典型的な真ちゅう製のケースは、複数のパンチとダイのセットを使用して描画することにより、焼きなましされたシートから形成されます。金属ベースに取り付けられたプラスチックケース。いくつかの拳銃の薬莢はプラスチック製ですが、広く受け入れられていません。
競技射撃に使用される多くの拳銃とライフルの弾丸は、従来の原価計算方法を使用した原価計算です。溶融鉛は弾丸型のキャビティに注入され、急速に冷却されてから型から引き出されます。典型的な真ちゅう製のケースは、複数のパンチとダイのセットを使用して描画することにより、焼きなましされたシートから形成されます。金属ベースに取り付けられたプラスチックケース。いくつかの拳銃の薬莢はプラスチック製ですが、広く受け入れられていません。
プライマーは、真ちゅう製のアンビルを備えた銅または真ちゅう製の合金カップでできており、衝撃に敏感なスチフニン酸鉛点火装置が充填されています。プライマーの金属部分は通常、腐食に耐えるためにニッケルメッキが施されています。
推進剤は、黒色火薬から、ニトロセルロースを含むより現代的な無煙火薬までさまざまです。推進剤は注意深く配合されており、発火して弾丸を銃身に向かって加速させる膨張ガスを生成します。粉末粒子の膨張率、物理的サイズと形状、および推進剤の安定性はすべて、それを生成するために使用される化学式の重要な要素です。
弾丸の設計と
製造
弾丸はいくつかの異なるプロセスで作成できます。小さい.22口径の弾丸は通常鉛です プレスまたは冷間成形されて形になります。太いリード線の小片を正しい長さに切断し、自動プレスでセットされたダイによって弾丸の形に成形します。このタイプの自動化されたプロセスにより、高い生産率を達成できます。競技射撃に使用される多くの拳銃やライフルの弾丸は、従来の鋳造方法を使用して鋳造されます。溶融鉛は弾丸型のキャビティに注入され、急速に冷却されてから型から引き出されます。弾丸が引き抜かれるときに、リードが空洞に入るポイント(または「スプルー」)がトリミングされます。冷間成形された弾丸と鋳造された弾丸の両方は、銅メッキによってさらに改善される可能性があります。メッキプロセスは、弾丸の外側に銅の薄層を電気的に堆積させ、鉛を酸化から保護し、弾丸に回転を与えて精度を向上させるバレルの溝またはライフリングに係合するためのより硬い表面を提供します。銅はまた、発射後のライフリングの鉛の汚れを減らし、銃器が多くのラウンドを発射した後も精度を維持できるようにします。
弾丸の性能と精度を向上させるために、「ジャケット付き」弾丸が開発されました。これは、実質的な真ちゅうまたは銅の外殻を使用する弾丸のファミリーであり、通常、鋳造または冷間成形によって鉛で満たされ、特定の性能基準のためにいくつかの異なる構成を持っています。例としては、FMJ(フルメタルジャケット)、JHP(ジャケット付きホローポイント)、JSP(ジャケット付きソフトポイント)があり、それぞれボートテールデザイン、制御された拡張、トレーサー、焼夷弾、徹甲弾などのオプションがあります。これらの弾丸の真ちゅう製の外殻は、発射時にライフリングにしっかりとかみ合い、精度を向上させるためにぴったりとフィットします。精度をさらに向上させるように設計されたボートテール弾は、ベースの直径を小さくして、空気の流れと飛行の安定性を向上させています。ソフトノーズとホローポイントの弾丸は、ターゲットを攻撃すると拡張して衝撃を強めるように設計されています。
特殊な弾丸は、軍事用途で見つかることがあります。徹甲弾は、真ちゅう製または銅製のジャケット付きスチールコアにすることができます。これらはエンジンブロックや航空機のフレームに侵入し、内部のメカニズムに損傷を与えて無力化する可能性があります。トレーサーのベースには少量のリン化合物が含まれています。発火すると、リンは明るい光で発火して燃焼します。夜になると、射撃位置からターゲットに向かってストリーキングが発生し、射手が飛行中の弾丸を追跡して照準を調整できるようになります。焼夷弾には少量のマグネシウムが含まれており、リンのように、発火すると燃焼しますが、長時間燃焼し続け、ターゲットに衝突すると燃料や弾薬に発火します。
ケースのデザインと
製造
ほぼすべての小火器の弾薬ケースは真ちゅう合金製です。アルミニウム、スチール、またはプラスチックを使用するものもありますが、真ちゅう製のケースが最も人気があり、製造が最も簡単です。
ケースのデザインは、弾薬が使用される銃器によって決定されます。典型的な真ちゅう製のケースは、複数のパンチとダイのセットを使用して描画することにより、焼きなましされたシートから形成されます。複数のダイセットの最初のステージは金属を形成し、2番目のステージは金属をより深く伸ばし、3番目のステージはリムを形成します。最終段階で正確に形成されたケースが生成されるまで、各ステップで金属がわずかに遠くまで伸びます。ケースは長さに合わせてトリミングされ、プライマー穴が開けられます。耐久性を向上させるために、選択したタイプのケースに対して熱処理と応力緩和が行われます。これは、ケースのバスケットが金属を歪ませることなく穏やかに柔らかくするのに十分な温度で加熱される大型バッチオーブンで達成されます。冷却されると、金属は「リラックス」し、発砲の罰を受けることができます。一部の拳銃の口径のケースは、リロードの耐久性、耐食性、および外観のためにニッケルメッキされています。各ケースには、口径、メーカー、軍需品コード、製造年などの情報が刻印されています。
プライマーの設計と
製造
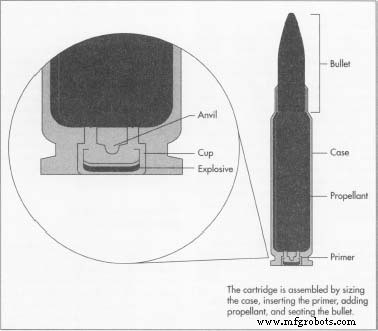
プライマーは、2つの金属部品と少量の爆発性化合物で構成されています。プライマーは、銃器に応じてさまざまなサイズがあります。例として小さなピストルプライマーを使用すると、カップは通常、直径が約0.125インチ(0.32 cm)、高さが0.125インチ(0.32 cm)で、柔らかい銅または真ちゅうでできています。中には衝撃に敏感な爆発性の鉛スチフネートが少量入れられ、開口部に押し込まれたのはアンビルと呼ばれる三角形のピースです。撃針が当たると、カップの中央が崩壊し、その内面とアンビルの間で爆発物が圧迫されます。爆発物が発火し、フラッシュホールから炎を発射し、推進剤に点火してカートリッジを発射します。
製造
プロセス:カートリッジ
組み立て
カートリッジコンポーネントの組み立てプロセスは、振動フィニッシャーによるケースの徹底的なクリーニングと研磨から始まります。フィニッシャーは、トウモロコシの副産物(乾燥および粉砕されたトウモロコシの穂軸)をケースの周りに研磨剤で振動させることで機能し、高い光沢を生み出します。このように準備され、最終組み立ての準備が整います。これは、典型的なセンターファイアメタルカートリッジの組み立て方法です。
ケースのサイズ設定
- 1ケースは、最初にケースのサイズを決定するローディングプレスに送られます。このサイジング
 は、金属ケースを標準寸法に成形します。ケースが正しく機能するには、ケースが0.001インチ以内にある必要があります。
は、金属ケースを標準寸法に成形します。ケースが正しく機能するには、ケースが0.001インチ以内にある必要があります。
プライマーの挿入
- 2次に、プライマーをケースのプライマー穴に押し込み、ベースと同じ高さにします。プライマーはフラッシュする必要があります。そうしないと、カートリッジが武器マガジンに適切に供給されず、「ジャム」が発生します。同時に、弾丸を受け取る準備として、ケースの口がわずかに拡張されます。
ケースの充電
- 3ケースは「充電」されているか、適切な量の推進剤が充填されています。誤算や二重充電は悲惨な結果になる可能性があるため、この手順は最も重要です。
弾丸の組み立て
- 4弾丸はケースの開放端にしっかりと固定されています。弾丸には、腐食を防ぎ、組み立てプロセスを支援するための潤滑剤のコーティングが施されています。次に、弾丸がケースに圧着され、カートリッジの正しい全長が得られます。クリンプはケースの開放端の直径を小さくし、弾丸をしっかりと捕らえ、アセンブリを一緒に密閉して、湿気が粉末に侵入しないようにします。
カートリッジの組み立てに使用されるプレスは、各コンポーネントを正確かつ正しい順序で供給する必要があります。そうしないと、ケースが下塗りされていないか、粉末が取り残されているか、弾丸が正しく装着されていない可能性があります。これらのいずれかは、最小限で失火または精度の低下をもたらす可能性があり、最悪の場合、発砲時に銃器が爆発する可能性があります。プロセスの各段階で、特別なダイが重要な組み立て機能を実行します。ダイは長寿命のツーリングカーバイドでできており、高品質の弾薬を製造するために綿密に調整されています。
組み立て後、完成したカートリッジは通常50箱に梱包され、射手に出荷する準備が整います。
品質管理
ほとんどのメーカーは、品質管理プログラムとプロセスの一環として、何千もの自社カートリッジを撮影しています。精度、圧力、信頼性、速度、および一貫性がすべて記録されます。これに使用される武器は、特別に作られた、非常に正確で、データ収集電子機器を備えています。特定のカートリッジの各生産実行には、「ロットコード」が与えられます。弾薬箱に印刷されたこの番号により、弾薬の在庫を調べて追跡することができます。特定のロットで現場で問題が発生した場合は、ロットコードシステムを使用してそのグループを呼び出して置き換えることができます。
未来
小火器の弾薬は、当面の間、現在の形で入手できるようになります。その機能は、ターゲットを攻撃するために距離を超えて発射体を推進することであり続けます。この弾薬の材料とデザインのバリエーションは、小火器ユーザーの多くのグループの特定のニーズに対応します。
軍隊は、人間から高度な電子機器に至るまで、さまざまな標的に侵入して無力化できる弾薬を開発し続けます。現在、彼らはターゲットを破壊せずに無力化する「非致死性」の武器と弾薬を調査しています。このカテゴリの小型武器には、電子センサーをノックアウトするためのハンドヘルド化学レーザーや、ターゲットを包む粘着性のある泡を発射するフォームガンが含まれます。これらの非致死性の装置は、従来の小型武器や弾薬に取って代わるのではなく、補足するでしょう。
警察は非致死性兵器や弾薬にも関心を持っています。侵入せずに衝突するゴム弾は、暴動鎮圧のためにすでに使用されています。別のデバイスは、小さなビーンバッグを発射するショットガンです。近距離で発射されると、ビーンバッグはパンチの衝撃でヒットし、ターゲットを一時的に無力化します。
ハンターは、正確に命中し、一発で殺す弾薬を欲しがるでしょう。商業用小火器弾薬の開発の多くはこの分野で行われており、粉末の装填量と弾丸の構成に多くのバリエーションが含まれています。
ターゲットシューターは、競技射撃に優れた精度と再現性を提供する弾薬を開発し続けます。
製造プロセス