


CNC加工におけるフィレットに関する知識
新しく加工された金属部品は、設計によってこれらの鋭いエッジが滑らかにならなければ、エンド ユーザーが予想するよりも鋭いエッジになる可能性があります。通常、フィレットと面取りはソリッド モデルに追加され、見栄えを良くし、鋭いエッジやコーナーをなくします。多くのエンジニアは、CAD モデルでこれらの機能を簡単に使用して、機能を改善し、設計を強化します。エッジ ブレークを作成するには、デザインに傾斜または面取りされたエッジと、フィレットと呼ばれる丸みを帯びたコーナーを組み込む必要があります。
フィレットとは?
機械工学では、機械工は丸みを帯びた角を内側または外側のエッジに設計された円形部品と呼んでいます。
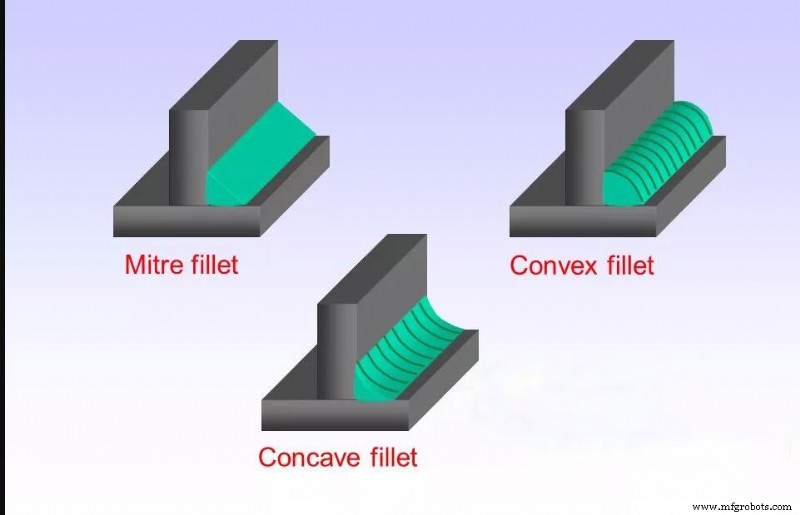
面取りフィレット、凹面フィレット、凸面フィレットの 3 種類のフィレット メカニクスがあります。フィレットの内側は凹状で、外側は凸状です。エンジニアはフィレットを使用してパーツへの応力を軽減します。したがって、フィレットは応力をより大きな表面に分散させ、応力部分が急速に変形するのを防ぎます。
シャープなエッジと低応力集中を排除する設計が必要な場合、フィレット エンジニアリングは機械工にとって最良の選択です。
フィレットは、パーツの円形のエッジまたはコーナーです。フィレットは、応力を軽減してより広い表面に分散するのに役立ちます。これにより、耐荷重能力が向上し、圧力部品の急速な変形を防ぐのに役立ちます。凹型フィレットはパーツの内側にあり、凸型フィレットは外側にあります。たとえば、垂直な壁がパーツ内の傾斜面に接する場合、フィレットはフィーチャ間の遷移も作成できます。
フィレットとその他の設計機能
フィレットは、フィレット半径、面取り、ベベルなどの他の設計フィーチャーと簡単に混同されます。これらすべての機能により、シャープなエッジが何らかの形で壊れた同様のデザインが作成されます。フィレットは、パーツの内側コーナーに凹状または凸状の半径を追加するシャープ エッジ フラクチャ フィーチャーです。フィレットには半径がないため、面取りやベベルとは異なります。面取りは通常、フィーチャの設計エッジに追加される 45 度の角度です。また、傾きは、水平エッジまたは垂直エッジの傾きです。フィレット半径は製造部品の内側コーナーを循環し、フィレット半径は製造部品の外側コーナーを循環します。
フィレの非有益な使用
1. 3D プリント パーツのフィレットを設計しない
3D プリントは付加的なプロセスであるため、パーツを設計するためにツールがパーツの周りを移動して材料を除去する必要があると想定する必要はなく、デザイナーは複雑で珍しいジオメトリをより自由に使用できます。応力を除去するためにジオメトリが劇的に変化する領域にフィレットが追加されることがありますが、フィレットが必要になることはめったにありません。印刷ユニットのポケットと内部機能は、角度を付けたり尖らせたりすることができ、周囲の素材で完全に囲まれた空洞を持つこともできます!
2.下端のフィレットを設計しない
溝、壁、止まり穴、またはボス フィーチャの下端を丸くすると、部品の美観を改善したり、(応力集中を減らすことによって) フィーチャの強度を高めたりすることができます。ただし、これらの場所の丸みを帯びた角にはボール エンド ミルを使用する必要があり、部品は底部の形状よりも常に高価になります。これは、通常、このようなジオメトリのプログラミングには 3D 加工操作が必要になるためです (調整に時間がかかります)。さらに、ボール エンド ミルは本質的にスクエア エンド ミルよりも壊れやすく、低速で加工する必要があります。
穴の深さ、または他の体積除去フィーチャへの穴の近接など、他のジオメトリ フィーチャへの変更は、穴またはキャビティの底部の応力に対して、下。さらに、これらの機能を変更する設計変更は、キャビティの底に複雑なフィレットを追加するよりも費用対効果が高くなります。
フィレットの最適利用
パーツの端
取り扱いや検査中の事故を避けるために、部品設計のすべてのエッジを壊す方が安全です。ただし、面取りがパーツ エッジの最適な選択であるとは限りません。鋭利なエッジは、取り扱い時に怪我をする可能性があります。したがって、この場合、フィレットを選択する必要があります。
仕上げを伴うパーツを設計する場合、CNC でこれらの領域のエッジをフィレットするのは良い方法です。これにより、パーツの外観を大まかに移行することなくシームレスに統合できます。コスメティック フィレットは機械的特性や強度特性を提供しないため、残りのジオメトリを決定した後にコスメティック フィレットを追加する必要があります。ただし、これらの関数は機械加工されたコンポーネントのコストに影響するため、注意して使用する必要があります。
垂直壁間の内部エッジ
高速回転で切削するため、すべての CNC ツールは円形で軸対称であるため、垂直な 2 つの壁の間の角度を直角に切削することはできません。 2 つの垂直な壁が 180 ° 未満の角度で交差するエッジは丸くする必要があります。
傾斜/有機表面間の内部エッジ
このセクションの最初のケースと同様に、角度のある面または有機的な面の間のエッジが 180 ° 未満の場合は、角を丸くする必要があります。これらのエッジが完全に垂直でない場合、それらはボール エンド ミルで切削されます。ツールの半径は、サーフェス間に残すことができる最小のフィレット サイズです。
垂直壁+ベベル/曲面/有機面
1 番目と 2 番目のケースの組み合わせで、パーツの垂直壁がその下の傾斜面、曲面、または有機面に接する場合、フィレットを含める必要があります。
結論
製造におけるフィレットは、鋭いエッジや角を丸くすることを目的としています。
フィレットは、CNC フィレット エッジ ツールまたは同様のフィレット ツールを使用して処理され、2 つのサーフェスの交点で凸状または凹状の円を形成します。
フィレットは円形のサーフェスで、面取りはフラットなサーフェスです。どちらも 2 つのサーフェスの交点の間にあります。
フィレットは、面取りよりも応力集中を緩和します。
フィレットは無視できる断面積を増加させる可能性がありますが、その主な利点は、フィレットが適用される領域の応力集中を軽減することです。
製造プロセス