


ツールが故意に「非活性化」されている理由
マシニングセンターで使用するCNC工具は、できるだけ高速ではないでしょうか?なぜパッシベーションなのですか?
実際、ツールのパッシベーションは誰もが文字通り理解しているものではなく、ツールの寿命を延ばす方法です。
レベリング、研磨、バリ取りなどの加工により、切削工具の品質を向上させます。これは実際には、ツールが細かく研磨された後、コーティング前の通常のプロセスです。
ツールのパッシベーションとは?
ツールのバリ取り、レベリング、研磨により、ツールの品質が向上し、寿命が延びます。工具の仕上げ研磨やコーティングまでの工程名は、国内外で統一されていません。 「刃研ぎ」「刃強化」「刃研ぎ」「刃仕立て」「刃仕立て」などと呼ばれます。 ER (Edge Radiusing) 処理」など
ツールのパッシベーションの利点と目的
1.ツールの物理的摩耗に対する耐性
切削プロセスでは、ツールの表面がワークピースによって徐々に摩耗し、切削プロセス中の高温高圧下で刃先も塑性変形しやすくなります。工具の不動態化処理は、工具の剛性を高め、工具の切削性能が早期に失われるのを防ぐのに役立ちます。
2.ワークの仕上がりを維持
工具の刃先にバリがあると工具が摩耗し、ワークの表面が荒れます。不動態化処理後、工具の刃先は非常に滑らかになり、それに応じてチッピング現象が減少し、ワークピースの表面仕上げが改善されます。
3.溝切りくず除去に便利
工具溝を研磨すると、表面品質と切りくず除去性能が向上します。溝の表面が滑らかであるほど、切りくずの排出性が向上し、より安定した切削を実現できます。
CNC工作機械の切削工具を不動態化して研磨すると、表面に小さな穴がたくさんできます。これらの小さな穴は、加工中により多くの切削液を吸収できるため、切削中に発生する熱が大幅に減少し、切削速度が大幅に向上します。
ツールのパッシベーションの主な効果
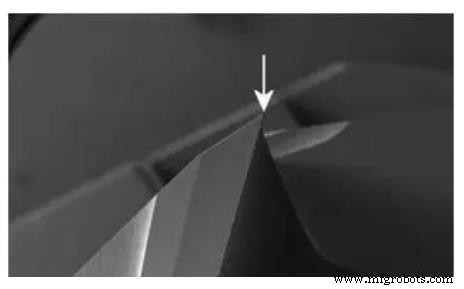
刃先の丸み
刃先のバリを取り除き、正確で安定した丸みを実現します。刃先のバリは工具摩耗の原因となり、加工物の表面が荒れます。不動態化処理後、刃先は非常に滑らかになり、チッピングが大幅に減少し、ワークピースの表面仕上げが向上します。
列溝の研磨
工具の溝を均一に研磨して、表面品質と切削性能を向上させます。

溝面が平滑であるほど、切りくず排出性が良くなり、高速切削が可能になります。同時に、表面品質が改善された後、ツールと加工材料の焼き付きのリスクも減少します。切削抵抗を40%軽減し、スムーズに切削できます。
コーティングの研磨
ツールのコーティングを除去した後に生成される突出した液滴は、表面仕上げを改善し、潤滑油の吸着を増加させることができます.
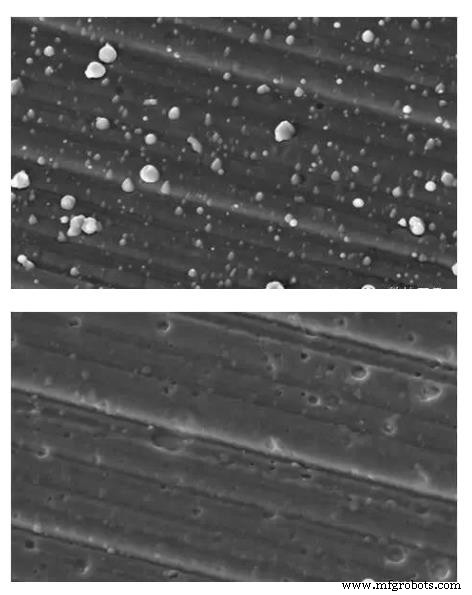
コーティングされたツールの表面は、いくつかの小さな突出した液滴を生成します。これにより、表面の粗さが改善され、切削プロセス中にツールがより大きな摩擦熱を生成しやすくなり、切削速度が低下します。不動態化と研磨の後、液滴は除去されますが、処理中に多くの切削液を吸収できる多くの小さな穴が残り、切削中に発生する熱が大幅に減少し、切削速度が大幅に向上します。
製造プロセス