


平面研削盤による加工工程の技
平面研削盤での段差加工は難しくありません。ステップは2方向から研磨できることに注意してください。ステップをカットするサーフェスを選択するための基本は、効率です。下図のように、同じ部位を一方向に変えると、研削効率が異なります。どの方向から始めることを選択しますか?
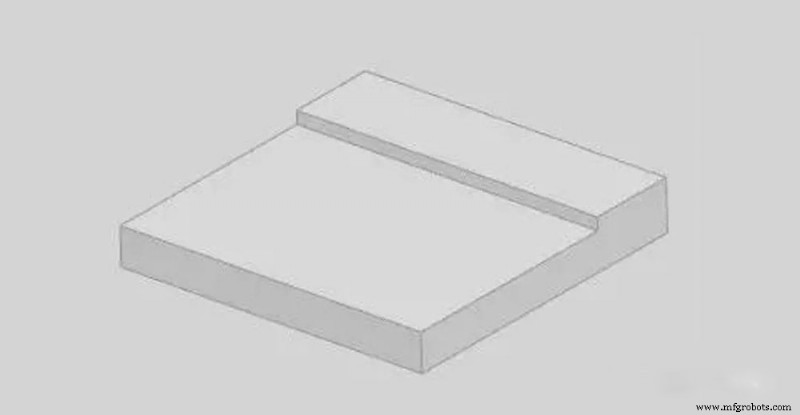
01 . 非常に長いワークピースの研削ステップ
ワークピースの研削面積が比較的大きい場合、加工中の発熱が大きく、変形しやすいため、粗さに注意する必要があり、ステップの方向を選択する必要があります。片面を研磨してから、立ってもう一方の面を研磨し、砥石の側面で研磨することを避け、最後に細かい砥石を交換して角をきれいにします。
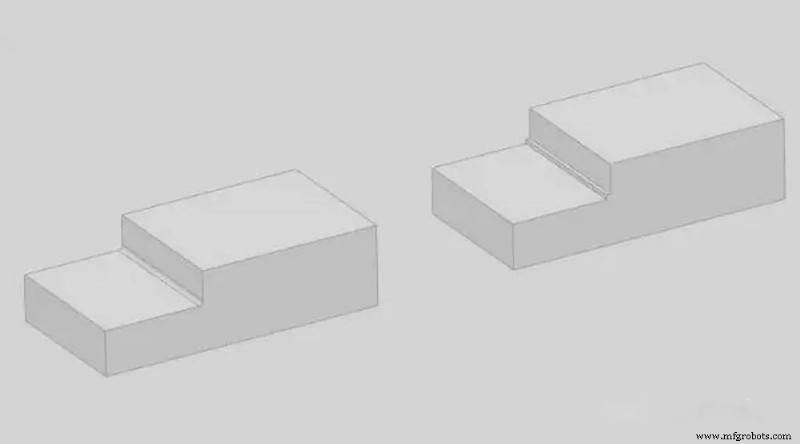
02 . 小さなワークピースの研削手順
小さなワークピースでは、わずか 0.1mm または 0.05mm の段差に遭遇することがよくあります。このような段差を研削することで、不正確な加工のために自由に処理できます。精密部品の場合、角をきれいにする必要があります。一般に、デザインはクリーニングの必要性を示します。角度により、R は 0.03mm 未満になります。どんなに小さな段差でも、ワイヤーが少なくても真っ直ぐでなければなりません。一般的なマテリアルは、120K を使用して角度を 3 ~ 5 回クリアすることで実現できます。 DC53やSKH-9など、特に硬度の高い素材の場合はさらに面倒です。DC53やSKH-9などの素材では、360Kなどのより細かい砥石を使用して角をきれいにする必要があり、その分回数を増やす必要があります。 Rのサイズを確認すると、経験豊富なマスターは自分の感覚と経験に基づいて長い時間をかけて行います。友達はプロジェクションを使って確認できます。数回のプロジェクションの後、彼らは心の中で知ることができます.
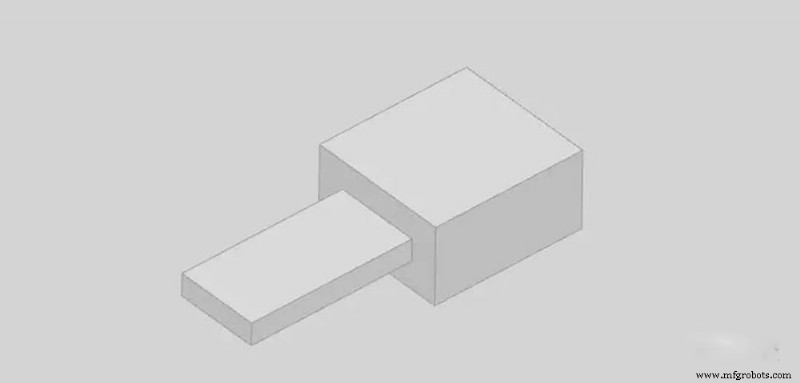
03 . R のステップ
この状況も非常に一般的です。荒削りの場合、ステップを開くために R 位置を離れる必要があることに注意してください。 R を完成させると、その場で直接修復できます。
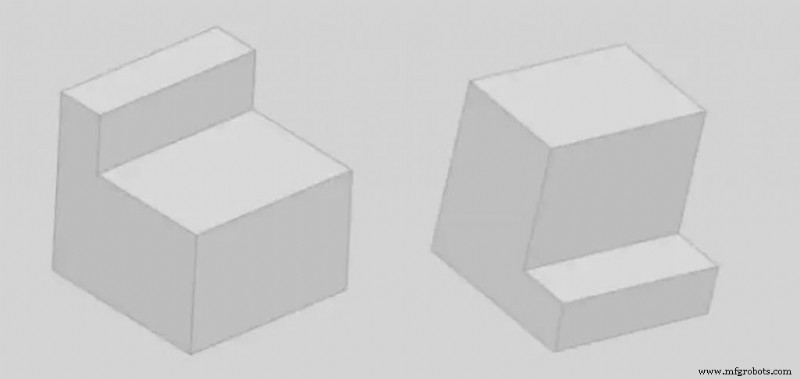
04 四面ステップ
このタイプのワークピースの場合、両側に特定のクラフトテーブルを残すことに注意する必要があります.立ち足と呼ばれる場所もあります。そうしないと、段差の研磨や仕上げの際に支持点がなくなり、変形する可能性があります。はい、クラフトテーブルを取り外しても変形しません。
製造プロセス