


DATRON RocksMillingPVCギターピックガード
Frank Xydiasは、ニューハンプシャー州ミルフォードにあるミルフォード高校の応用技術センターで高度な製造とコンピュータ支援設計を実行している工学部で働いています。この教育環境では、グループはコミュニティ内のジョブショップのように振る舞う「ライブジョブ」を受け入れることがよくあります。それは、彼らがアクリルだと思った素材で一回限りの部分を行うことに同意したときのケースでした。その部分は、Danelectro WildThingBaritoneエレクトリックギターのピックガードでした。しかし、材料が入ったとき、彼らはそれが実際にはPVCであることに気づきました。最終的に、これはフライス盤のPVCアプリケーションになります。
アプリケーション技術者のKyleNewmanがプロジェクトに割り当てられ、彼はその仕事がDATRONテクノロジーにぴったりであるとすぐに確信しました。まず、このようなフラットストックは、DATRONマシンのオプションである真空テーブルワークホールディングの使用に最適です。第二に、DATRONの幅広い顧客が自分の機械を使用して、Delrin、Torlon、G10、FR4、Durastone、軍用グレードのアクリルなどのエンジニアリングプラスチックを製粉および彫刻しています。したがって、PVCのフライス盤は問題にはなりませんでした。必要なカットに関しては、パーツについて複雑なことは何もありませんでしたが、ニューマンは、エッジ仕上げに影響を与える可能性のある潜在的な層間剥離(供給されたPVCストックの3層構造による)について懸念を持っていました。
PVCをフライス盤するためのCNCプログラミングとツール

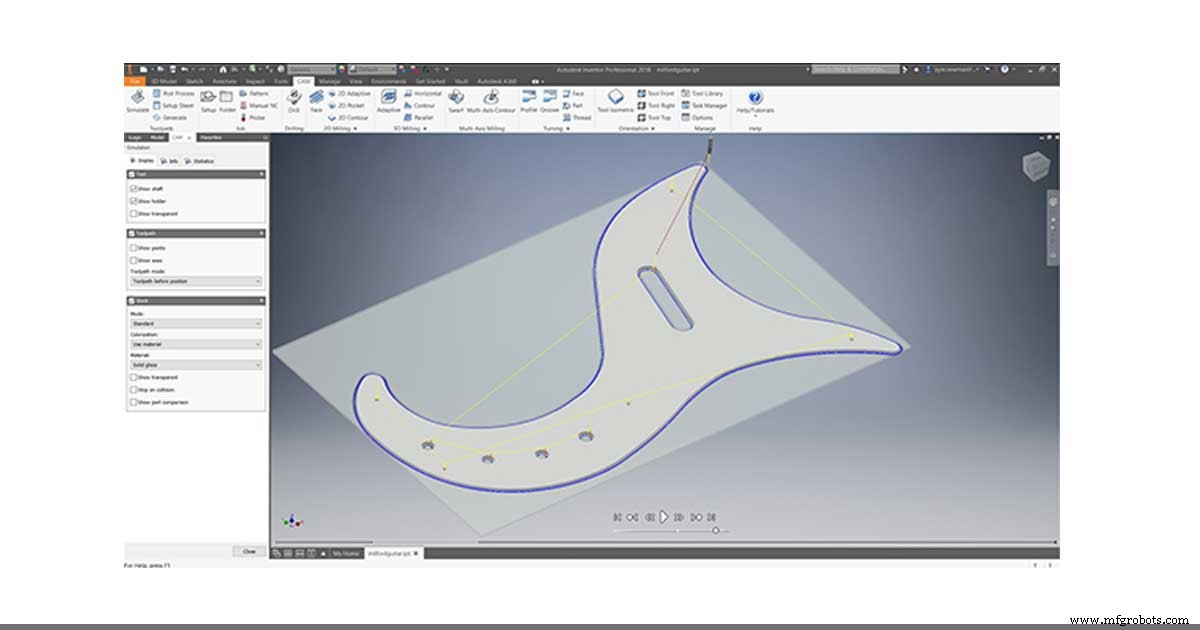
学校から提供されたMastercamファイルには、ツールパスや速度が含まれていませんでした。そこで、NewmanはそれをAutodesk Inventorに取り込み、HSMWorksを使用してツールパスを作成しました。標準のDATRON3mmシングルフルートエンドミルで輪郭カットを行う場合は、ツールを1回交換する必要があります。また、ピックガードをギターに取り付けるための取り付け穴を作成するために、1.5mmの小さなシングルフルートを使用します。
PVCのフライス盤に使用されるCNCフライス盤

ニューマンは、60,000RPM2kWのスピンドルと統合された真空テーブルを備えたDATRONの主力製品であるM8Cube高速フライス盤を使用することを決定しました。このマシンには、PVCシートの表面をマッピングして不規則性を検出するために使用されたプローブも組み込まれています。不規則性は、フライス盤が始まる前にソフトウェアで自動的に補正されました。
PVCピックガードをフライス盤加工するための加工戦略
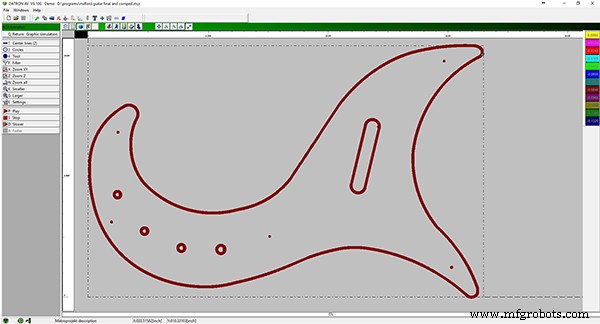
操作:ギター、スロット、およびより大きな貫通穴のプロファイルの周りの輪郭。
ツールp/n:0068430E
ツールタイプ:直径3mmシングルフルート
カット幅:100%(3mm / 0.11811″)
@ 25,000 RPM:118.11インチ/分の送り
操作:小さな取り付け穴のボアフライス盤
ツールp/n:0068015E
ツールタイプ:直径1.5mmシングルフルート
カット幅:100%(1.5mm / 0.0590551 ")
@ 25,000 RPM:118.11インチ/分の送り

PVCピックガードのフライス盤の結果
付属の3層PVCの構造に関する懸念に関係なく、最終結果は、輪郭カットのエッジ仕上げを含めて完璧であり、層間剥離は発生しませんでした。ニューマンはその部品をフランク・キシディアスに提示することができ、フランク・キシディアスはそれを非常に幸せな最終顧客に提示しました。

CNCマシン