


CNC サービスによる高度な穴加工技術
8月に投稿。 2019年12月12日 | By WayKen プロジェクトマネージャー
私たちが作る穴の大部分は些細な精度、小さな深さ、そしてボルトを保持することだけを想定しているため、穴の製造は大幅に過小評価されています.しかし、現代のハイテク産業 (特に航空宇宙と自動車) は、CNC サービス市場に参入し、非常に正確な穴や深い穴、または非常に正確な位置の穴を製造する必要があります。高度な CNC 機械加工サービスに加えて、そのような要求には特定の技術と慎重な計画が必要です。
穴加工の問題
穴の製造プロセスは、実際には製造の観点から非常に困難です。穴にクーラントを適用するのが難しいため、ツールとブランクは簡単に過熱する可能性があります。機械工にはプロセスが見えないため、工作機械の情報のみに頼ることができ、やみくもに切削する必要があります。測定の実施は特に穴の中で困難です。小径。そして、これらは穴加工のほんの一部の問題です。したがって、正確な穴をあけるために、CNC サービスは常に機械加工戦略を開発および改善し、クライアントの要件を満たす新しいツールとツールを発明します。
深堀り
 すぐに見積もりを取得
すぐに見積もりを取得 まあ、穴あけ自体は一般的なプロセスであり、短い穴をあけるのに面白いことは何もありません。穴が深くなればなるほど、穴あけ中に軸をまっすぐに保つのが難しくなります。これは、長いドリルは剛性が低く、同じ長さにできない 2 つの刃先があるためです。そのため、ドリル側面の切削力が異なり、ドリルは通常、直線軸からずれて穴が偏ってしまいます。これは、高精度の CNC 部品には受け入れられません。
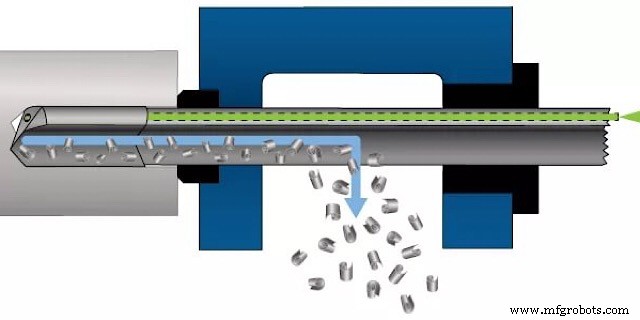
それがガンドリルが発明された理由です。名前が示すように、長いが正確な穴が主な要件であるロングストックガンの製造に最初に使用されました。それにもかかわらず、製造技術の発展に伴い、他の産業は独自の目的でガンドリリングを採用しています。この戦略との主な違いはツールです。ガンドリルは片刃なので、普通のドリルのようにコースから外れません。これには、冷却チャネルとしても機能する大きな切りくず排出溝があります。クーラントは高圧で溝に送り込まれ、切りくずを取り除き、ドリルをよりよく冷却します。この方法の欠点は、このドリルを通常の CNC ミリング センターに取り付けることができず、追加の工具が必要になることです。

CNC マシン ショップは、最も極端な場合にガン ドリルを使用しますが、ほとんどの場合、汎用ツールに固執しようとします。そのため、単純なドリルで深い穴をあけることができる特定の戦略があるのです。まず、穴の長さは、穴の直径の約 3 ~ 4 倍の深さを持つセグメントに分割されます。ドリルがセグメントの最後に到達するたびに、ドリルが排出され、ブランクとツールが冷却され、すべての切りくずが穴から排出されます。
高精度穴加工
正確な穴をあけるために、通常、CNC ドリルは複数の器具を使用して行われます。最初の器具は穴の直径よりもかなり小さく、次の器具を使用するにつれて大きくなります。これは、上記の理由による切削抵抗と軸ずれを減らすために行われます。さらに、連続した方法は、多くの場合、単純な穴あけとは異なります:
穴あけ直後にコア穴あけを行います。コア ドリルには 1 つではなく 3 つの刃があるため、より安定しています。コア ドリルは通常、わずか 0.5 mm の深さのカットを加工しますが、コア ドリルの絶対的な利点は、軸を修正できることです。
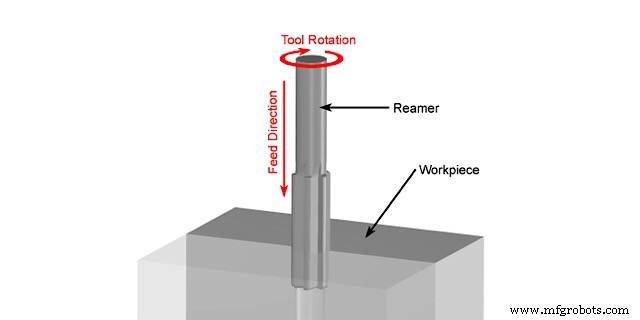
リーミング。クライアントが公差 IT6 までの穴と非常に滑らかな表面仕上げを要求する場合、リーマーを使用して加工送りを非常に低くします。リーマーは、工具の側面に沿って多数の長い刃先がある工具です。前方のカッティング ブレードを備えていますが、非常に小さいため、リーミング中の切削深さは約 0.1 ~ 0.05 mm です。それと刃先の究極の精度により、リーマは大きな穴を生み出します。小さい穴の場合、リーミングは手動で行います。
ホーニングは研磨プロセスですが、CNC 工作機械で実行できますが、特別なホーニング マシンの方が確実に優れています。ホーンは基本的に、刃の代わりに研磨板を備えたリーマーです。別の違いは、厚板を適切な直径に調整できることです。ホーンが穴に挿入され、厚板が材料を粉砕している間、ホーンはその軸を中心に回転します。ホーンが排出されると、回転方向が逆になります。その結果、穴の表面には交差する微細な溝があり、潤滑がはるかに効率的になります。
穴のねじ切り戦略
多くの穴にはねじ山が必要です。ねじ山は複雑な薄い表面で構成されており、実際には機械加工が非常に困難です。ねじ切りには多くの戦略がありますが、その前に、皿穴またはざぐりを実行することが絶対に必要です。これらの 2 つのプロセスにより、穴の入り口に円錐形または円筒形の溝が作成されます。これにより、ねじ切りツールが正しく入り、さらに実際の部品の組み立てに役立ちます。そこで、スレッド化の戦略をいくつか示します。
下穴加工は、ボルトを連想させる単一のツールを使用しますが、切りくず除去溝と前面に長い円錐領域があり、切削深さを徐々に増やします。テーパー(およびその他のねじ)のねじ切り時の加工送りは、ねじピッチと同じです。タップ ドリルを穴にゆっくりと挿入し、らせん状の刃先のそれぞれが材料を徐々に削り取ってねじ山を形成します。小さな穴は手動で機械加工されます。この場合、穴のプロセスは、さまざまなタイトなボルトをねじ込むことを思い出させます。タップ ドリルは、挿入したときと同じように細心の注意を払って排出する必要があります。それを忘れてネジを外さずにタップ ドリルを取り出そうとすると、タップ ドリルが壊れてしまい、放電加工で取り出さなければならなくなります。
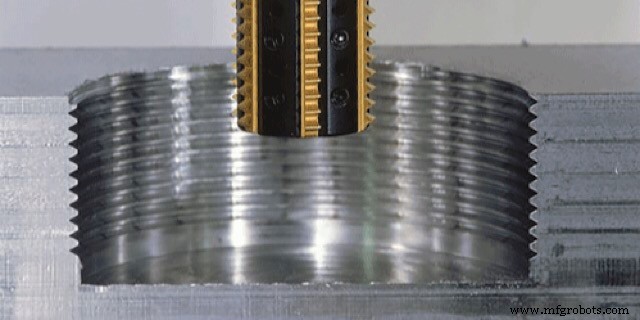
スレッドミリングは、プロセスの温度が低く、クーラントの適用がはるかに簡単であるため、より良い結果が得られます。穴径より30~40%小さい特殊ミルがドリル溝の軌跡に沿って螺旋状に移動し、軸を中心に回転しながら効率よく切削します。穴の最小直径は、ミルの最小直径によって異なります。
別の戦略は、ねじボーリングと呼ばれます。部品の組み方や主な動きは旋削加工と同じですが、ねじ溝の形状を倣って製作しています。そこで、ねじのピッチで部品の穴に送り込み、ねじのらせん状の面を切削します。ボーリングは大きな穴には適していますが、20 mm 未満の穴は加工できないことに注意してください。
正確な CNC 機械加工でプロジェクトの部品穴を設計する方法については、Wayken にお問い合わせください。
CNCマシン