


CNC Fanuc G72 Canned Cycle Facing
ファナック G72 フェーシング サイクル
CNC 工作機械工場でファナック制御の CNC 工作機械を使用したことがある場合は、G72 キャンド サイクル フェーシングを使用したことがあるはずです。 cnc ターニング サイクル G71.
ファナック cnc 制御での cnc サイクルのプログラミングは簡単だからです。
cnc サイクルを使用する理由 cnc プログラミング サイクルの長所と短所を読んでください。この投稿では、G72 キャンド サイクル フェーシングの使用とプログラミングについて詳しく説明します。 ファナック cnc 制御。
Fanuc G71 ターニング サイクルについては、G71 に関するこの記事をお読みください。
Fanuc cnc 制御は広く使用されており、そのプログラミングの容易さと耐久性により、cnc プログラマーの最も人気のある cnc 制御の 1 つであることは間違いありません。
プログラミング
G72 W R G72 P Q U W
パラメータ
最初のブロック
| パラメータ | 説明 |
|---|---|
| 西 | 切込み。 |
| R | カットが完了した後の戻り値。 |
2 番目のブロック
| パラメータ | 説明 |
|---|---|
| P | 輪郭の開始ブロック番号。 |
| Q | 輪郭の終了ブロック番号。 |
| う | x 軸の仕上げ代。 |
| 西 | Z 軸の仕上げ代。 |
| S | G71 サイクル中の主軸速度。 |
| F | 送り速度 (P ブロックと Q ブロックの間で指定された送り速度をオーバーライドします) |
| S | 主軸速度 (P ブロックと Q ブロックの間で指定された主軸速度をオーバーライドします) |
メモ
P &Q – P ブロック番号と Q ブロック番号の間の cnc プログラム ブロックは、最後の寸法が満たされなくなるまで繰り返されます。
F (送り速度) – G72 の 2 番目のブロックで F (送り速度) を使用する利点は、フェーシング サイクル中にマシンがこの送り速度を使用し、P ブロックと Q ブロック プログラムの間で指定された送り速度を無視することです。
P ブロック プログラムと Q ブロック プログラムの間で指定された送り速度は、同じ P ブロック番号と Q ブロック番号を使用してプログラムで後で G70 仕上げサイクルを呼び出す場合にのみ使用されます。
これは CNC 機械工に非常に便利な方法です。 「荒削りカット」と「最終仕上げカット」で異なる送り速度を維持する機会。
S (主軸速度) – 同じように機能し、荒削りと仕上げ削りで異なる速度を維持します。
ファナック G72 フェーシング サイクルの例
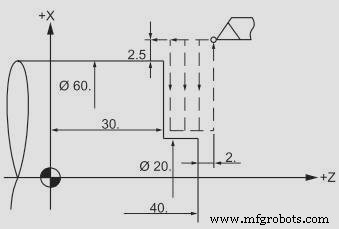
CNC ファナック G72 キャンド サイクルフェーシング
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
CNCマシン
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G75 溝入れサイクル
- CNC Fanuc G73 パターン繰り返しサイクル
- ファナック G コード リスト
- CNC Fanuc G92 ねじ切りサイクル
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G75 固定サイクル溝入れ CNC プログラミング例
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc 10T 11T 15T の G72 Facing Cycle One-Line Format