


G81 穴あけ固定サイクル CNC フライス加工プログラムの例
CNC 縦型マシニング センターの CNC プログラム例は、G81 ドリル サイクルの使用を示しています。
サンプル プログラム
G81穴あけ固定サイクルCNCフライス加工プログラムのサンプルコード
O10075 N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G43 H16 Z1. M08 N5 G81 G99 Z-0.375 R0.1 F9. N6 X1.5 N7 Y-1.5 N8 X0.5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
説明
O10075 プログラム番号 (CNC メモリには多数のプログラムがあるため、番号で区別されます)。
N1- 工具交換 (M06) から工具番号 16 へ
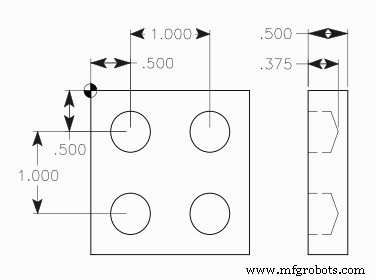
N2- ツールはゼロオフセット番号を考慮しながら、最初の穴あけ位置 X0.5 Y-0.5 に急速に移動します (G00)。 1 (G54)
N3- ドリルは 1450 rpm (S1450) で時計回り (M03) に回転を開始します。
N4- ドリルの深さは Z1 です。工具長補正を考慮して (G43 H16)、クーラントをオンにします (M08)。
N5- 穴あけサイクル (G81) パラメータ、穴あけ深さ (Z)、切削送り (F) が指定され、このコマンドで最初の穴あけが現在の位置 (X0.5 Y-0.5) で行われます。
N6- 穴あけサイクルが続くと、すべての軸の動きで動作するため、次の穴あけは X1.5 で行われます
N7- Y-1.5 での 3 番目のドリル穴
N8- X0.5 での 4 回目のドリル
N9- 掘削サイクルがキャンセルされ (G80)、クーラントがオフになります (M09)。
N10- 機械座標系 (G53) を考慮して、ドリルは Z0 位置に移動します。工具長補正はキャンセルされ (G49)、カッターの回転は停止します (M05)。
N11- CNC パート プログラムが終了しました。
G &M コード
| コード | 説明 |
|---|---|
| T | 工具番号 |
| M06 | 工具交換コマンド。 |
| G90 | 絶対プログラミング |
| G54 | ゼロオフセットNo.1 |
| G00 | 早送り |
| S | カッター速度 |
| M03 | カッター回転時計回り |
| G43 | 工具長補正 |
| M08 | クーラントオン。 |
| G81 | ファナック掘削サイクル。 |
| F | カッティングフィード |
| G80 | 固定サイクルのキャンセル |
| M09 | クーラントオフ。 |
| G53 | 機械座標系の選択。 |
| G49 | 工具長補正キャンセル。 |
| M05 | カッター回転停止 |
| M30 | CNC パート プログラム終了。 |
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G75 固定サイクル溝入れ CNC プログラミング例
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- CNC G81 ドリル サイクル プログラムの例
- CNC ミリング サンプル プログラム
- 初心者向け CNC フライス盤プログラミング例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- CNC プログラム例のスロット ミリング
- CNC ミリング G70 ボルト穴サークル プログラムの例