


Haas G71 サンプル プログラム
Haas cnc 旋盤は、G71 粗取り固定サイクルの 1 行構文を使用します。
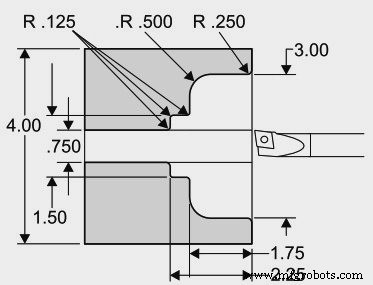
この cnc プログラムの例は、ID 荒加工 (内側荒加工) に G71 ターニング サイクルを使用する方法を示しています。
好きかもしれません
- G71 荒削りサイクル 1 行形式
- CNC Fanuc G71 ターニング サイクルまたはストック除去缶詰サイクル(2 行形式)
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
1 – G71 荒旋削サイクルでの荒削り操作全体にボーリング バーが使用されます。
2 – G70 仕上げサイクルでの仕上げ切削には、同じボーリング バーが使用されます。
I.D.にHaas G71を使用した例荒削りと仕上げ。
Haas CNC プログラムの例
Haas G71 サンプルプログラム
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Haas CNC プログラムの説明
N1 – ツール 1 オフセット 1
N3 – 開始位置への早送り
N4 – U は G71 I.D. のマイナスです。荒加工
N5 – N5 は、G71 ラインの P5 で定義されたパーツ パス ジオメトリの開始です
N12 – N12 は、G71 ラインの Q12 で定義されたパーツ パス ジオメトリの終了です
N13 – G70 仕上げパスを定義しますライン P5 から Q12 用
N15 – 工具交換のために機械をホームに送ります
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- G84 タッピング サイクルの CNC プログラムの例
- G81 穴あけサイクル G84 タッピング サイクル CNC プログラムの例