


G71 ターニング サイクルを使用した CNC ターニング演習
提出者:ヴィクラム
まとめ
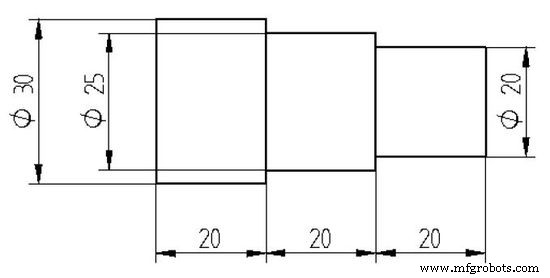
固定サイクルを使用して、図に示すコンポーネントのステップ旋削操作用の ISO プログラムを作成します。ワークピースの直径 =30mm
描画/画像
CNC プログラム
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
CNCマシン
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- G90 モーダル旋削サイクルによるテーパ旋削 – CNC サンプル コード
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G90 ターニング サイクル
- G71 荒削りサイクル 1 行形式
- G20 ターニング サイクル – CNC 旋盤 Fanuc 21 TB
- G71 縦荒取りサイクル Mazak CNC 基本プログラミング例
- アニラム G コード – 旋削用 4200T CNC コントロール
- サンプル プログラム Sinumerik CYCLE81 穴あけサイクル – CNC 旋削
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング