


G01 G コードによる面取りと半径のプログラミング
G01 G コードでプログラムされた直線運動は、面取り(C)または半径(R)によって次の CNC プログラム ブロックの運動にリンクできます。
関連:G01 面取りと CNC プログラムのコーナーの丸み付けの例
G01 面取りプログラミング
面取りは、文字 C の後に値が続くだけで識別できます。
N12 ….. N13 G1 X… Z… C… N14 …..
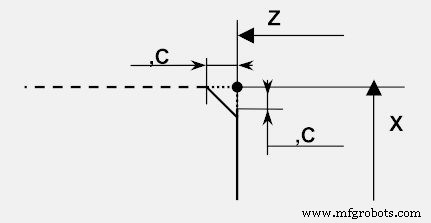
G01面取りプログラミング
G01 半径プログラミング
半径は、文字 R の後に値が続くだけで識別できます。
N12 ….. N13 G1 X… Z… R… N14 …..
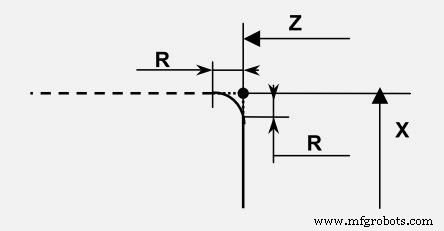
G01 半径プログラミング
G01 を使用した面取りと半径の完全な CNC プログラミングの例については、次の CNC プログラミングの記事をお読みください
CNC プログラム例の G01 面取りとコーナーの丸め
CNCマシン
- Python - C による拡張プログラミング
- 5軸プログラミング:ツールベクトルを使用したプログラミング?
- ASRを使用したより簡単な5軸プログラミング
- GおよびMコード:CNCプログラミング言語を理解する
- G コードと M コードの違い
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- CNC プログラミング サイクルまたは CNC 缶詰サイクルの長所と短所
- CNC プログラミングの原理と応用
- CNC G01 角度プログラミング
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル
- 空欄を埋める CNC プログラミング演習、半径を使用した外側旋削