


G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
この cnc プログラムの例では、G81 穴あけサイクルの使用について説明しますが、今回は工具を通常の方法 (G90 アブソリュート プログラミング モード) で配置するのではなく、G91 インクリメンタル プログラミング モードを使用します。
このプログラミング サンプル コードでは、通常は使用されない G81 穴あけサイクル パラメータ K (繰り返し回数) の使用。
G81 掘削サイクル形式
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:穴位置データ
Z_ :Z 深さ (工具は R 面から Z 深さまで送りで移動します)
R_ :距離初期レベルからポイント R レベルまで
F_ :切削送り速度
K_ :繰り返し回数 (必要な場合)
G81 穴あけサイクル パラメータ K (繰り返し回数)。異なる cnc コントロールでは、このパラメーターには on などの異なる文字が割り当てられます。
- ファナックでは、繰り返し回数に文字 K を使用しています。
- Haas CNC は繰り返し回数に文字 L を使用します。
- Fagor CNC Control は、繰り返し回数に文字 N を使用します。
固定サイクルのインクリメンタル モーションは、多くの場合、ループ カウントとして役立ちます。これを使用して、各サイクル間のインクリメンタル X または Y 移動で操作を繰り返すことができます。
CNC コード G81 ドリル サイクルと G91 インレメンタル プログラミング
G81 穴あけサイクル – G91 インクリメンタル モードで穴あけを繰り返す コード例
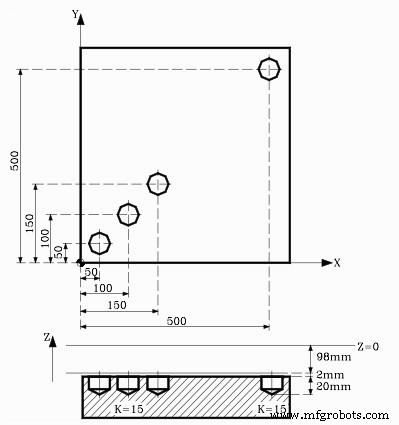
N10 T1 M6 N20 G00 G90 X0 Y0 Z0 N30 S1450 M03 N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350 N50 G98 G90 G00 X500 Y500 N60 G80 N70 G90 X0 Y0 N80 M30
説明
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 は、G81 穴あけサイクルが 3 回繰り返されることを意味します。
G91 インクリメンタル モードでは、X50 と Y50 のたびにツールが移動します
したがって、最初の穴は X50 Y50 になります
X100 =X50(前の値) + X50 (増分)
Y100 =Y50(前の値) + Y50 (増分)
X150 =X100(以前の値) + X50 (増分)
Y150 =Y100(以前の値) + Y50 (増分)
N50 G98 G90 G00 X500 Y500
4 番目の穴の位置は、G90 アブソリュート プログラミング モードで指定されます。
上記のコードは、G81 穴あけサイクルで G91 インクリメンタル プログラミング モードを使用する場合にのみ可能ですが、上記のように G81 で G90 アブソリュート プログラミング モードを使用しようとすると、工具が同じ位置で穴あけを繰り返すことがわかります。
CNCマシン
- G90 モーダル旋削サイクルによるテーパ旋削 – CNC サンプル コード
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- G71 荒削りサイクル サンプル コード – CNC 旋盤プログラミング
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル