


Sinumerik 810 CNC ミル半径/面取りプログラムの例
シーメンス Sinumerik 810 cnc ミル プログラミング例。CNC 機械工が半径と面取りを機械加工/プログラミングする方法を示します。
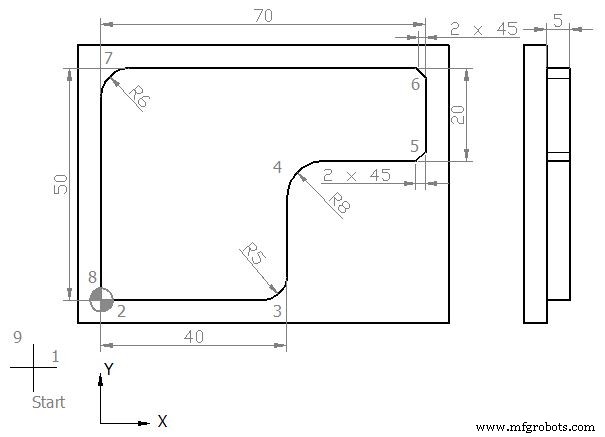
Sinumerik 810 半径/面取りプログラミング
U+ 値は半径プログラミングに使用されます。
U- 値は面取りプログラミングに使用されます。
Sinumerik 810 半径/面取りのプログラミング例
Sinumerik 810 CNC ミル半径面取りプログラム
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X40 Y0 U5 N45 X40 Y30 U8 N50 X70 Y30 U-2 N55 X70 Y50 U-2 N60 X0 Y50 U6 N65 X0 Y0 N70 G40 X-20 Y-20 N80 G00 Z50 N85 Y100 N90 M30
完成品
上記の機械加工プロセスを完了すると、コンポーネントは次のようになります。
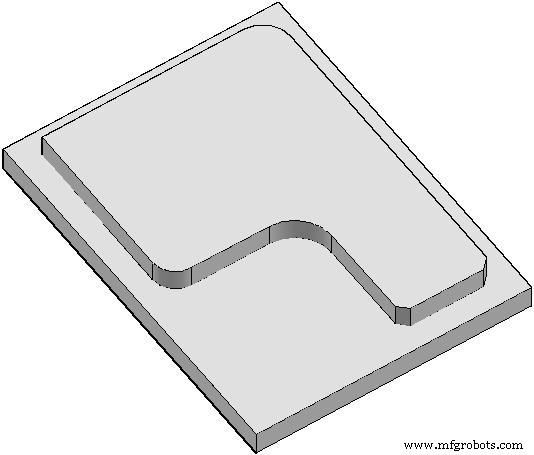
完成品
プログラムで使用されるコードの説明
G00 :早送り。
G54 :ゼロオフセット番号。 1.
G64 :連続パス モード。
G90 :絶対寸法システム。
G17 :X-Y プランの選択。
G42 :カッター半径補正の有効化 (右側の移動)
G40 :カッター半径補正無効
S :スピンドル速度
F :軸モーション フィード
M :カッター モーション (3=時計回り、4=反時計回り)
D :ツール番号
M30 :メインプログラムの終了
CNCマシン
- 旋盤 CNC プログラミングの例
- インチ型簡易 CNC 旋盤プログラムでの CNC プログラミング例
- Sinumerik 840D CNC プログラミング
- 初心者向け CNC フライス盤プログラミング例
- CNC プログラムの G01 面取りとコーナーの丸み付けの例
- G01 を使用した面取りと半径のプログラム例
- フル サークル CNC プログラム サンプル コードのミル方法
- Sinumerik 840D ドリル サイクル CYCLE81 CNC プログラミング サンプル コード
- CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example
- サンプル プログラム Sinumerik CYCLE81 穴あけサイクル – CNC 旋削
- CNC プログラミングの基礎 – サンプル プログラム コードによるチュートリアル