


G01 を使用した面取りと半径のプログラム例
G01 G コードを使用して面取りと半径 (コーナーの丸み付け) をプログラムする方法を示す CNC プログラミング サンプル コード。
初心者レベルの CNC 機械工でも、このようなサンプル コードを理解してプログラムできるように、プログラムして理解するのは簡単です。
主に Fanuc および同様の CNC コントロールで動作します。
追加の G コードや技術は必要ありません。 G01 Gコードを使用して、CNCプログラムブロックに面取りの「C」と半径の「R」を入力するだけです。面取りは 45° (45 度) です。
面取りとコーナー半径が G01 G コードでどのようにプログラムされるかの簡単な説明については、cnc プログラミングの記事「G01 G コードを使用した面取りと半径のプログラミング」を参照してください。
このようなプログラムの別の例は、G01 面取りとコーナーの丸め CNC プログラムの例です
G01 G コードによる面取りと半径
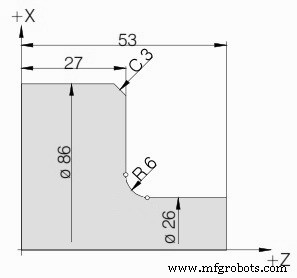
G01 を使用した面取りと半径のプログラム例
N40 G01 X26 Z53 N50 G01 X26 Z27 R6 N60 G01 X86 Z27 C3 N70 G01 X86 Z0
CNCマシン
- C++ クラスとオブジェクトと例
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- インチ型簡易 CNC 旋盤プログラムでの CNC プログラミング例
- CNC プログラムの G01 面取りとコーナーの丸み付けの例
- G01 G コードによる面取りと半径のプログラミング
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- Heidenhain アブソリュートおよびインクリメンタル ワークピース位置の例
- Sinumerik 810 CNC ミル半径/面取りプログラムの例
- Haas コーナーの丸み付けと面取りの例 G01 C R
- Mazak G01.1 C 軸補間によるねじ切りの例