


円補間のプログラミング例 2
この例の描画は少し複雑に見えますが、プログラミングは非常に簡単です。この演習を行う前に、まず円弧補間の記事を読む必要があります
円補間の概念とプログラミングの記事
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
と演習番号。 1
- 円弧補間のプログラミング例 1
これを読めば、このプログラムの例を快適に理解できるでしょう。とてもシンプルで基本的な作業です。
円弧補間プログラミング例 2
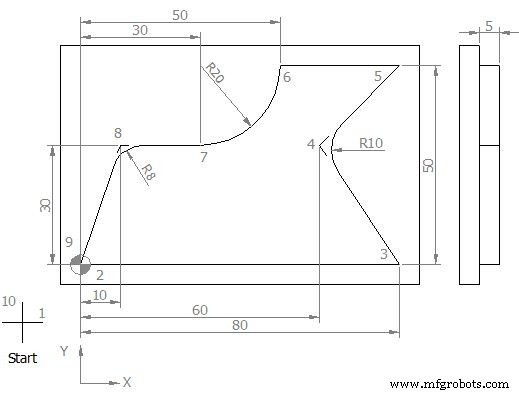
円弧補間プログラミング例 2
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8 N70 X0 Y0 N75 G40 X-20 Y-20 N80 G00 Z50 M09 N85 Y100 N90 M30
完成品
加工プロセスが完了すると、ジョブは次のようになります。
完成品
CNC G コードの説明
G00 :早送り。
G54 :ゼロオフセット番号。 1.
G64 :連続パス モード。
G90 :絶対寸法システム。
G17 :X-Y プランの選択。
G42 :カッター半径補正の有効化 (右側の移動)
G40 :カッター半径補正無効
G02 :円弧補間時計回り
G03 :円弧補間反時計回り (反時計回り)
S :スピンドル速度
F :軸モーション フィード
M :カッター モーション (3=時計回り、4=反時計回り)
D :ツール番号
M08 :クーラント オン
M09 :クーラント オフ
M30 :メインプログラム終了
CNCマシン