


G81 G16 を使用した NCT プログラミング ドリル サークル パーツ
G81 穴あけサイクルと G15 G16 極座標コマンドを使用して円の一部を穴あけする方法を示す NCT プログラムの例。
G コード
| Gコード | 機能 |
|---|---|
| G15 | 極座標コマンドキャンセル |
| G16 | 極座標コマンド |
| G81 | 穴あけ、スポット ボーリング サイクル |
NCT プログラムの例
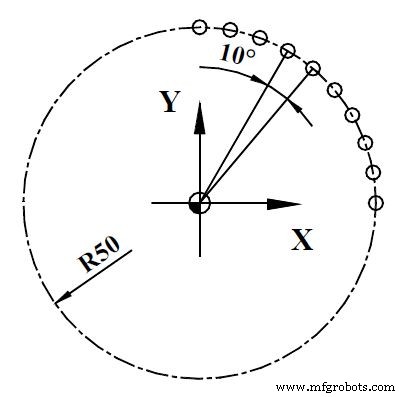
%O7074(7.4) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L10 N160 G80 G15 N170 G0 Z100 N180 M30 %
CNCマシン
- Python - C による拡張プログラミング
- 5軸プログラミング:ツールベクトルを使用したプログラミング?
- ASRを使用したより簡単な5軸プログラミング
- 金属化による驚異的な仕上がりの実現
- G74 ペック穴あけサイクルによる端面溝入れ CNC プログラミング チュートリアル
- G32 によるテーパーねじ切り CNC プログラミング例
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- CNC G81 ドリル サイクル プログラムの例
- G01 G コードによる面取りと半径のプログラミング
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル