


円補間の概念とプログラミング パート 3 (I J K の使用)
マルチシリーズ記事「円補間の概念とプログラミング」の第 3 部。
この部では、CNC 機械工がどのように計算とプログラミングを行うことができるかを簡単に説明します。 I J と K を使用した円弧補間 G02 G03 .
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
円弧補間 G02 G03 I、J、K コンセプトとプログラミング
円弧の軸は、機械座標系の X、Y、または Z 軸に平行でなければなりません。軸または軸に垂直な平面は、G17 (Z 軸、XY 平面)、G18 (Y 軸、XZ 平面)、または G19 (X 軸、YZ 平面) で選択されます。 I、J、および K は、現在の位置からのオフセットです。一度に使用されるのは、I、J、および K の 2 つだけです。これは、どの円弧平面が選択されているかによって異なります
- G17 – I と J を使用
- G18 – I と K を使用
- G19 – J と K を使用
I、J、および K 引数は、円弧の開始点から円弧の中心点までの距離を指定します。円弧の始点は、G02 または G03 コマンドでは指定されないことに注意してください。開始点は、コマンドが実行されたときのカッターの位置によって決定されます。また、コマンドで中心点が明示的に指定されることはありません。 I、J、および K は DISTANCES です。円の形状が不可能な場合 (.0001 以内)、通常はエラーがスローされます。
次の図は、始点から終点までの円と I、J 計算の 4 つの象限を示しています。円の半径は 50 mm です。
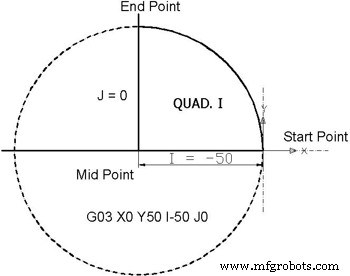 クワッド I 0⁰ から 90⁰ まで – 円補間の概念
| ||||||||||||
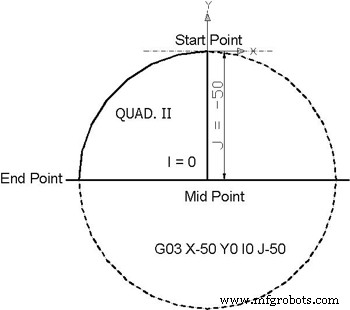 Quad II から 90⁰ から 180⁰ – 円弧補間の概念
| ||||||||||||
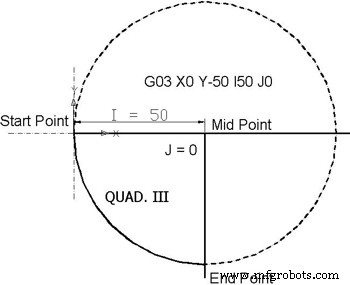 180⁰ から 270⁰ までの Quad III – 円補間の概念
| ||||||||||||
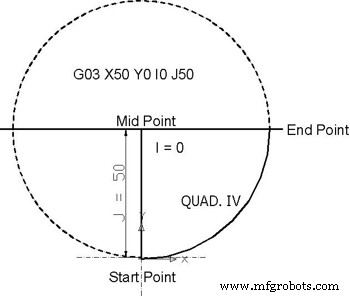 270⁰ から 0⁰ へのクワッド IV – 円補間の概念
| ||||||||||||
この記事の他の部分を読む
- 円弧補間の概念とプログラミング パート 1(概念)
- 円補間の概念とプログラミング パート 2(R の使用)
- 円弧補間の概念とプログラミング パート 3(I J K の使用)
- 円補間の概念とプログラミング パート 4 (Unknown R)
- 円弧補間の概念とプログラミング パート 5(例)
- 円弧補間の概念とプログラミング パート 6(使用と演習)
CNCマシン
- C++ プログラミング:C++ とは | C++ の基本概念を学ぶ
- ネスティング ソフトウェアがパーツ プログラミングの生産性を向上
- CNC プログラミング例 G コード G02 円弧補間 時計回り
- CNC プログラム例 G03 円弧補間
- G02 G03 G コード円弧補間サンプル プログラム
- CNC 円弧補間チュートリアル G02 G03
- CNC G02 円弧補間時計回り CNC ミリング サンプル プログラム
- CNC ミリング円弧補間 G02 G03 G コード プログラムの例
- L930 ミリング円形ポケット – Sinumerik 840 840C プログラミング
- CNC 旋盤の簡単な G コードの例 – 初心者向けの G コード プログラミング
- Din 66025 NC プログラミング コード