


NCT G81 掘削、スポット ボーリング サイクル
NCT G81 掘削サイクルは、単純な掘削/スポット掘削作業に使用されます。
プログラミング
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
パラメータ
次の表の X、Y、Z の定義は G17 平面で機能しますが、他の平面ではこれらが変更されます
G18 平面 Z X は穴位置、Y は穴あけ軸です
G19 平面 Y Z は穴位置ですX は穴あけ軸になります
| パラメータ | 説明 |
|---|---|
| X | x 軸の穴の位置。 |
| Y | y 軸の穴の位置。 |
| Z | 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 |
| R | R 平面の位置。 |
| L | サイクルの繰り返し回数 (必要な場合) . |
| F | 送り速度。 |
オペレーション
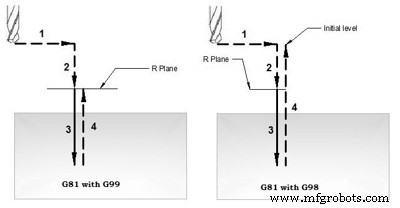
G81 サイクルの操作は
<オール>- G99 の場合、ポイント R まで後退、早送りで
- G98 の場合、初期ポイントへの早送り後退
プログラミング例
一連のボアのプログラミング
NCT G81 ドリル サイクルを使用した、互いに 10 mm 離れたボアのプログラミングはこちら
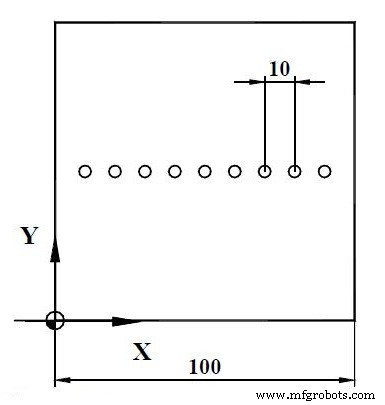
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
プログラミングボアシリーズの例
穴の 2 番目のシリーズは、新しい穴あけサイクルとしてプログラムされます。ここでも、サイズは増分で指定されます。どちらのサイクルにも中間ボアが含まれるため、2 番目のシリーズは下部と上部に分割する必要があります。
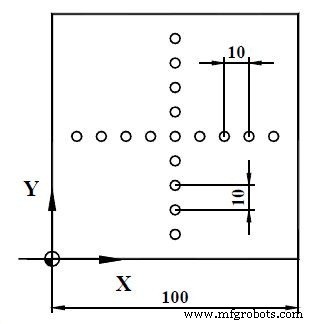
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
CNCマシン
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- G81 穴あけサイクル G83 G98 によるペック穴あけ G99 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC G81 ドリル サイクル プログラムの例
- G81 穴あけサイクルでグリッド プレートを穴あけ – サンプル CNC プログラム
- G81 穴あけサイクルと G91 サンプル プログラムで穴あけを繰り返す
- G83 ペック掘削サイクルの例
- Fanuc マクロと G66 モーダル コールを使用して独自の G81 ドリル サイクルを作成する
- ECS G85 ボーリング サイクル
- ECS G81/3 – 3 層掘削サイクル
- ECS G81 標準掘削サイクル