


オークマ G76 ラウンディング
オークマ G76 ラウンディング
Okuma G76 G コードは、鋭いエッジを丸めるために使用されます。
- G76 は G01 モードでのみ有効です。
- G76 は非モーダルで、コマンドされたブロックでのみアクティブです。
オークマ G76 プログラミング
G76 X Z L
パラメータ
| パラメータ | 説明 |
|---|---|
| X、Z | 交点座標 |
| L | 丸め円の半径。符号は軸の移動方向によって決まります。 Z 軸 (X 軸) が X 軸 (Z 軸) の後に正の方向に移動する場合は「+」 ) motion. X 軸 (Z 軸) の動きの後に Z 軸 (X 軸) が負の方向に移動する場合は「-」。 |
Okuma G76 サンプル プログラム
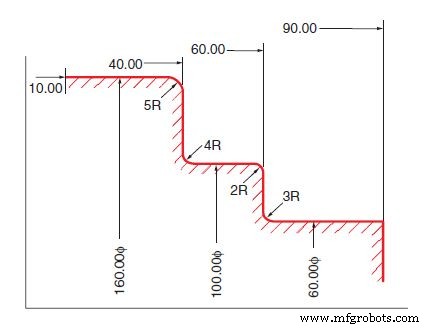
: : N101 G01 X60 Z92 F0.1 N102 G76 Z60 F0.05 L3 N103 G76 X100 L-2 N104 G76 Z40 L4 N105 G76 X160 L-5 N106 Z10 : :
CNCマシン
- 4重要なコーナー丸めエンドミルの決定
- CNC Fanuc G76 ねじ切りサイクル
- Fanuc G76 ねじ切りサイクルによるテーパーねじ切り
- Fanuc G76 ねじ切りサイクルによるねじ切り送り角度の制御
- ダミーのためのファナック G76 スレッド サイクル
- CNC プログラミング例の G76 スレッド サイクル
- Mach3 Turn G76 Threading Canned Cycle
- Haas G76 Threading Cycle Multiple Pass
- Fanuc G76 ファイン ボーリング サイクル – CNC ミル
- 大熊ミル G および M コード
- Okuma Lathe G および M Codes