


Haas G72 Type I 荒削りおよび G70 仕上げフェーシング サイクル プログラムの例 – ファナック互換
Haas G72 Type I 荒削りサイクル/G70 仕上げサイクルの使用とプログラミングを説明する Haas 旋盤プログラミングの例。
上記のコードは、ほとんどまたはまったく変更せずに、Fanuc cnc 制御を備えた cnc 旋盤でも機能します。
このHaas旋盤プログラミング例で使用されるすべてのGコード/Mコードは、説明とともに以下に示されています.
Haas G72 タイプ I ラフ G70 仕上げフェーシング サイクル プログラムの例
Haas G72 Type I 荒削りと G70 仕上げ削りプログラムの例
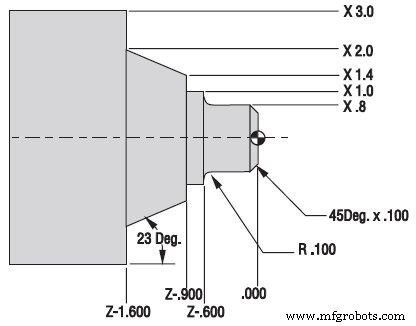
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
Gコード
G00 早送りモーション。
G01 直線補間モーション。
G03 円弧補間 – 反時計回り。
G41 工具ノーズ補正プログラムされたパスの左。
G40 工具ノーズ補正キャンセル。
/>G50 スピンドル最大 RPM 制限。
G53 マシン ゼロ ポジショニング座標シフト。
G54 ワーク オフセット ポジショニング座標 #1 (設定 56)
G72 端面ストック除去サイクル。
G70仕上げサイクル。
G96 表面速度一定オン。
G97 表面速度一定キャンセル。
Mコード
M01 オプションのプログラム停止。
M03 スピンドルを前進させます。
M30 プログラムの終了とプログラムの最初へのリセット。
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミングの例
- CNC Fanuc G72 Canned Cycle Facing
- ファナック CNC プログラム例
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Haas G71 サンプル プログラム
- CNC G81 ドリル サイクル プログラムの例
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc 10T 11T 15T の G72 Facing Cycle One-Line Format