


20 の一般的な鋳造欠陥:原因、症状、および実証済みの治療法
金属鋳造は、溶融金属を砂または金型に流し込んで部品を形成する基礎的な製造プロセスです。多用途性と費用対効果の高さから広く使用されていますが、このプロセスは本質的に、鋳造欠陥として知られるさまざまな欠陥が発生しやすく、製品の品質を損ない、スクラップ率が増加し、生産コストが高騰する可能性があります。
鋳造欠陥とは何ですか?
鋳造では、溶融した合金を圧力下でキャビティに充填し、凝固させてから取り出す必要があります。これらの段階での中断、汚染、または不適切な制御は、部品の機械的性能と外観を損なう欠陥を引き起こす可能性があります。
これらの欠陥の根本原因を理解することで、メーカーは鋳造前、鋳造中、鋳造後に的を絞った修正措置を実施できるため、歩留まりが向上し、やり直し作業が削減されます。
20 の主要な鋳造欠陥 – 原因と解決策
<オル>不一致 (シフト)
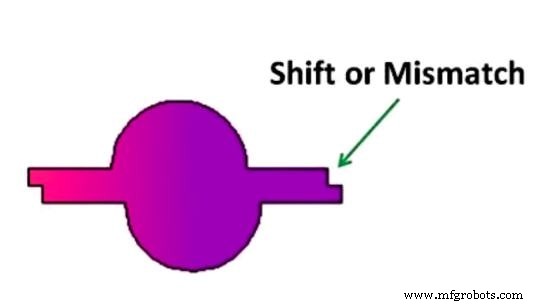
- 原因: コープとドラッグ(金型の上部と下部)の位置のずれ、ボックス ピンの緩み、ダウエル ピンの位置の誤り、コアの位置の誤り
- 解決策: マッチプレートの位置合わせを確認し、適切な成形ボックスと閉じピンを使用し、毎回の実行前にフラスコの位置合わせを検査します。
うねり
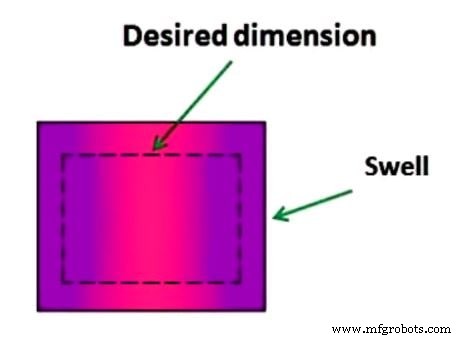
- 原因: 過剰な打ち込み圧力、強度の低い砂、または金属の圧力で曲がる弱い金型壁
- 解決策: 適切に打ち込まれた強力な砂混合物を使用し、型の壁が変形に耐えられる十分な厚さを確保するようにしてください。
ピンホール
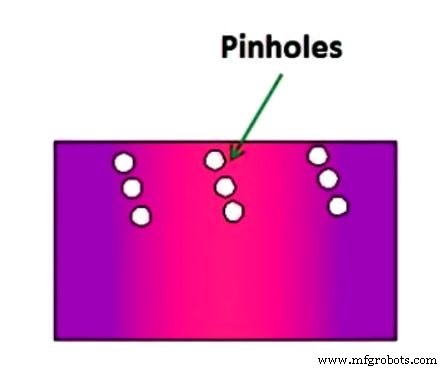
- 原因: 部品の上面にある小さなポケットの通気が悪く、閉じ込められたガスが小さな穴を形成する可能性があります。
- 解決策: 適切な通気を組み込み、浸透性の高い砂を使用し、部品を目視または非破壊検査で検査してクラスターがないか確認する
ブローホール
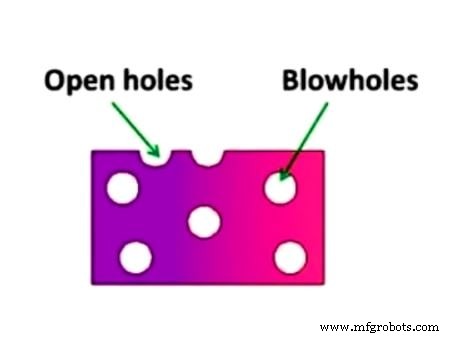
- 原因: 湿った砂または浸透性の低い砂、不十分な通気、固化中のガスの閉じ込め
- 解決策: 砂の湿気を管理し、浸透性の高い砂を使用し、適切な通気口を設置してください。 X 線検査または超音波検査によって検出します。
開いた穴 (ガス気孔率)
- 原因: 型または中子の不十分な通気、砂内の過剰な水分、ガス透過性の低下
- 解決策: 使用前に通気を強化し、モールドとコアを乾燥させ、フラックス剤を使用し、砂の浸透性を改善する
カットとウォッシュ
- 原因: 高速の流れにより砂が侵食され、砂の強度が弱く、特定の領域に過剰な金属が存在します。
- 解決策: ゲート設計を最適化し、コアと砂を強化し、フェーシングにバインダーを追加します。
融合(硝子体外皮)
- 原因: 耐火性のない砂、溶融金属の過熱、粒子の混合
- 解決策: 耐火砂混合物を使用し、注入温度を下げ、金属に砂粒が付着しないようにする
ドロップ
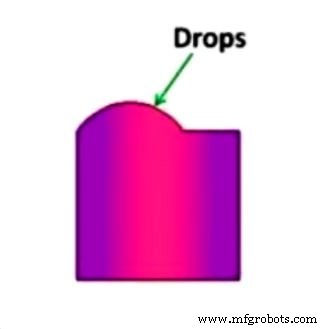
- 原因: 弱い砂、貧弱なフラックス、柔らかい打ち込み
- 解決策: 高強度の砂、適切な硬い打ち込みを使用し、フラックスで溶融金属をきれいにします。
金属の貫通
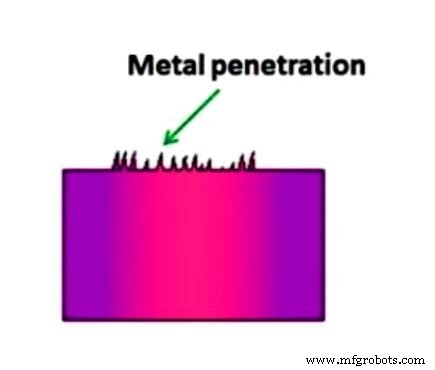
- 原因: 浸透性が高く、打ち込みが柔らかく、型洗い剤が不要な粗粒砂
- 解決策: 粒子が細かく浸透性の低い砂を使用し、硬い打ち込みを行い、カビ洗浄バリアを適用する
ひけ巣
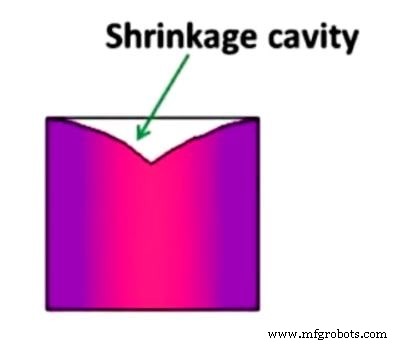
- 原因: 制御されていない凝固と高い注入温度
- 解決策: 方向性凝固を適用し、冷却を使用し、適切な注入温度を維持する
ランアウト
- 原因: 欠陥のある金型、不適切なフラスコ、または不適切な金型設計
- 解決策: 欠陥のある金型を交換し、フラスコの設計を改良し、正確なゲートを確保する
スラグの混入

- 原因: 溶解中のスラグ粒子、不適切なゲート、凝固中に形成される金属間化合物
- 解決策: ダイを定期的に洗浄し、効果的なゲート システムを設計し、完全に溶解したきれいな合金を使用します。
ホットスポットまたはハードスポット
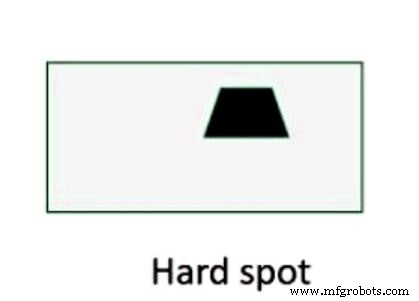
- 原因: 急速な局所冷却と温度差
- 解決策: 均一な冷却を実施し、合金組成を調整し、制御された熱処理を使用する
熱による裂け目または亀裂
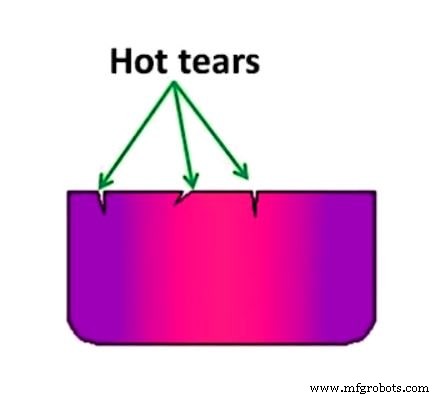
- 原因: 熱収縮、残留引張応力、不適切なゲート配置
- 解決策: 標準化された固化手法を使用し、ゲートの配置が最適であることを確認し、均一な厚さを維持する
コールドシャット
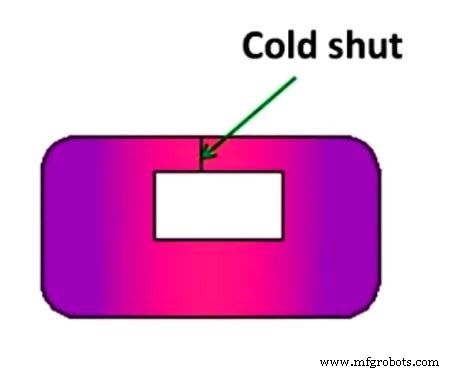
- 原因: 低温の金属の流れが融合せずに合流し、ゲートが不十分で、溶融流動性が低い
- 解決策: ゲートを最適化し、メルト温度を上げ、砂の浸透性を改善する
汚れ
- 原因: 不適切なメンテナンス、砂の洗浄、溶解中のスラグ粒子
- 解決策: 清潔な機器を維持し、適切なフラックスを使用し、粉塵のない作業環境を確保する
誤実行
- 原因: メルトの流動性が低く、金型/ゲート設計が不適切
- 解決策: 溶融物の流動性を改善し、金型とゲートを再設計し、適切な注入温度を維持する
蜂の巣状またはスポンジ状
- 原因: 凍結した不純物、不十分なスキミング、メルト内のスラグ
- 解決策: スラグを徹底的に取り除き、不純物をろ過し、取鍋を清潔に操作できるようにする
ひれと火傷 (フラッシュ)
- 原因: 不適切なモールドとコアの組み立て、不十分なモールド重量、不十分なクランプ
- 解決策: 正確に組み立て、適切な重量を加え、しっかりとクランプしてください。
反り
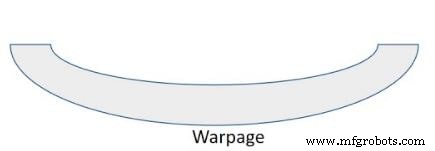
- 原因: 凝固速度の違いにより内部応力が発生する
- 解決策: 熱処理を使用して残留応力を軽減し、大きな平らな部分が最小限になるように鋳物を設計します。
追加リソース
鋳造と関連する製造トピックについてさらに詳しく見てみましょう:
PDF をダウンロード
終わりの言葉
上記で概説した 20 の鋳造欠陥を体系的に特定して対処することで、メーカーは製品の品質を劇的に向上させ、無駄を削減し、より高い業務効率を達成することができます。ご質問がある場合、またはご自身の経験を共有したい場合は、以下にコメントを残してください。
ニュースレターを購読すると、無料の PDF が受信箱に直接配信されます。
Lathrop Trotter が経験豊富なシステム セールス エンジニアの John V. Brown をオハイオ州北部とインディアナ州北東部に迎える
往復コンプレッサー システム:エンジニアリングの内訳、分類、および産業用途
産業機器