


チタン棒の製造方法

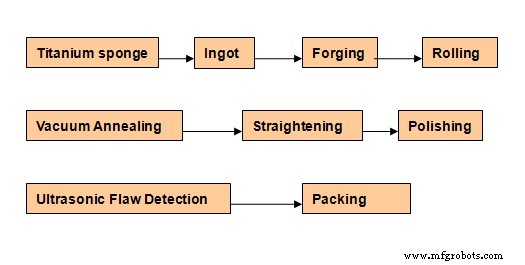
チタンロッドの製造方法
チタンロッド 丸棒は、すべての金属の中で最も高い強度対重量比の1つを備えた耐食性材料で作られています。チタン棒の耐摩耗性、耐食性、耐高温性、非磁性により、機器の主要部品、シャフト本体、ソリッドパーツ、ミキシングシャフトなどに使用されています。
チタンロッドの特徴
さらに、チタンロッド 高強度、高靭性、低弾性率、人体への適合性などの特徴があり、医療業界で広く使用されています。
チタン棒の鍛造材は、主に純チタンとさまざまな組成のチタン合金であり、元の状態はチタン棒です。 、チタンインゴット 、金属粉末、および液体金属。
変形前の金属の断面積と変形後の断面積の比率を鍛造比と呼びます。鍛造比、適度な加熱温度と保持時間、適度な初期鍛造温度、最終鍛造温度、適度な変形、変形速度の適切な選択は、製品品質の向上とコストの削減に密接に関係しています。
一般的に、中小規模の鍛造品は、丸棒または四角棒をブランクとして使用します。バーの結晶粒構造や機械的性質が均一で良好であり、形状やサイズが正確であり、表面品質が良好であれば、大量生産に便利です。加熱温度と変形条件が適切に制御されている限り、大きな鍛造変形を必要とせずに高品質の鍛造品を鍛造することができます。
航空機では、チタン合金 主に、桁、着陸装置、ハブ、ジョイントなどの主力部材の製造に使用されます。チタン合金は、主にエンジンのアダプターリング、スクレーパーファン、コンプレッサーディスク、ブレードの製造に使用されます。
鍛造圧力を下げる方法
従来の鍛造方法をチタン合金ロッドの処理に使用する場合 鍛造温度範囲は摂氏約100度しかないため、鍛造中のビレットの温度低下に伴い変形外乱力が急激に増加し、大量の鍛造プレスが必要になります。
チタンロッドセグメントを製造するには、鍛造圧力を下げるために1つの二次シャムを使用するだけで済みます。その結果、真ん中の高強度波の端に移動しやすくなり、高グルテンを充填するのが難しくなります。

この目的を達成するには、クロスバーの交差加熱温度を上げて温度降下を減らすなど、効果的なプロセス対策が必要です。ガラス潤滑剤を使用して表面の汚染を防ぎ、金属の流れを改善します。プロセスポジショニングボスを追加すると効果的です。最初の火は2回の火で皮膚を鍛造するために使用され、高強度の溝は位置決めボスで下型に設定されます。
ボスポジショニングを使用することにより、高グルテン部分を充填する金属が金型壁に接触する時間が大幅に短縮され、金型の冷却効果が遅くなり、チタン棒の充填性が向上します。 25t-mのハンマーのペアでは、長さが1395mm、投影面積が0.2平方メートルの「正方形」の航空機のチタンロッド部材をうまく鍛造できます。
電気化学的研磨
チタンバー 加工と圧延は、乳化剤(または腐食防止剤)を使用して希酸または希アルカリで部品と研磨剤を粉砕し、ドラムを回転させることによって明るい外観を得る目的です。小さな部品や研磨が難しい部品の取り扱いに適しています。ローリング標準を適切に選択すると、生産性と品質が向上します。

1。太鼓の形を
太鼓の形は円、六角形、八角形などで、多角形の有用性は良好です。これは、バレル壁の半径が軸と等しくなく、一定の視点があるため、圧延部品の向きが変わりやすく、相互衝突のタイミングが長くなり、研削が均一になり、効率が高いため、転がりモーメントを短縮できます。
2。ドラムのスケール
パターンドラムの長さは600〜800mmです。 2番目のパターンは800〜1500 mmで、通常はこれが優れています。これは、ドラム内の部品の圧力と摩擦が大きいため、切断量も増加するためです。ただし、圧力や変形が発生する部品の場合は、小さなローラーを使用して、ローラーの長さを長くすることができます。
1)ローラーデータ
ドラムの回転速度と部品の削り取り量には直接的な関係があります。つまり、回転速度が速いほど、金属の切断が大きくなります。外観。ただし、速度が一定の上限を超えると低下します。回転速度が速すぎると、ドラム内の部品の遠心力が増加し、摩擦力が低下します。速度は通常45r / minで制御されます。
2)ローリング研磨剤とソリューション
ローリング研磨剤には、軽石、石英、花崗岩の角、シェル、鉄のやすりくず、セラミックチップが含まれます。研磨粒子のサイズは、要素の各穴よりも大きいか小さい必要があります。ドラムの内容物の量も、部品の農業表面の品質に影響を与える重要な要素です。内部のドラムの量は通常、ドラムの体積の70%です。より重いチタンロッドの場合 チタン部品またはねじ部品を加工するには、荷重を80%〜90%に制御する必要があります。
ドラム内の溶液は、ドラムの体積の約95%に追加する必要があります。 (注:ドラムに酸性溶液を加える場合は、最初に水を加え、次に酸を加えて、時間の増加と内部溶液の濃度の漸減による圧延プロセス中の部品の腐食を回避する必要があります)
したがって、定期的に溶液の濃度を変更して交換し、圧延時間を長くしすぎないようにしてください。そうしないと、部品が損傷します。つまり、ブラシを使って部品の外側のバリ、痰、残留油、腐食スラッジを取り除き、部品に一定の光沢を持たせます。弾性、剛性、または薄肉の部品は、圧延終了後、時間内に除去する必要があることに注意する必要があります。そうしないと、水素の透過または部分的な過腐食が発生します。
結論
記事をお読みいただきありがとうございます。チタンロッドの製造方法をより深く理解するのに役立つことを願っています。 。 チタンロッドについてもっと知りたい場合 、 Advanced Refractory Metals にアクセスできます ( ARM )詳細については。
米国カリフォルニア州レイクフォレストに本社を置く高度な高融点金属 ( ARM )は、世界中の高融点金属のトップメーカーおよびサプライヤーであり、タングステン、モリブデン、タンタル、レニウム、チタンなどの高品質の高品質金属を顧客に提供しています。 および ジルコニウム 非常に競争力のある価格で。
金属