


高強度3D印刷–等方性塗りつぶしパート2
更新: さまざまな塗りつぶしがさまざまな方法で自分の役割を強化する方法とその背後にある科学について詳しく知りたい場合は、6月21日の午前11時EDTにウェビナーに参加してください(ここで登録)。
ライターのメモ:これは、Mark Twoに炭素繊維を使用して、アイガーの等方性繊維充填タイプで可能な限り最強の部品を設計する2部構成のシリーズの2番目の投稿です。前回の投稿では、特定の等方性パターンで補強材を印刷する理由について詳しく説明しました。この投稿では、その充填タイプを最適に適用して、炭素繊維3D印刷技術を最も効率的に使用して最強の部品を製造する方法について説明します。
以前、複合補強の基本と、アイガーでさまざまな繊維配向を適用する方法について説明しました。次に、補強効率について説明します。不要な重量やコストをかけずに、最強の部品を3Dプリントします。アイガーの等方性繊維充填で層を補強すると、その層に強度と剛性が追加されますが、実際にその強度が必要ですか?高強度3D印刷で鉄筋を効率的に使用するために設計する場合、パーツ全体にかかる荷重に対するレイヤーの位置がおそらく最も重要な考慮事項であることを示します。
実際に何かを補強する前に、力や荷重が外部の形状に加えられたときに物理部品がどのように反応するかを理解することが重要です。例として、単純にサポートされているビームを見てみましょう。両端が下からサポートされており、一方の端が x に沿って自由に移動できるビームです。 下の画像のように、軸。
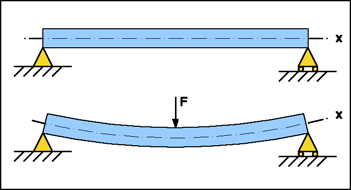
力を加えると F ビームに対して、ビームは、Fの大きさと、ビームの形状および材料特性の両方に依存する量だけ、下向きに曲がったり、たわんだりし始めます。力によって発生する内部応力を見ると F 曲げを受ける梁の代表的な側面プロファイルセクションでは、下向きの荷重に最も近い梁の側面が圧縮を受け、最も遠い梁の側面が等しい力を経験しますが、張力がかかることがわかります。
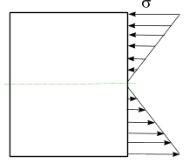
上の図は、内部曲げ応力σの詳細を示しています。 梁の厚さ全体で、矢印が長いほど曲げ応力が大きいことを示します。曲げ中に最大の曲げ応力がビームの上面と下面に発生し、中立軸と呼ばれるビームの中心線にゼロの力がかかることがすぐにわかります。中立軸の両側にある矢印の反対方向は、ビームの領域が受ける力の方向(圧縮または張力)を示します。全体として、これは、曲げが発生する部分で高強度材料の使用を最適化する場合、ビームの表面近くで、最も大きな力が発生する場所にその材料を配置することを優先する必要があることを意味します。この単純な事実が、Iビームとサンドイッチパネル構造の設計の背後にある理由です。
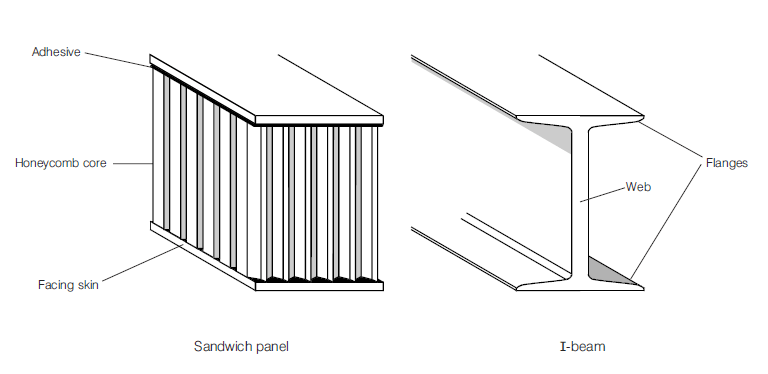
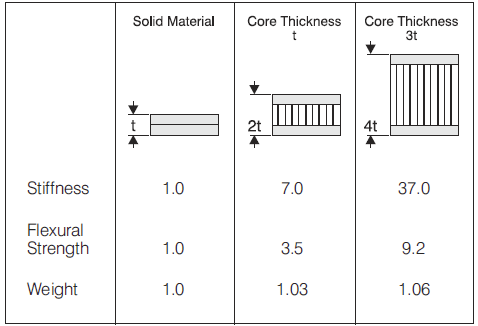
Iビームとサンドイッチパネルの両方の開発は、最小の重量で高強度、高剛性のプレートまたはビームを製造したいという願望から生じました。これまで見てきたように、曲げの最大の力は梁の外面で発生するため、これらの表面に高強度の材料を追加すると、曲げ力に抵抗するために最も効果的です。ただし、ビームの中心近くでは、高強度の材料は、はるかに低い力にさらされるため、全体的なビーム強度にはほとんど寄与しません。これらの材料は依然として同じ量の重量を追加しますが、中立軸に近い領域の重量あたりの全体的な強度効率は大幅に低下します。 Iビーム形状は、高強度対重量の単一材料金属ビームを提供するために開発されました。先端材料の出現により、マルチマテリアルサンドイッチパネル構造の開発が可能になりました。これにより、Iビームウェブ(Iビームの垂直部分)によって通常吸収される力がはるかに広い領域に分散され、さらに軽量化が可能になります。関係する力を単一のウェブに集中させる必要がないため、使用するコア材料。
サンドイッチパネルの重ね合わせ
そのすべての理論が邪魔にならないように、アイガーの補強部品に飛び込みましょう。デフォルトでは、Eigerライブラリからパーツを開くときに最初に表示される外部の「パーツビュー」ページにファイバーを追加すると、Eigerはサンドイッチパネルを生成しようとします。
パーツに追加するために選択した「ファイバーレイヤー」値の半分は、ソリッドプラスチック床レイヤーとして構成された最初の4つの(デフォルト)レイヤーの上のパーツの最下レイヤーに自動的に追加され、残りの半分はファイバーレイヤーは、パーツの上部に追加され、ソリッドプラスチックレイヤーとして構成された上位4つの(デフォルトでも)レイヤーの下に追加されます。このアルゴリズムは、補強しようとしている部分が、Olin Collegeのチームが印刷したSnotbotドローンの着陸装置など、印刷床に平行な平面に対して対称である場合に最適です。
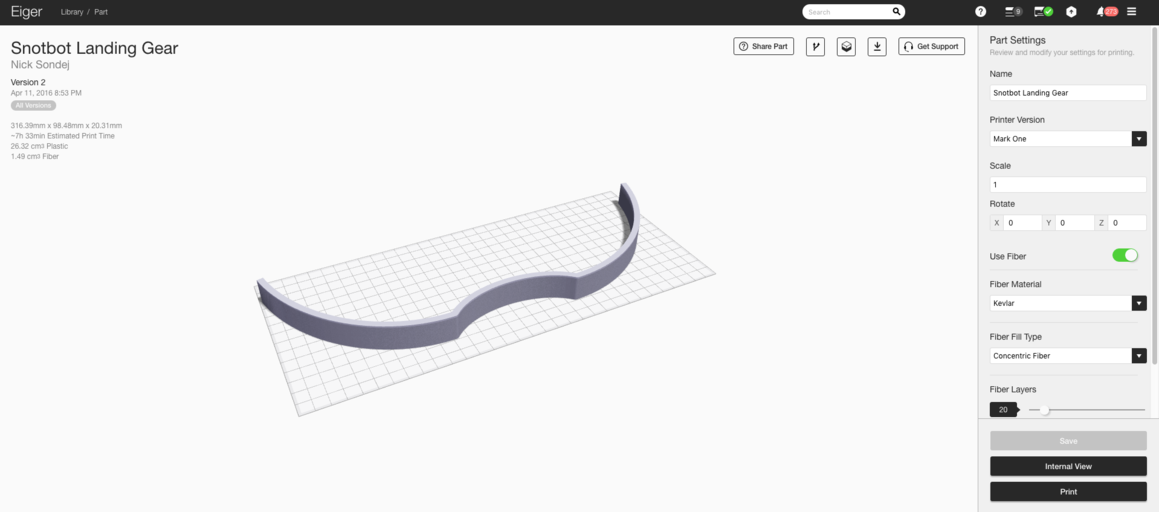

上の写真でわかるように、アルゴリズムはパーツの上部と下部に10層のケブラー補強を追加しました。パーツはXY平面に対して対称であるため、デフォルトのファイバーレイヤーアルゴリズムにより、サンドイッチパネルの補強という望ましい動作が得られました。
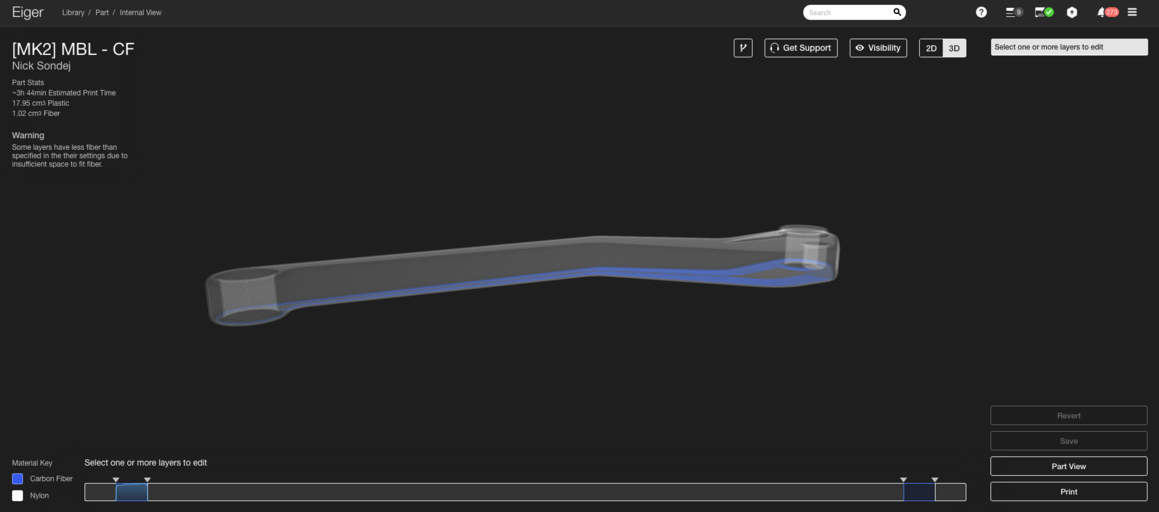
しかし、パーツが上記の対称条件を満たさない場合はどうなりますか?その場合、トレードショーで強度のデモンストレーターとしてよく使用されるオートバイのブレーキレバー部分の場合のように、デフォルトのアルゴリズムでは探している補強が提供されません。

下のスクリーンショットでわかるように、デフォルトのファイバーアルゴリズムはパーツの下部にファイバーを追加しますが、サンドイッチパネルを完成させるためにパーツの上部に必要な場所にファイバーを追加しません。これは、ブロンズの小さな隆起した尾根があるためです。ブッシングを押すと、パーツが非対称になります。可能な限り最大のサンドイッチパネルを製造するために、実際には、パーツの下部からではなく、パーツの最上層から離れた場所にファイバーが必要です。
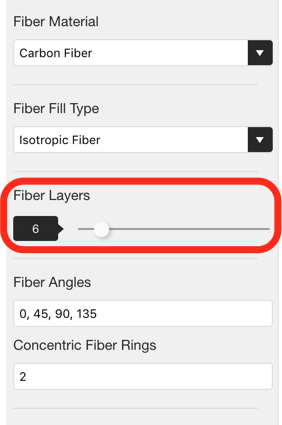
これにより、Markforgedプリンターで最強の部品を補強するための最初の一般的なガイドラインが得られます。最も距離が離れている層に1つまたは2つの同心リングを備えた等方性ファイバー充填を使用して、部品で最初にできる最大のサンドイッチパネルを作成してみてくださいそれら。
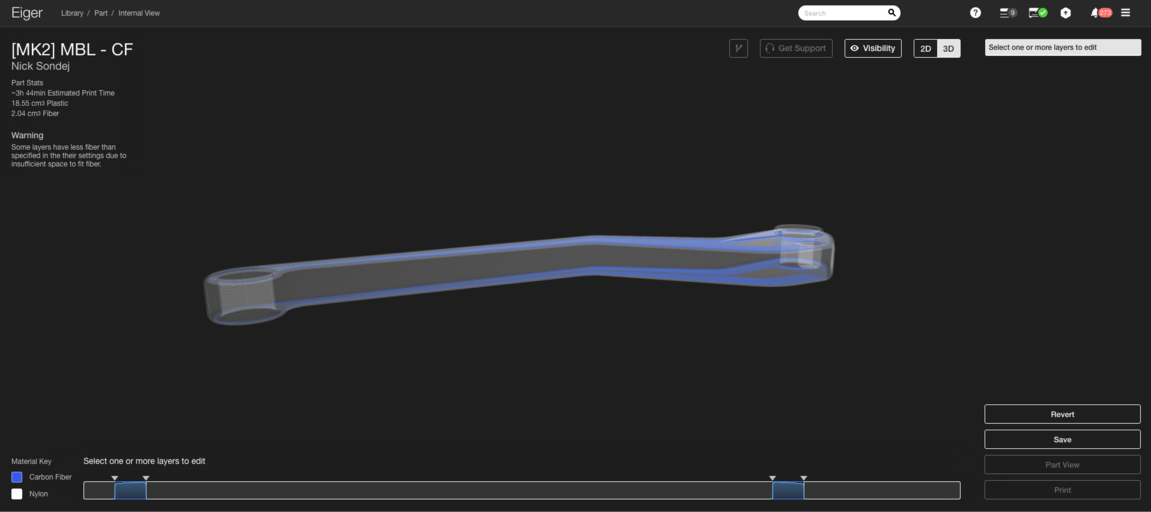
上記のオートバイのブレーキレバーの場合、これは、次の画像に示すように、レバー本体の上部でファイバーが走るまで、最上層のグループを下に移動する必要があることを意味します。
UW-マディソン人力ビークルチームの2016年の設計によるこのクランクアームのように、サンドイッチパネルの構築に適した、重複する可能性のある複数の領域がある場合はどうなりますか?
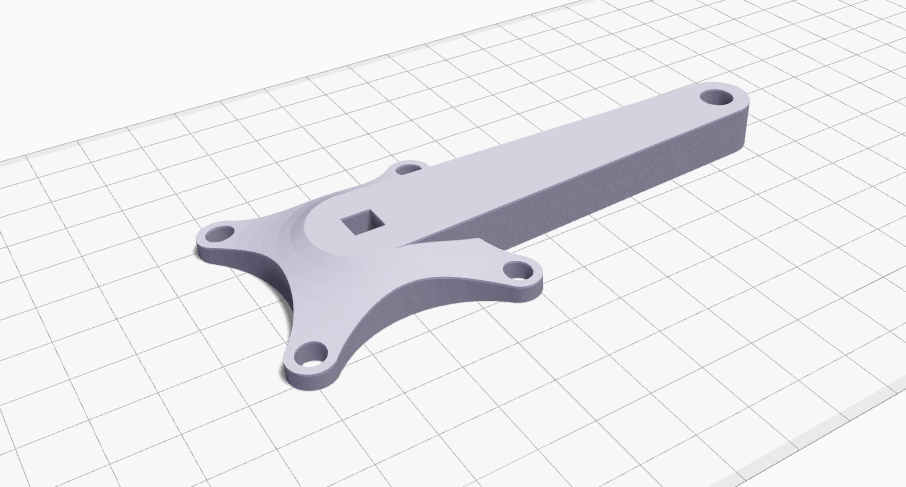
サンドイッチパネルになる可能性のある領域は明らかに複数あります。アーム自体の上部と下部(構造の長い部分)と、複合補強の恩恵を受ける4つの尖ったフランジの上部と下部があります。 。ボルトは4つの穴すべてに通されるため、ファイバーを追加すると、ボルトによって生成されるストレスコーンに耐えることができます。徹底的な(そして長い)荷重シミュレーションを実行して、繊維を追加するのに最適な場所を見つけることができるかもしれませんが、サンドイッチパネルの構築を開始するのが最も簡単です(そしておそらく最も効率的です)。まず、デフォルトのファイバーアルゴリズムで、パーツの上部と下部に4層の等方性ファイバーフィルを追加します。
これらの2つの層の断面積は非常に異なり、完全に理想的ではありませんが(ジオメトリが許せば、断面積がほぼ等しいサンドイッチパネルの「スキン」層を作成することをお勧めします)、一部は、このクランクアームがサイクリストの脚の大きな曲げ荷重に耐えることができることを意味します。
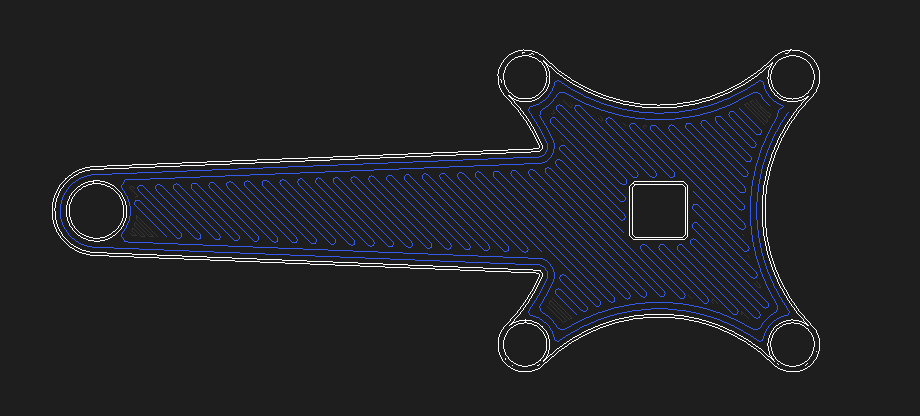
また、このクランクアームを実際のクランクに接続する4つの穴でフランジを補強する必要があります。フランジだけに焦点を当てます。最初のステップでパーツ全体を補強したときに、フランジの下部をすでに補強しました。フランジが終了するパーツに約25層のレイヤーのグループを補強する必要があります。しかし、そこにレイヤーグループを追加すると、3つの別々のファイバーレイヤーができます。両側に1つずつ、2つの複合スキンを備えたサンドイッチパネルについてのみ説明しました。サンドイッチパネルの1つを台無しにしましたか?
これにより、2番目のガイドラインにたどり着きます。「サンドイッチパネル」の概念は付加的なものであるだけでなく、前のサンドイッチの複合「スキン」レイヤーを再利用して、1つのサンドイッチパネルを大きいまたは小さいパネルに重ね合わせることができます。
>
したがって、これにより、上の画像の構成になり、クランクアームフランジを補強する薄いサンドイッチパネルと、部品全体を補強する厚いサンドイッチパネルが作成されます。両方のサンドイッチパネルの実施形態は、部品の下部にある炭素強化層グループを下部スキン層として使用しています。
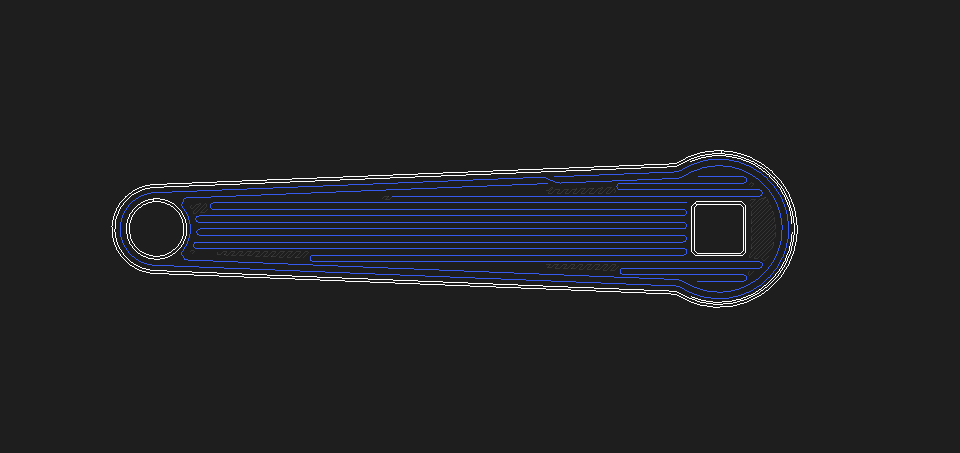
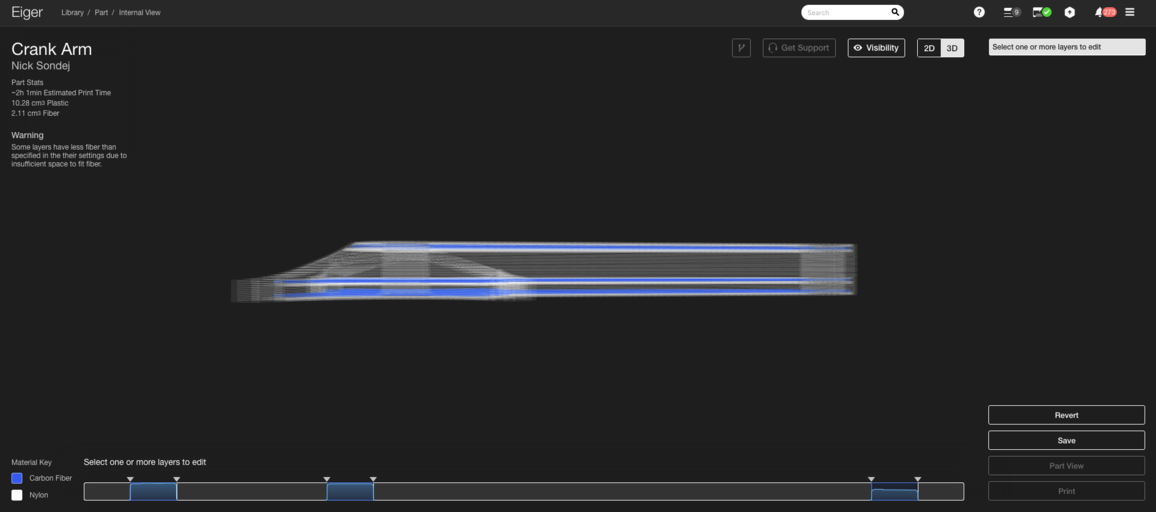
この時点で、パーツはすでに非常に強力ですが、自転車のクランクアームはかなり複雑なねじり荷重パターンにさらされているため、ファイバー層をもう1つ追加します。これは、せん断応力が特定のねじり荷重によって引き起こされる可能性があるためです。曲げ応力とは異なり、せん断応力はパーツの中立軸またはミッドプレーンで最大の大きさを持ち、クランクアームがこれらの荷重条件にさらされるかどうかを予測するのは難しいため、ミッドプレーンの周りに複合層グループをもう1つ追加するのが最も簡単です。クランクアームの。
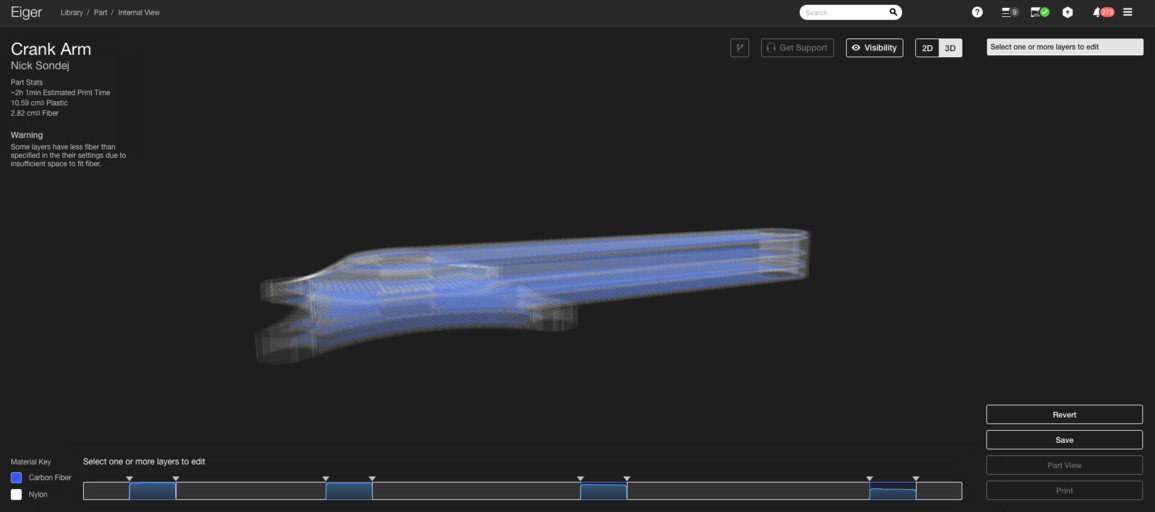
これにより、上の画像に示されている最終的な構成になります。4つの別々のファイバーグループが一連のサンドイッチパネルを作成します。これは、全体的な軽量部品を維持しながら、製造できる最も強力な構成の1つです。
要約すると、繊維強化を使用した高強度3D印刷の3つのガイドラインは次のとおりです。
1。等方性繊維充填を使用して、最初に最大で最も厚いサンドイッチパネルを作成します
2。パーツを完全に補強するために、サンドイッチパネルを追加して重ね合わせることができます
3。ミッドプレーンに等方性繊維層のグループを追加すると、特定のねじり荷重パターンに耐えることができます
これらのガイドラインは絶対確実ではなく、常に例外がありますが、最強の部品を設計する際の出発点として最適です。
自分でパーツを補強したいですか?今日のマーク2の詳細をご覧ください!
3Dプリント