


金属Xプリンター用のH13工具鋼材料
Metal X — H13 ToolSteel用の最新の金属材料をご紹介できることを大変うれしく思います。 H13は、2018年3月以降世界中の150を超えるMetalXの顧客が利用できる材料の1つとして17-4PHステンレス鋼に加わりました。
H13工具鋼とは何ですか?
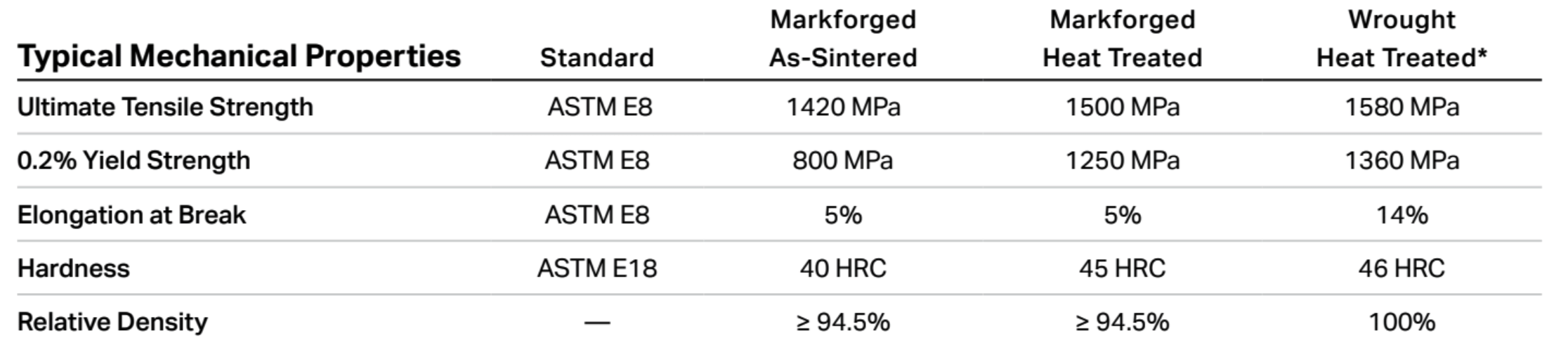
H13は熱間工具鋼であり、ほとんどの工具鋼よりも高い作業温度までその強度と硬度を保持します。高強度、高温の部品を印刷できるようにするために、H13工具鋼を発売します。私たちのデータシートは、H13の機械的特性、組成、および引張強度をより詳細に示しています。
フリーメタルサンプルパーツ
アプリケーション
3DプリントされたH13工具鋼は、低温と高温の両方で耐摩耗性があります。これにより、射出成形金型や押出成形金型などの部品に最適な材料になります。これは、金属成形ツール、ダイ、コイニングおよび成形操作用のパンチなど、さらに多くの用途に最適です。また、高温耐性や耐摩耗性が必要なアプリケーションにも最適です。
H13は約50HRCまで熱処理可能です。入手可能な最も硬い工具鋼ではありませんが、熱チェックと熱疲労に耐えることができます。高温のプラスチックや金属を成形する場合によく使用され、金型は耐液性を維持しながらその形状を維持する必要があります。
H13工具鋼で印刷する方法
H13工具鋼を使用した印刷プロセスは、基本的に17-4PHステンレス鋼を使用した印刷と同じです。パーツを印刷し、洗浄し、焼結します。重要な違いの1つは、熱処理です。 17-4PHステンレス鋼を使用すると、焼結部品を取り、ワンステップの析出硬化熱処理で強度または延性を最適化できます。ただし、H13工具鋼の場合は、標準の多段階工具鋼熱処理を使用して、硬度と耐久性を完全に解き放つことを強くお勧めします。手順は次のとおりです。
- 部品を炉内で1010-1030Cに加熱し、30分から2時間放置します。
- 部品を空気急冷します。
- 空冷直後に、600°Cで少なくとも2時間焼き戻します。
•焼き戻し温度は、38〜50 HRCの範囲の硬度レベルに調整でき、最大使用温度より高くする必要があります。
•ダブルテンパリングは必須ではありませんが、特にヒートチェックが問題となる場合に推奨されます。 H13工具鋼の熱処理の詳細については、ハドソン工具鋼の包括的な概要を確認してください。 - 自分の部分を使用してください!
当社の製品データシートに記載されているように、H13は、記載されている材料特性で熱処理なしで使用できます。ただし、ほとんどの用途では熱処理をお勧めします。
金属設計ガイドを読む

これは私のMetalXにとって何を意味しますか?
H13 Tool Steelで印刷するには、現在の金属スプールをアンロードし、H13の新しいスプールをプリンターにロードするだけです。 17-4PHステンレス鋼と同じリリース材料を使用するようにH13工具鋼を開発したため、リリーススプールを交換する必要はありません。 Eigerに向かい、印刷物としてH13 Tool Steelを選択して、印刷を開始できます。後日使用するために、他の金属スプールを包むことを忘れないでください。
メタルX見積もり
次は何ですか?
新しいH13工具鋼材料を共有できることを大変うれしく思います。来年初めに出荷されます。また、近い将来、A2およびD2工具鋼、316Lステンレス鋼、インコネル625、銅、チタンTi-6Al-4Vなどのさまざまな金属もリリースします。
H13ウェビナーをご覧ください
3Dプリント