


3Dプリント用の高品質STLファイルを作成する方法
滑らかな曲線が想定されていたフラットスポットやファセット面のあるパーツを3Dプリントしたことがありますか?または、90年代の低解像度CGIに属しているように見える3Dプリントの写真を見たことがありますか?あなただけではなく、3Dプリンターのせいでもありません。原因は、パーツの作成に使用されたSTLファイルの解像度が不足している可能性があります。
新しいユーザーから、印刷されたパーツのこれらのタイプのファセット表面の特性について多くの質問が寄せられています。そのため、3Dプリンターから可能な限り最高の印刷を取得できるようにするために、このガイドをまとめて作成しました。優れた3Dプリントパーツを作成する高品質のSTL。
このガイドでは、STLファイルと3D印刷の次の側面について説明します。
- 1。 STLファイルとは何ですか?
- 2。 STLファイルが重要な理由
- 3。最適ではないSTLの特定
- 4。 STLパラメータの定義
- 5。 Chordal Tolerance / Chordal Deviation
- 6。角度公差/角度偏差/正規偏差
- 7。メッシュ品質とファイルサイズ:推奨事項
- 8。主要なCADソフトウェアによるSTLエクスポート設定
米国陸軍のケーススタディ
米陸軍の主要なトレーニング拠点に関する最新のカスタマーサクセスストーリーをお読みください。
TL; DR: 適切なSTL解像度でCADジオメトリをエクスポートすると、スライスプロセスを遅くすることなく、最高の寸法精度と表面仕上げを備えた3Dプリントパーツが得られます。
次のパラメータを使用してSTLをエクスポートすることから始めることをお勧めします。
- -バイナリ STL形式(ASCIIよりも小さいファイルサイズ)
- -弦の許容度/偏差 0.1 mm [0.004インチ]
- -角度公差/偏差 1度の
- -[オプション] 最小の三角形の辺の長さ 0.1 mm [0.004インチ]に設定
結果のファイルサイズが20MBを超える場合は、ファイルサイズを増やすことで減らすことを強くお勧めします。 STLファイルサイズが20MB未満に減少するまでの弦および角度の許容値は、ファイルサイズが大きいと、3D印刷用のSTLの準備に関連する計算が大幅に遅くなる可能性があるためです。これらの設定でモデルにまだ過度のフラットスポットが含まれている場合は、減少を試すことができます 弦公差と角度公差の値。ファイルサイズを20MB未満に維持することを強くお勧めします。
STLファイルとは何ですか?
1980年代後半にステレオリソグラフィー3D印刷用に作成された元のファイルタイプ(STLはSTereoLithographyに由来)として、STLファイル形式は、実際の準備として、3DモデルファイルをMarkforgedのEigerソフトウェアなどのスライスプログラムにインポートするための3D印刷業界標準です。モデルの3Dプリント。 3Dプリンターを使用したことがある場合、または3D印刷用に何かを設計したことがある場合は、以前にSTLファイルに遭遇したことがほぼ確実ですが、すべてのSTLが等しいわけではないことをご存知ですか。実際、機能要件を満たす3Dモデルを設計し、そのモデルからSTLファイルを生成して、仕様外の部品を作成することは完全に可能です。
STLファイルは、(通常は)3Dモデルの連続面を近似するメッシュを構成する三角形のセットを記述しているだけです。より正確には、STLファイルには、法線ベクトルとともに3つのセットにグループ化された3次元座標のリストが含まれます。これらの3つの座標のセットはそれぞれ、三角形の頂点(コーナーポイント)を構成し、ベクトルは法線です。 、または三角形の3点で表される平面に垂直です。

ASCII(テキストベース)STLファイルでは、各三角形は次の形式で表されます。ここで、法線ベクトル n ( n i で表されます
n j n k )および各頂点 v 3次元座標( v x v y v z ):
ファセットノーマルninj nk
外部ループ
頂点v1xv1y v1z
頂点v2xv2y v2z
頂点v3xv3y v3z
エンドループ
エンドファセット
一緒になって、すべての三角形(数百万の三角形があるのが一般的です)は、3次元ジオメトリを記述できるメッシュを形成し、3D印刷の準備として、MarkforgedのEigerソフトウェアプラットフォームなどのスライスソフトウェアにインポートできます。
3D印刷を目的としたSTLには、作成するジオメトリを完全に囲む整形式のメッシュが含まれている必要があり、各三角形のエッジが正確に2つの面に接続されていることに注意してください(これはマニホールドと呼ばれることもあります)。 STL、またはギャップのないもの)。
ただし 、STLファイルは単に座標とベクトルのリストであり、そのような多様体条件のSTLファイル仕様の要件はありません。 STLファイル、特に3Dスキャナーから直接作成されたファイルには、3D印刷を正しく行うことが困難または不可能であり、スライス中にエラーが発生する可能性のある、非多様体のジオメトリまたは不完全な表面が含まれることがよくあります。
一般に、STLは、既知の優れたSTLエクスポート機能を備えたメインストリームCADソフトウェアからエクスポートするのが最適です。ほとんどすべての最新の商用エンジニアリングCADソフトウェアと、より有名なオープンソースまたは趣味のパッケージがこのカテゴリに分類されます。 CADソフトウェアと「STLエクスポートオプション」をオンラインですばやく検索すると、通常、正しい方向が示されます。
STL 3D印刷:重要な理由
この最後のセクションは、おそらく気になるよりも少しジオメトリが多かったです。ただし、この説明で重要なのは、これらすべての三角形によって作成されたメッシュです。三角形は平らな2D形状であるため、STLファイル内の三角形のコレクションはのみできます。 完全に複製 メッシュ内の三角形がモデル内の最小のフィーチャよりも小さい可能性があることを前提として、立方体、ポリゴン、または実際には曲面のない任意のジオメトリなどの平面のみで構成される3Dモデル。この仮定については、後でCADでのSTLエクスポート設定について説明するときに説明します。
多くのエンジニアリングパーツには、少なくともいくつかの曲面がありますが、それらが穴、フィレット、半径、回転、またはより複雑な曲線や有機的な形状であるかどうかは関係ありません。これらの湾曲した(非平面の)フィーチャとサーフェスは、三角形のメッシュによって複製されるため、近似のみが可能です。 STLエクスポート設定に基づいたさまざまなレベルの精度のSTLファイル。

STLファイルを更新する必要がありますか?
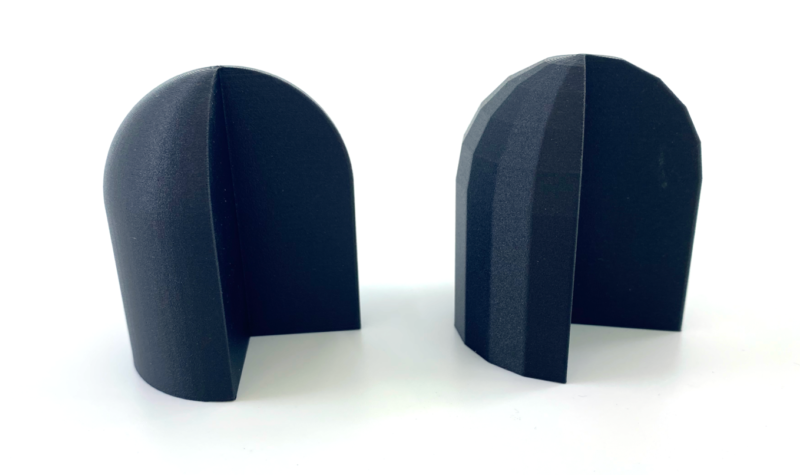
3Dプリントの品質と、それぞれのSTLファイルがEigerで処理される速度に満足している場合は、おめでとうございます。うまく機能しているものを変更する必要はありません。ただし、問題が発生した場合は、この記事で役立つ2つの主な課題があります。これらは、エクスポート解像度設定が低すぎるか高すぎるかのいずれかで生成されたSTLファイルに起因します。低解像度STLの特徴は、滑らかな曲面を持つべき領域にフラットスポットがある3Dプリントです。過度に高解像度のSTLファイルを使用すると、見栄えの良い3D印刷パーツを作成できますが、ファイルサイズが大きいと、MarkforgedのEigerソフトウェアでスライス時間が長くなり、最も極端なパーツビューを調整するときにユーザーインターフェイスが遅れる可能性があります。ケース。
STL形式が非常に普及している根本的な理由の1つは、その単純さです。これにより、さまざまなエンジニアリングおよび設計ソフトウェアが、他の3Dモデル形式からSTLファイルをサポート、編集、および生成することが容易になります。そこにあるほぼすべての3Dプリンターで印刷できます。残念ながら、STLの主な欠点の1つは、その単純さです。STLは、設計された単位系(ミリメートル、インチ、フィートなど)に関する情報が含まれておらず、解像度を決定することは実際には不可能です。 STLファイル自体と、それが作成された元のモデルをどれだけ正確に表しているか。
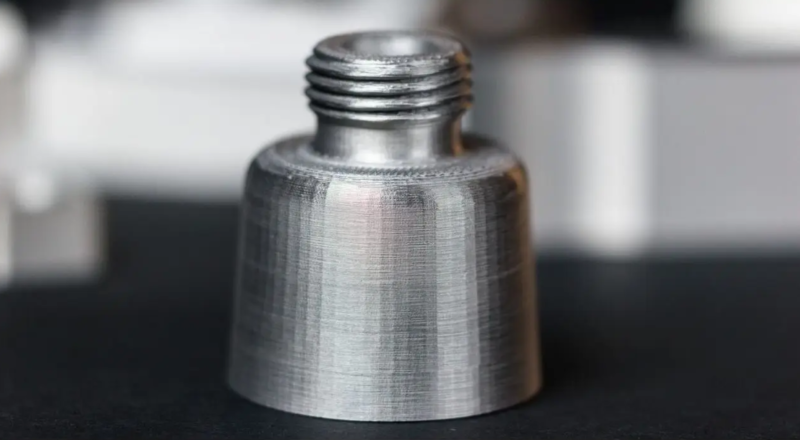
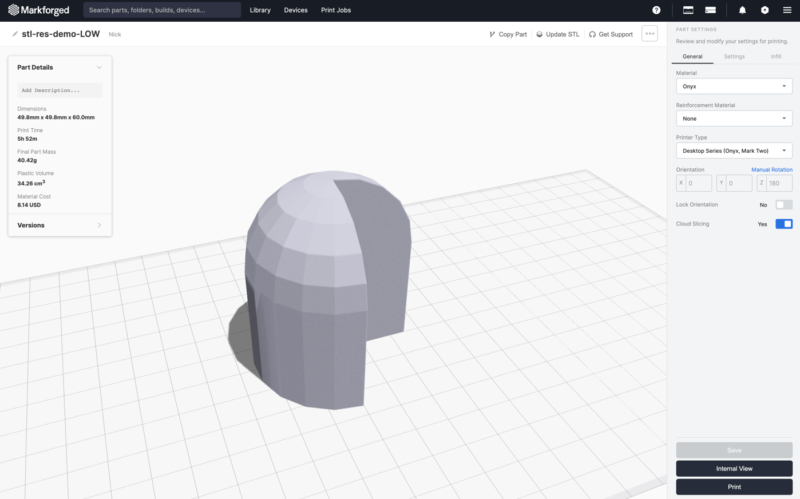
ユーザーが遭遇する最も一般的な問題は、粗すぎて十分な解像度なしで生成されたSTLファイルです。これを示す最も顕著な指標は、次のノズルの画像のように、滑らかな曲線で設計されたパーツのフラットスポットとファセット領域です。

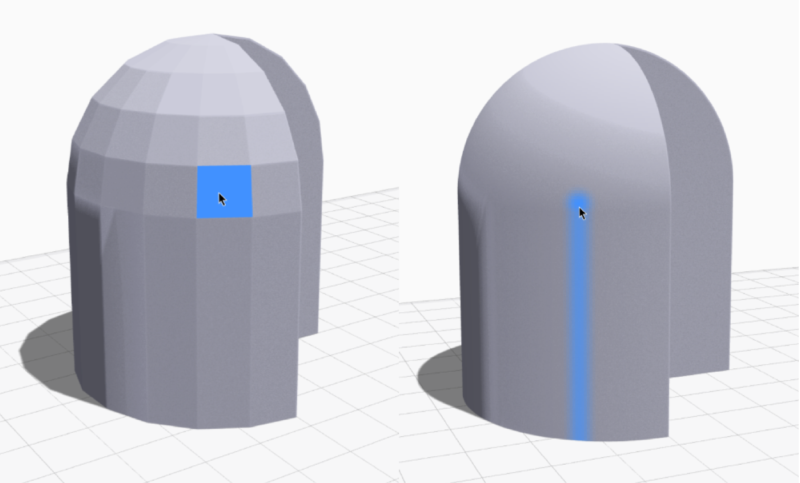
MarkforgedのEigerソフトウェアプラットフォームに組み込まれているツールを使用して、この低解像度の状態を簡単に特定することもできます。ソフトウェアでパーツモデル上にマウスを移動すると、Eigerはカーソルの下の面を青で強調表示し、それに平行なすべての面(および平行の小さな角度許容範囲内)を強調表示します。マウスで顔を強調表示したときにモデルに明確なファセットとフラットスポットが表示される場合は、STLファイルの解像度を上げる必要があります。ハイライトされた顔が比較的滑らかなカラーグラデーションで「ぼやけた」ように見える場合は、STL解像度で3D印刷の目的に十分である可能性があります。
一方、解像度が高すぎるSTLファイルは、Eigerが効率的に処理するには大きすぎる可能性があり、スライス操作の速度が低下する可能性があります。 STLの細かさには(コンピュータで利用可能なストレージスペースを除いて)実際の制限はなく、三角形の辺の長さがナノメートル以下の三角形のメッシュを作成することは完全に可能です(平均的な人間を参照してください)。髪の毛は約75,000ナノメートルです)。これは、3Dプリンターで使用できる解像度よりもはるかに高い解像度であるか、必要であるため、解像度が高すぎると、ワークフローが遅くなり、時間が無駄になります。
これらの制限にもかかわらず、STLファイルを作成するときにいくつかのベストプラクティスに従うと、優れた3Dプリントパーツを簡単に作成できます。 STLを生成およびエクスポートするときにCADソフトウェアで選択するエクスポート設定は、3D印刷パーツの品質、寸法精度、および表面仕上げに劇的な影響を与える可能性があるため、これらのパラメーターを理解することが重要です。
STLパラメータの定義
CADソフトウェアからSTLをエクスポートする場合、三角形メッシュの密度を制御するいくつかのパラメータがあり、それがパーツのジオメトリを定義します。エクスポートプロセスとこれらのパラメータ間の相互作用について考える1つの方法は、CADソフトウェアが小さいSTLファイルサイズに最適化しようとするため、可能な限り最も粗く、最も低い解像度のメッシュを作成しようとすることですが、1つ以上のエクスポート指定するパラメータでは、ソフトウェアがさまざまな機能やジオメトリでより高解像度のメッシュを使用する必要がある場合があります。したがって、有用なメンタルモデルは、これらのエクスポートパラメータを、エクスポートプロセスを「強制」して、より細かく、より高解像度のメッシュを生成するものと見なすことです。
一般に、最新のCADソフトウェアのほとんどは、少なくとも2つのエクスポートパラメータを制御する機能をユーザーに提供します。1つは弦公差と呼ばれる直線寸法です。 (または弦の偏差 )、および角度公差と呼ばれる角度寸法を持つもの (または角度偏差 )。結果のSTLは、選択したエクスポート設定で指定されたすべての条件を満たす必要があります。 3Dモデルの特定の機能のジオメトリに応じて、これらの設定の1つは通常、他の設定よりも制限が厳しく(別名、より高解像度のメッシュが必要)、その機能よりも支配的または制限的なパラメーターと見なすことができます。制限パラメータは通常、さまざまな機能に応じてパーツのジオメトリ全体で変化します。最初にこれらのパラメーターとそれらがSTL生成にどのように影響するかを調べ、次にさまざまな主要なCADソフトウェアパッケージでこれらの設定を構成する方法を説明します。
弦の許容度/弦の偏差
弦公差(または弦偏差)は、設計どおりの3Dモデルと比較した場合に、STLの全体的な寸法精度を制御する設定です。弦公差は通常、次の画像に示すように、設計どおりの3Dモデルの表面と結果のSTLの最も近い三角形の面から許容される最大の法線(垂直)線形偏差として指定されます。

弦公差は、パーツのジオメトリ全体にわたって、生成されたSTLと設計どおりのモデルの間で許容される最大誤差を制御するものと考えることができます。したがって、CADソフトウェアのSTLエクスポート機能は3Dモデルジオメトリの周りに三角形メッシュを構築しているため、3Dモデルからの最大距離が指定した弦の許容範囲を超える三角形を作成することはできません。弦の許容誤差がSTL解像度の制限要因であると仮定すると、弦の許容値が小さいほど、三角形が多くファイルサイズが大きくなり、解像度のSTLが高くなります。
角度公差/角度偏差/正規偏差
角度許容値設定(角度偏差または法線偏差と呼ばれることもあります)は、メッシュ内の任意の2つの隣接する三角形の法線ベクトル間で許可される最大角度を制御します。これは、メッシュをより高い角度で「調整」するパラメーターと考えることができます。弦の許容範囲を超える解像度。角度公差が作用する良い例は、通常、半径が弦公差と同じサイズの切り身のような小さな曲面です。角度公差を設定しないと、これらの小さなフィレットに非常に目立つフラットスポットが発生するか、次の図に示すようにフィレット半径が弦公差に等しい極端な場合に面取りに変わる可能性があります。

角度偏差値(度で測定)が主要なパラメータになるほど小さく設定されている場合、STL生成プロセスでは、曲率が鋭いパーツの領域に三角形を追加する必要があります。これは、多くの場合、半径が小さいフィーチャです。これにより、結果として得られる3D印刷部品のこれらの特徴の滑らかさが、弦の許容誤差だけで提供されるものを超えて「改善」されます。
角度偏差は通常度で測定されますが(値が小さいほど解像度の高いモデルになります)、一部のCADソフトウェアでは、角度偏差を0から1まで値が大きくなる無次元の「角度制御」パラメーターとして指定します。曲面の周りでより高いSTL解像度を指定します。詳細については、主要なCADソフトウェアパッケージごとのSTL設定に関する以下のセクションを参照するか、特定のCADソフトウェア発行元のテクニカルサポートまたはナレッジベースサイトにアクセスしてください。
追加のエクスポート設定 :一部のCADプログラムでは、弦公差と角度公差の2つの主要なコントロール以外に、最小または最大の三角形ファセット長などのオプションを含む追加の設定が提供される場合があります。一般に、これらは通常、エッジケースでのSTLエクスポートの問題に対処するために使用されます。調整する特別な理由がない限り、これらをデフォルト値のままにしておくことをお勧めします。
メッシュ品質とファイルサイズ:推奨事項
より高い解像度のSTLメッシュはより滑らかでより正確なモデルを生成するため、CADプログラムの解像度設定を可能な限り最大の解像度に上げて、それを1日と呼びたくなるかもしれません。ただし、STLエクスポートの解像度を上げると、STLファイルのサイズも大きくなります。これにより、通常、STLファイルの生成、Eigerへのアップロード、実際のSTLのスライスと準備の両方で、ソフトウェアの処理時間が長くなります。 3Dプリント。ある時点を過ぎると、STLファイルの解像度が3Dプリンターのマシン精度をはるかに超える可能性があります。つまり、実際には印刷されたパーツに反映されないSTL解像度の時間コストを支払うことになります。
>次に推奨されるベストプラクティスは、STLエクスポート設定を選択して、機能要件を満たす高品質の解像度とEigerですばやく処理できるファイルサイズのバランスをとることです。経験上、次の設定が有用な出発点であることがわかっています。
- -バイナリ STL形式(ASCIIよりも小さいファイルサイズ)
- -弦の許容度/偏差 0.1 mm [0.004インチ]
- -角度公差/偏差 1度の
- -最小辺の長さ 0.1 mm [0.004インチ]
結果のファイルサイズが20MBを大幅に超える場合は、ファイルサイズを大きくすることで小さくすることを強くお勧めします。 STLファイルサイズが20MB未満に減少するまでの弦および/または角度の許容値。ファイルサイズが大きいと、3D印刷用のSTLの準備に関連する処理操作が遅くなる可能性があります。ただし、さまざまなレベルのSTL解像度とソフトウェア処理時間に対する許容度は個人的な好みであるため、さまざまなファイルサイズを自由に試してみてください。
さまざまなCADソフトウェアによるSTLエクスポート設定
主要なCADソフトウェアパッケージの代表的なサンプルを入手しようとしましたが、オンラインでスクリーンショットを見つけるのは必ずしも簡単ではありませんでした。見逃したCADベンダーの代表者であり、このリストに載りたい場合、またはこれらのパラメータの設定方法が間違っていると感じた場合は、お問い合わせページからメモをとってください。正しく作成します。
Creo(PTC)
Creoでは、以下に示す「角度制御」パラメーターは最大角度偏差を度単位で調整しないことに注意することが重要です。代わりに、「コードの高さ」によって作成される半径を超える角度偏差の細分化の単位のない測定値です(弦公差)パラメータ。 「角度制御」パラメータ値の範囲は0.0から1.0です。 「角度制御」パラメータの詳細については、こちらをご覧ください。開始点として次の設定をお勧めします:
- -STL形式:バイナリ
- -弦の高さ:0.1 mm [0.004インチ](注:これは弦の許容誤差です)
- -角度制御:0.25
- -「最大エッジ長」と「アスペクト比」をデフォルト値のままにします

Fusion 360(オートデスク)
Fusion360。開始点として次の設定をお勧めします。
- -STL形式:バイナリ
- -表面偏差:0.1 mm [0.004インチ](注:これは弦の許容誤差です)
- -正規偏差:1度(注:これは角度偏差です)
- -「最大エッジ長」と「アスペクト比」をデフォルト値のままにします

NX(シーメンス)
開始点として次の設定をお勧めします:
- -出力ファイルタイプ:バイナリ
- -弦の許容差:0.1 mm [0.004インチ](注:ここでの単位はドキュメントの単位によって設定されます)
- -角度公差:1度
オンシェイプ(PTC)
開始点として次の設定をお勧めします:
- -STL形式:バイナリ
- -角度偏差:1度
- -弦公差:0.1 mm [0.004インチ]
- -最小ファセット幅:0.1 mm [0.004インチ]
SOLIDWORKS(ダッソーシステムズ)
開始点として次の設定をお勧めします:
- -STL形式:バイナリ
- -解決策:カスタム
- -偏差:0.1 mm [0.004インチ](注:このパラメーターは弦の許容誤差/弦の偏差です)
- -角度:1度
- -[最大ファセットサイズの定義]をオフのままにします

3Dプリント