


3D プリント プロファイルの作成方法
3D プリントでは、ユーザーに依存する一連の要因が常に存在します これにより、印刷が満足のいくものになったり、失敗したりすることがよくあります。すべての要因は、各ユーザーが各 3D プリントで使用するプリント プロファイルに収集されます。
3D FDM 印刷プロファイルでは、無数のパラメータを変更できます :印刷温度と速度、内部部品と外部部品の製造方法、および 3D 印刷に影響を与える残りのすべてのパラメーター。このため、印刷プロファイルを作成する際の最も重要な情報について以下で説明します。
考慮すべき側面
印刷パラメータの変更を開始する前に、直接影響する一連の要因 考慮する必要があります:
ピースの形状
部品の形状と厚さは、速度や層の厚さなどの印刷パラメータに直接影響します。これは、部品のサイズが縮小された領域がある場合、部品の品質を確保するために、印刷プロファイルの製造速度を下げる必要があるためです。
素材
すべてのユーザーがすでに知っているように、各素材には、各メーカーが推奨する温度と速度の範囲があります。 過剰な温度によりノズル内にか焼されたフィラメント粒子が出現し、フィラメントがノズル内で詰まるなどの問題を回避するために、これらの値を維持することをお勧めします。
3D プリンター
FDM 3D プリンター内には、重要な違いがあります。印刷プロファイルの構成に最も影響を与える違いの 1 つは、押出機のタイプ (ダイレクトまたはボーデン) です。これは、印刷速度、速度、収縮長さ、さらには流れのセクションで非常に異なる値が必要になるためです。
環境
ほとんどのユーザーが考慮に入れているのは、3D プリンターが置かれている環境です。 温度、湿度、または気流の存在は、印刷プロファイルに直接影響する要因です 場合によってはピースの表面仕上げも。
作品の目的
3D プリントの多くの利点の 1 つは、同じ部品を無限の異なる構成で作成できることです。プリント時間に応じて表面仕上げが良くなったり悪くなったり、ある面または別の面の抵抗が大きくなったりします。これは、各プロファイルを
5 つの重要なテスト
上記のすべてが明確になったら、プロファイルを構成します。このために、Polymaker は PCP (プロファイル作成プロセス) を開発しました。これは、すべてのユーザーが理想的な印刷プロファイルを実現するための 5 つのテストです。
テスト 1:押出機の流れ
最初のステップは、材料の理想的な温度を見つけることです ユーザーが使用する必要がある l。フィラメントの製造元が推奨する最低温度を使用して開始し、流れが継続して HotEnd に詰まりがなくなるまで温度を上げてください。
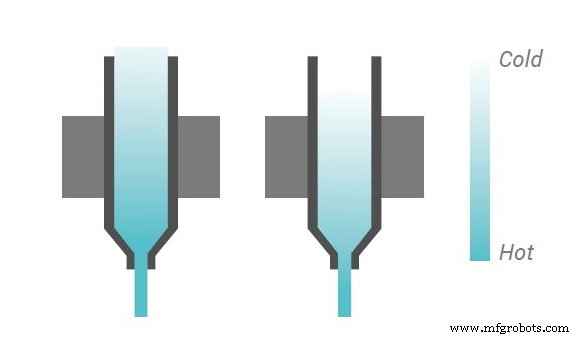
画像 1:押出機の流れ。出典:ポリメーカー
温度を完全に調整したいユーザーは、温度テストを実行できます 、次の画像のテストなど。

画像 2:温度タワー テスト。
テスト 2:フロー管理
このセクションでは、印刷エラーを修正する必要があります 不適切なフロー構成が原因 .この不適切な管理は、過剰なエクストルーダーの圧力による不規則な流れ、または不適切なリトラクト構成によるパーツの表面全体にわたるフィラメントの破片の原因となる可能性があります。
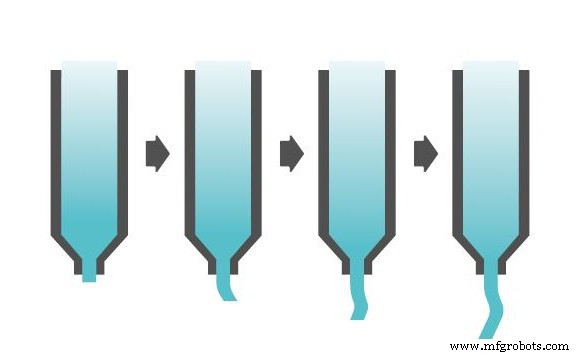
画像 3:フロー管理。出典:ポリメーカー
テスト 3:冷却ファン (レイヤー)
レイヤー ファンは、3D プリンターの最も重要なコンポーネントの 1 つです。 、より複雑な形状と高品質の表面仕上げを得ることができるためです。
次のスキームは、レイヤー間の接合部で作用する力を示しています。 「F1」はマテリアを持ち上げる力 l カンチレバーで、「F2」が収縮力の場合 上層の緊張によって引き起こされます。 これら 2 つの力の値はほぼゼロでなければなりません 機械的および幾何学的安定性を維持します。層の高さを「F1 =0」にするには、オーバーフローの角度と押出温度を下げる必要があります。または層ファンの速度を上げます。 「F2」の場合、押し出し温度を上げるか、押し出し速度を下げることで、力の値を最小限に抑えることができます。
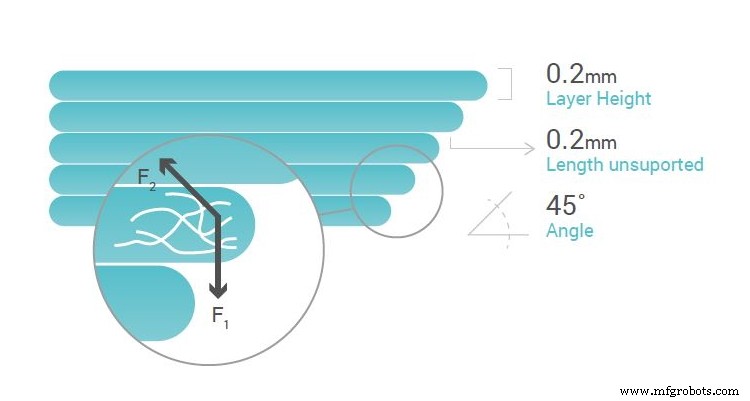
画像 4:冷却ファンの重要性。出典:ポリメーカー
テスト 4:剥離 (反りとひび割れ)
ABS や ASA などのフィラメントを使用するときに通常発生するのは、層間の剥離(ひび割れ)または最初の層とベースの間の剥離(反り)です。これは、レイヤー間の応力の蓄積が原因で、印刷中に発生します。 ポリマー自体の強度の作用(F2)と、下層の接着(F1.2)またはベース自体の印刷(F1.1)の反対方向の作用によって引き起こされます。 結合に関与する力のバランスが取れていない場合、層間剥離が発生します
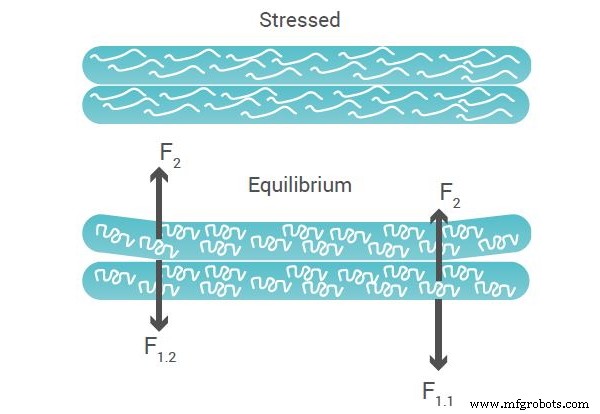
画像 5:剥離 (反りと割れ)。出典:ポリメーカー
これを回避するには、ユーザーは理想的な基本温度を見つけ、使用する材料で必要な場合は閉じた 3D プリンターを使用する必要があります。
テスト 5:詳細
最後に、印刷された部品の表面全体が完璧な仕上がりであることを確認します 、細かい部品を含め、ユーザーは流れと冷却を調整する必要があります レイヤーファンを通して。上記のエラーが発生する可能性があるため、合格しないように慎重に値を変更して、2 つのパラメーターの調整を行う必要があります。
画像 6:細部。出典:ポリメーカー
結論
この記事のすべての詳細情報は、3D プリンタが必要な印刷パラメータを提供できることを考慮して、ユーザーが任意の材料の印刷プロファイルを取得することを目的としています。
3Dプリント